- ಬೆಸುಗೆಗಾರರಿಗೆ ಕೋರ್ಸ್ಗಳು
- ಪೈಪ್ ವೆಲ್ಡಿಂಗ್
- ಹರಿಕಾರ ಬೆಸುಗೆಗಾರರ ತಪ್ಪುಗಳು
- ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಹೇಗೆ ಆರಿಸುವುದು
- ಆರ್ಕ್ ದಹನ
- ಸೀಮ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕುವುದು ಹೇಗೆ
- ವೆಲ್ಡಿಂಗ್ ಲಂಬ ಸ್ತರಗಳು
- ಸಮತಲ ಸೀಮ್ ಅನ್ನು ಹೇಗೆ ಬೆಸುಗೆ ಹಾಕುವುದು
- ಸೀಲಿಂಗ್ ಸೀಮ್
- ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಸುರಕ್ಷತಾ ಮುನ್ನೆಚ್ಚರಿಕೆಗಳು
- ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ತಯಾರಿ
- ಸಲಹೆಗಳು: ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನೀವೇ ಹೇಗೆ ಬೇಯಿಸುವುದು ಎಂದು ಕಲಿಯುವುದು ಹೇಗೆ
- ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರ. ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಬೇಯಿಸುವುದು ಹೇಗೆ
- ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್
- ಅರೆ-ಸ್ವಯಂಚಾಲಿತ ಲೋಹದ ಜಡ ಅನಿಲ ಬೆಸುಗೆ (MIG)
- ಉಪಕರಣಗಳು ಮತ್ತು ಉಪಕರಣಗಳು
- ಸಲಕರಣೆಗಳ ವಿಧಗಳು
- ಉಪಕರಣಗಳು ಮತ್ತು ಉಪಕರಣಗಳು
- ಸಾಮಾನ್ಯ ಹೊಸಬರ ತಪ್ಪುಗಳು
- ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರಗಳ ವಿಧಗಳು
- ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್
- ಇನ್ವರ್ಟರ್ಗಳು
- ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನ
- ಆರ್ಕ್ ಅನ್ನು ಹೇಗೆ ಬೆಳಗಿಸುವುದು
- ವೆಲ್ಡಿಂಗ್ ವೇಗ
ಬೆಸುಗೆಗಾರರಿಗೆ ಕೋರ್ಸ್ಗಳು
ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ವಿಶೇಷ ಕೋರ್ಸ್ಗಳಲ್ಲಿ ಮಾಸ್ಟರಿಂಗ್ ಮಾಡಬಹುದು. ವೆಲ್ಡಿಂಗ್ ತರಬೇತಿಯನ್ನು ಸಿದ್ಧಾಂತ ಮತ್ತು ಪ್ರಾಯೋಗಿಕ ತರಬೇತಿ ಎಂದು ವಿಂಗಡಿಸಲಾಗಿದೆ. ನೀವು ವೈಯಕ್ತಿಕವಾಗಿ ಅಥವಾ ದೂರದಿಂದಲೇ ಅಧ್ಯಯನ ಮಾಡಬಹುದು. ಕೋರ್ಸ್ಗಳು ಆರಂಭಿಕರಿಗಾಗಿ ಮತ್ತು ಇತರ ಪ್ರಮುಖ ಬುದ್ಧಿವಂತಿಕೆಗಾಗಿ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನವನ್ನು ಕಲಿಸುತ್ತವೆ. ಶಿಕ್ಷಕರ ಮೇಲ್ವಿಚಾರಣೆಯಲ್ಲಿ ಪ್ರಾಯೋಗಿಕ ತರಗತಿಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಹೇಗೆ ಅಡುಗೆ ಮಾಡಬೇಕೆಂದು ಕಲಿಯುವ ಅವಕಾಶವು ಮುಖ್ಯವಾಗಿದೆ. ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಲಭ್ಯವಿರುವ ಉಪಕರಣಗಳು, ವಿದ್ಯುದ್ವಾರಗಳ ಆಯ್ಕೆ, ಸುರಕ್ಷತಾ ನಿಯಮಗಳ ಬಗ್ಗೆ ವಿದ್ಯಾರ್ಥಿಗಳಿಗೆ ಕಲ್ಪನೆಯನ್ನು ನೀಡಲಾಗುತ್ತದೆ.
ನೀವು ಪ್ರತ್ಯೇಕವಾಗಿ ಅಥವಾ ಗುಂಪಿನೊಂದಿಗೆ ಅಧ್ಯಯನ ಮಾಡಬಹುದು.ಪ್ರತಿಯೊಂದು ಆಯ್ಕೆಯು ತನ್ನದೇ ಆದ ಅನುಕೂಲಗಳನ್ನು ಹೊಂದಿದೆ. ಪ್ರತ್ಯೇಕವಾಗಿ ಅಧ್ಯಯನ ಮಾಡುವಾಗ, ಭವಿಷ್ಯದಲ್ಲಿ ಉಪಯುಕ್ತವಾದ ಜ್ಞಾನವನ್ನು ಮಾತ್ರ ನೀವು ಕರಗತ ಮಾಡಿಕೊಳ್ಳಬಹುದು. ಆದರೆ ಗುಂಪಿನಲ್ಲಿ ಅಧ್ಯಯನ ಮಾಡುವಾಗ, ಅವರ ಸಹವರ್ತಿ ವಿದ್ಯಾರ್ಥಿಗಳ ತಪ್ಪುಗಳ ವಿಶ್ಲೇಷಣೆಯನ್ನು ಕೇಳಲು ಮತ್ತು ಹೆಚ್ಚುವರಿ ಜ್ಞಾನವನ್ನು ಪಡೆಯಲು ಅವಕಾಶವಿದೆ.
ಕೋರ್ಸ್ಗಳನ್ನು ಪೂರ್ಣಗೊಳಿಸಿದ ನಂತರ ಮತ್ತು ಪಡೆದ ಜ್ಞಾನ ಮತ್ತು ಪ್ರಾಯೋಗಿಕ ಕೌಶಲ್ಯಗಳನ್ನು ದೃಢೀಕರಿಸುವ ಪರೀಕ್ಷೆಗಳಲ್ಲಿ ಉತ್ತೀರ್ಣರಾದ ನಂತರ, ಅನುಮೋದಿತ ಮಾದರಿಯ ಪ್ರಮಾಣಪತ್ರವನ್ನು ನೀಡಲಾಗುತ್ತದೆ.
ಪೈಪ್ ವೆಲ್ಡಿಂಗ್
ಎಲೆಕ್ಟ್ರಿಕ್ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ, ಪೈಪ್ನ ಸುತ್ತಳತೆಯ ಸುತ್ತಲೂ ನಡೆಯುವ ಸಮತಲವಾದ ಸೀಮ್ ಮತ್ತು ಬದಿಯಲ್ಲಿ ನಡೆಯುವ ಲಂಬವಾದ, ಹಾಗೆಯೇ ಮೇಲಿನ ಮತ್ತು ಕೆಳಗಿನ ಸ್ತರಗಳನ್ನು ಮಾಡಲು ಸಾಧ್ಯವಿದೆ. ಅತ್ಯಂತ ಅನುಕೂಲಕರ ಆಯ್ಕೆಯು ಕೆಳಭಾಗದ ಸೀಮ್ ಆಗಿದೆ.

ಗೋಡೆಗಳ ಎತ್ತರದ ಉದ್ದಕ್ಕೂ ಎಲ್ಲಾ ಅಂಚುಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ ಉಕ್ಕಿನ ಕೊಳವೆಗಳನ್ನು ಕೊನೆಯಿಂದ ಕೊನೆಯವರೆಗೆ ಬೆಸುಗೆ ಹಾಕಬೇಕು. ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ, ವಿದ್ಯುದ್ವಾರವನ್ನು 45 ಡಿಗ್ರಿ ಕೋನದಲ್ಲಿ ಅಳವಡಿಸಬೇಕು - ಉತ್ಪನ್ನಗಳ ಒಳಹರಿವು ಕಡಿಮೆ ಮಾಡಲು ಇದನ್ನು ಮಾಡಲಾಗುತ್ತದೆ. ಸೀಮ್ನ ಅಗಲವು 2-3 ಮಿಮೀ, ಎತ್ತರ - 6-8 ಮಿಮೀ ಆಗಿರಬೇಕು. ವೆಲ್ಡಿಂಗ್ ಅತಿಕ್ರಮಿಸಿದ್ದರೆ, ಅಗತ್ಯವಿರುವ ಅಗಲವು ಈಗಾಗಲೇ 6-8 ಮಿಮೀ, ಮತ್ತು ಎತ್ತರವು 3 ಮಿಮೀ.
ಕೆಲಸವನ್ನು ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು, ಪೂರ್ವಸಿದ್ಧತಾ ಕಾರ್ಯವಿಧಾನಗಳನ್ನು ಕೈಗೊಳ್ಳುವುದು ಅವಶ್ಯಕ:
- ನೀವು ಐಟಂ ಅನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕಾಗಿದೆ.
- ಪೈಪ್ನ ಅಂಚುಗಳು ವಿರೂಪಗೊಂಡಿದ್ದರೆ, ಅವುಗಳನ್ನು ಜೋಡಿಸಿ ಅಥವಾ ಕೋನ ಗ್ರೈಂಡರ್ ಅಥವಾ ಸರಳ ಗ್ರೈಂಡರ್ನಲ್ಲಿ ಕತ್ತರಿಸಿ.
- ಸೀಮ್ ಹಾದುಹೋಗುವ ಅಂಚುಗಳನ್ನು ಹೊಳಪಿಗೆ ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕು.
ಸಿದ್ಧಪಡಿಸಿದ ನಂತರ, ನೀವು ಕೆಲಸಕ್ಕೆ ಹೋಗಬಹುದು. ಎಲ್ಲಾ ಕೀಲುಗಳನ್ನು ನಿರಂತರವಾಗಿ ಬೆಸುಗೆ ಹಾಕುವುದು, ಸಂಪೂರ್ಣವಾಗಿ ಬೆಸುಗೆ ಹಾಕುವುದು ಅವಶ್ಯಕ. 6 ಮಿಮೀ ವರೆಗಿನ ಅಗಲವಿರುವ ಪೈಪ್ ಕೀಲುಗಳನ್ನು 2 ಪದರಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, 3 ಪದರಗಳಲ್ಲಿ 6-12 ಮಿಮೀ ಅಗಲ ಮತ್ತು 4 ಪದರಗಳಲ್ಲಿ 19 ಎಂಎಂಗಿಂತ ಹೆಚ್ಚಿನ ಗೋಡೆಯ ಅಗಲವಿದೆ. ಮುಖ್ಯ ಲಕ್ಷಣವೆಂದರೆ ಸ್ಲ್ಯಾಗ್ನಿಂದ ಪೈಪ್ಗಳ ನಿರಂತರ ಶುಚಿಗೊಳಿಸುವಿಕೆ, ಅಂದರೆ.ಪ್ರತಿ ಪೂರ್ಣಗೊಂಡ ಪದರದ ನಂತರ, ಅದನ್ನು ಸ್ಲ್ಯಾಗ್ನಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಲು ಮತ್ತು ನಂತರ ಮಾತ್ರ ಹೊಸದನ್ನು ಬೇಯಿಸುವುದು ಅವಶ್ಯಕ. ಮೊದಲ ಸೀಮ್ನಲ್ಲಿ ಕೆಲಸ ಮಾಡುವಾಗ ನಿರ್ದಿಷ್ಟ ಕಾಳಜಿಯನ್ನು ತೆಗೆದುಕೊಳ್ಳಬೇಕು, ಎಲ್ಲಾ ಮಂದತೆ ಮತ್ತು ಅಂಚುಗಳನ್ನು ಕರಗಿಸುವುದು ಅವಶ್ಯಕ. ಮೊದಲ ಪದರವನ್ನು ಬಿರುಕುಗಳಿಗಾಗಿ ಎಚ್ಚರಿಕೆಯಿಂದ ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ, ಅವುಗಳು ಇದ್ದರೆ, ನಂತರ ಅವುಗಳನ್ನು ಕರಗಿಸಬೇಕು ಅಥವಾ ಕತ್ತರಿಸಿ ಮತ್ತೆ ಬೆಸುಗೆ ಹಾಕಬೇಕು.
ಪೈಪ್ ಅನ್ನು ನಿಧಾನವಾಗಿ ತಿರುಗಿಸುವ ಮೂಲಕ ಎಲ್ಲಾ ನಂತರದ ಪದರಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ. ಕೊನೆಯ ಪದರವನ್ನು ಬೇಸ್ ಮೆಟಲ್ಗೆ ಮೃದುವಾದ ಪರಿವರ್ತನೆಯೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ.
ಹರಿಕಾರ ಬೆಸುಗೆಗಾರರ ತಪ್ಪುಗಳು
ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ ಹೇಗೆ ಬೇಯಿಸುವುದು ಎಂದು ತಿಳಿಯಲು, ಆರಂಭಿಕರು ಮಾಡುವ ಮುಖ್ಯ ತಪ್ಪುಗಳನ್ನು ನೀವು ಪರಿಗಣಿಸಬೇಕು:
- ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ತುಂಬಾ ವೇಗವಾಗಿ ಚಲಿಸುತ್ತದೆ, ಇದರ ಪರಿಣಾಮವಾಗಿ ಅಸಮ ಸೀಮ್ ಉಂಟಾಗುತ್ತದೆ.
- ಸೀಮ್ನ ತುಂಬಾ ನಿಧಾನ ಚಲನೆ, ಲೋಹದಲ್ಲಿ ರಂಧ್ರಗಳು ಮತ್ತು ಸುಡುವಿಕೆಗಳು ರೂಪುಗೊಳ್ಳುತ್ತವೆ.
- ತುಂಬಾ ಅಸಮ ಮತ್ತು ಫ್ಲಾಟ್ ಸೀಮ್. ಇಲ್ಲಿ ಮುಖ್ಯ ದೋಷವು ವಿದ್ಯುದ್ವಾರದ ಕೋನದಲ್ಲಿದೆ.
- ಲೋಹದ ವೈಫಲ್ಯ. ಲೋಹ ಮತ್ತು ವಿದ್ಯುದ್ವಾರದ ನಡುವಿನ 5 ಮಿಮೀ ಅಂತರವನ್ನು ಗೌರವಿಸದ ಕಾರಣ ಇದು ಸಂಭವಿಸುತ್ತದೆ, ಅಂದರೆ ಅಂತರವು ತುಂಬಾ ಚಿಕ್ಕದಾಗಿದೆ.
- ಇಲ್ಲದಿದ್ದರೆ, ಅಂತರವು ತುಂಬಾ ದೊಡ್ಡದಾದಾಗ, ಲೋಹವು ಕುದಿಯುವುದಿಲ್ಲ.
ಮೇಲಿನ ಎಲ್ಲಾ ದೋಷಗಳು ಅತ್ಯಂತ ಸ್ಥೂಲವಾದವುಗಳಾಗಿವೆ. ಅನುಭವದಿಂದ ಮಾತ್ರ ಅರ್ಥಮಾಡಿಕೊಳ್ಳಬಹುದಾದ ಇನ್ನೂ ಅನೇಕ ಸೂಕ್ಷ್ಮ ವ್ಯತ್ಯಾಸಗಳಿವೆ.
ತೆಳುವಾದ ಗೋಡೆಯ ಲೋಹ ಅಥವಾ ಪ್ರೊಫೈಲ್ಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ, ಕೆಲಸಕ್ಕೆ ಎಚ್ಚರಿಕೆಯ ವಿಧಾನದ ಅಗತ್ಯವಿದೆ. ಸ್ವಚ್ಛಗೊಳಿಸಿದ ವಿದ್ಯುದ್ವಾರವನ್ನು ಅನ್ವಯಿಸುವ ಮೂಲಕ ತೆಳುವಾದ ಭಾಗಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಬಹುದು ಮತ್ತು ಅದರ ಮೇಲೆ ನೇರವಾಗಿ ಬೆಸುಗೆ ಹಾಕಬಹುದು.
ನಾನ್-ಫೆರಸ್ ಲೋಹಗಳ ಮೇಲೆ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯು ಗಮನಾರ್ಹವಾಗಿ ವಿಭಿನ್ನವಾಗಿದೆ, ಏಕೆಂದರೆ ಇದಕ್ಕೆ ಇತರ ವಿದ್ಯುದ್ವಾರಗಳ ಅಗತ್ಯವಿರುತ್ತದೆ. ವಿಶೇಷ ರಕ್ಷಣಾತ್ಮಕ ವಾತಾವರಣವೂ ಬೇಕು. ಈಗ ನೀವು ಯಾವುದೇ ಲೋಹವನ್ನು ಬೇಯಿಸುವ ಸಾರ್ವತ್ರಿಕ ಸಾಧನಗಳನ್ನು ಖರೀದಿಸಬಹುದು.
ತೆಳುವಾದ ಗೋಡೆಯ ಲೋಹಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡಲು ಅರೆ-ಸ್ವಯಂಚಾಲಿತ ಸಾಧನಗಳು ಸಹ ಇವೆ.ಇದರ ಸಾರವು ವಿಶೇಷ ತಂತಿಯ ಶೇಖರಣೆಯಲ್ಲಿದೆ.
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಹೇಗೆ ಆರಿಸುವುದು
ಎಲೆಕ್ಟ್ರೋಡ್ ಲೋಹದ ರಾಡ್ ಆಗಿದ್ದು ಅದು ವೆಲ್ಡ್ ಮಾಡಲು ವರ್ಕ್ಪೀಸ್ಗೆ ಪ್ರವಾಹವನ್ನು ನಡೆಸಲು ನಿಮಗೆ ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ. ವಿದ್ಯುದ್ವಾರಗಳ ವಿವಿಧ ಬ್ರಾಂಡ್ಗಳಿವೆ, ಆದರೆ ಬೆಸುಗೆಗಾಗಿ ಉಕ್ಕು, 3 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಇನ್ವರ್ಟರ್ಗಾಗಿ ಸಾಂಪ್ರದಾಯಿಕ ವಿದ್ಯುದ್ವಾರಗಳು ಸೂಕ್ತವಾಗಿವೆ. ಲೋಹವು ದಪ್ಪವಾಗಿರುತ್ತದೆ, ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ವಿದ್ಯುದ್ವಾರಗಳ ದೊಡ್ಡ ವ್ಯಾಸವನ್ನು ಆಯ್ಕೆ ಮಾಡಬೇಕು.

ವೆಲ್ಡಿಂಗ್ ತರಬೇತಿಗಾಗಿ ವಿದ್ಯುದ್ವಾರಗಳು ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಮತ್ತು ಸಹಜವಾಗಿ ಒಣಗಿರುವುದು ಬಹಳ ಮುಖ್ಯ. ಒದ್ದೆಯಾದ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸುವಾಗ, ಅನುಭವಿ ವೆಲ್ಡರ್ ಸಹ ಆರ್ಕ್ ಅನ್ನು ಹೊಡೆಯಲು ಮತ್ತು ಅದನ್ನು ಸ್ಥಿರ ಸ್ಥಿತಿಯಲ್ಲಿ ಇರಿಸಿಕೊಳ್ಳಲು ತುಂಬಾ ಕಷ್ಟ.
ಆದ್ದರಿಂದ, ನೀವು ಹೇಗೆ ಬೆಸುಗೆ ಹಾಕಬೇಕೆಂದು ಕಲಿಯಲು ನಿರ್ಧರಿಸಿದರೆ, ಈ ಉದ್ದೇಶಗಳಿಗಾಗಿ ನೀವು ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ಉಪಭೋಗ್ಯವನ್ನು ಮಾತ್ರ ಬಳಸಬೇಕು.
ಆರ್ಕ್ ದಹನ
ನಂತರ ನೀವು ಇನ್ವರ್ಟರ್ ಅನ್ನು ಆನ್ ಮಾಡಬೇಕಾಗುತ್ತದೆ. ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಈ ಸರಳವಾದ ವಿಧಾನವನ್ನು ಟಾಗಲ್ ಸ್ವಿಚ್ ಅನ್ನು ಆನ್ ಮಾಡುವ ಮೂಲಕ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ. ಪ್ರಸ್ತುತ ಮೌಲ್ಯವನ್ನು ನಿಯಂತ್ರಕದೊಂದಿಗೆ ಹೊಂದಿಸಬೇಕು, ಇದು ಘಟಕದ ಮುಂಭಾಗದ ಫಲಕದಲ್ಲಿ ನೋಡಲು ಸುಲಭವಾಗಿದೆ. ಆಯ್ಕೆಮಾಡಿದ ವಿದ್ಯುದ್ವಾರಕ್ಕೆ, 100 ಎ ಪ್ರವಾಹವು ಸೂಕ್ತವಾಗಿದೆ ಮುಖವಾಡವನ್ನು ಕಡಿಮೆ ಮಾಡಿ ಮತ್ತು ಮುಂದುವರಿಯಿರಿ.

ಮೊದಲನೆಯದಾಗಿ, ಆರ್ಕ್ನ ದಹನದ ಕೌಶಲ್ಯವನ್ನು ನೀವು ಕೆಲಸ ಮಾಡಬೇಕಾಗುತ್ತದೆ. ಹೊಸ ವಿದ್ಯುದ್ವಾರದೊಂದಿಗೆ, ಭಾಗದಾದ್ಯಂತ ಸರಳವಾಗಿ ಸ್ವೈಪ್ ಮಾಡುವ ಮೂಲಕ ಇದನ್ನು ಮಾಡಲಾಗುತ್ತದೆ. ನೀವು ಬೆಳಕಿನ ಹೊಂದಾಣಿಕೆಗಳನ್ನು ಹೇಗೆ ನೆನಪಿಸಿಕೊಳ್ಳುತ್ತೀರಿ. ವಿದ್ಯುದ್ವಾರವು ಈಗಾಗಲೇ ಬಳಕೆಯಲ್ಲಿದ್ದರೆ, ನಂತರ ಅವರು ಲೋಹದ ಮೇಲ್ಮೈಯಲ್ಲಿ ನಾಕ್ ಮಾಡಬೇಕಾಗುತ್ತದೆ. ಆರಂಭಿಕರ ಕೈಯಲ್ಲಿ ವಿದ್ಯುದ್ವಾರವು ಲೋಹಕ್ಕೆ ಅಂಟಿಕೊಳ್ಳುತ್ತದೆ ಎಂದು ಅದು ಸಂಭವಿಸುತ್ತದೆ. ವಿದ್ಯುದ್ವಾರವನ್ನು ತೀವ್ರವಾಗಿ ಬದಿಗೆ ತಿರುಗಿಸುವ ಮೂಲಕ ಇದನ್ನು ಸುಲಭವಾಗಿ ಸರಿಪಡಿಸಬಹುದು. ಒಂದು ವೇಳೆ ಅದನ್ನು ಹರಿದು ಹಾಕಲು ಸಾಧ್ಯವಾಗದಿದ್ದರೆ, ನೀವು ಇನ್ವರ್ಟರ್ ಅನ್ನು ಆಫ್ ಮಾಡಬೇಕಾಗುತ್ತದೆ. ನಂತರ ಅಂಟಿಕೊಳ್ಳುವ ಬಿಂದುಗಳು ಸ್ವತಃ ಕಣ್ಮರೆಯಾಗುತ್ತವೆ.





ದಹನಗೊಂಡ ವಿದ್ಯುದ್ವಾರವು ವೆಲ್ಡಿಂಗ್ ಆರ್ಕ್ ಅನ್ನು ರೂಪಿಸುತ್ತದೆ. ಅದನ್ನು ನಿರ್ವಹಿಸಲು, ನೀವು 3-5 ಮಿಮೀ ಲೋಹಕ್ಕೆ ದೂರವನ್ನು ಹೇಗೆ ನಿರ್ವಹಿಸಬೇಕು ಎಂಬುದನ್ನು ಕಲಿಯಬೇಕು.ಸಮೀಪಿಸುತ್ತಿರುವಾಗ, ಶಾರ್ಟ್ ಸರ್ಕ್ಯೂಟ್ ಸಂಭವಿಸಬಹುದು, ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯೊಂದಿಗೆ. ದೂರ ಚಲಿಸುವಾಗ, ಆರ್ಕ್ ಕಣ್ಮರೆಯಾಗುತ್ತದೆ.
ಸೀಮ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕುವುದು ಹೇಗೆ
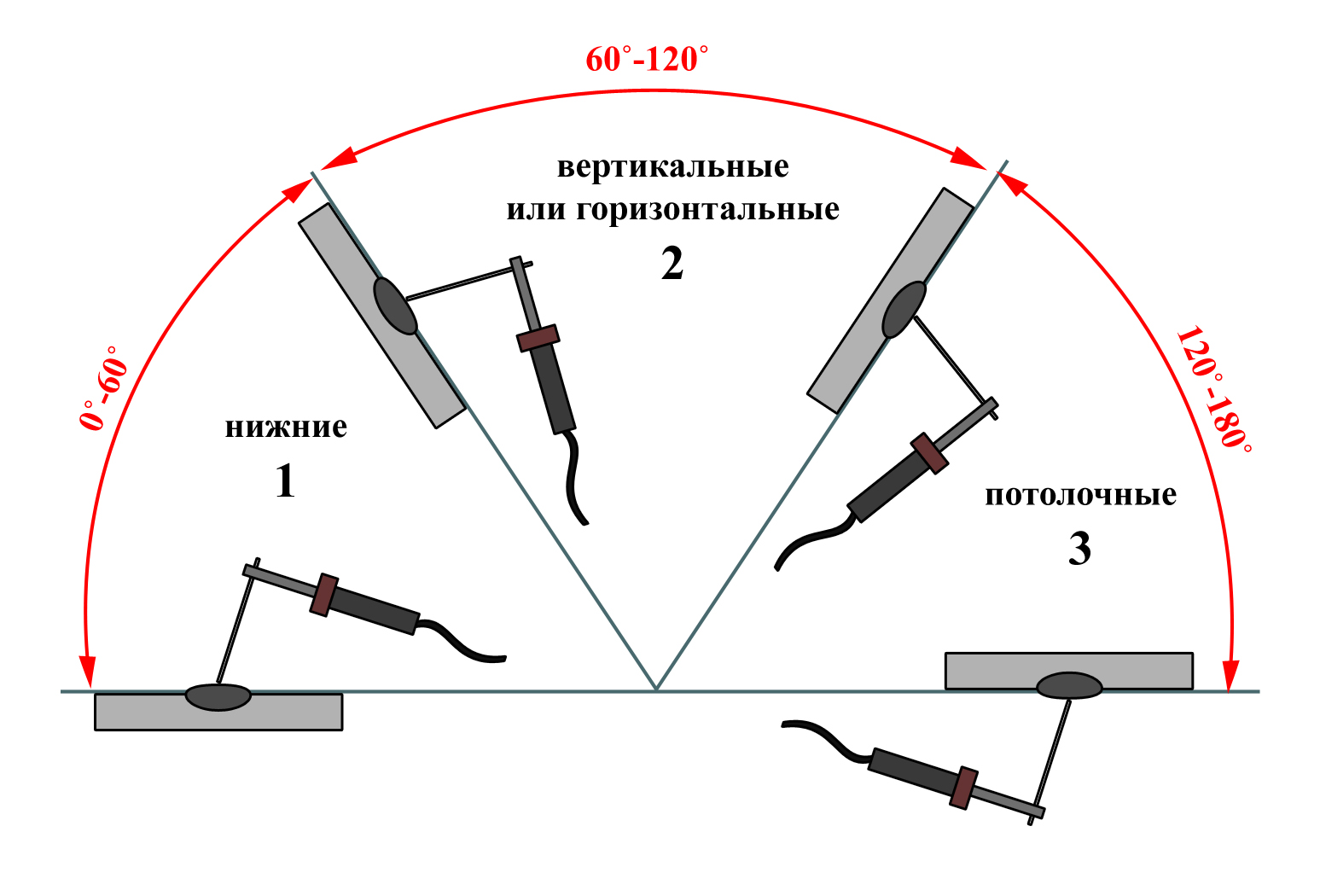
ಕಡಿಮೆ ಸ್ಥಾನದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ಅನನುಭವಿ ವೆಲ್ಡರ್ಗೆ ಸಹ ಯಾವುದೇ ತೊಂದರೆಗಳು ಉಂಟಾಗುವುದಿಲ್ಲ. ಆದರೆ ಎಲ್ಲಾ ಇತರ ನಿಬಂಧನೆಗಳಿಗೆ ತಂತ್ರಜ್ಞಾನದ ಜ್ಞಾನದ ಅಗತ್ಯವಿರುತ್ತದೆ. ಪ್ರತಿಯೊಂದು ಸ್ಥಾನಕ್ಕೂ ತನ್ನದೇ ಆದ ಶಿಫಾರಸುಗಳಿವೆ. ಪ್ರತಿಯೊಂದು ವಿಧದ ವೆಲ್ಡ್ಸ್ ಮಾಡುವ ತಂತ್ರವನ್ನು ಕೆಳಗೆ ಚರ್ಚಿಸಲಾಗಿದೆ.
ವೆಲ್ಡಿಂಗ್ ಲಂಬ ಸ್ತರಗಳು
ಲಂಬವಾದ ಸ್ಥಾನದಲ್ಲಿ ಭಾಗಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಸಮಯದಲ್ಲಿ, ಕರಗಿದ ಲೋಹವು ಗುರುತ್ವಾಕರ್ಷಣೆಯ ಕ್ರಿಯೆಯ ಅಡಿಯಲ್ಲಿ ಕೆಳಗೆ ಜಾರುತ್ತದೆ. ಹನಿಗಳು ಬರದಂತೆ ತಡೆಯಲು, ಕಡಿಮೆ ಆರ್ಕ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ (ಎಲೆಕ್ಟ್ರೋಡ್ನ ತುದಿಯು ವೆಲ್ಡ್ ಪೂಲ್ಗೆ ಹತ್ತಿರದಲ್ಲಿದೆ). ಕೆಲವು ಕುಶಲಕರ್ಮಿಗಳು, ವಿದ್ಯುದ್ವಾರಗಳು ಅನುಮತಿಸಿದರೆ (ಅಂಟಿಕೊಳ್ಳಬೇಡಿ), ಸಾಮಾನ್ಯವಾಗಿ ಅವುಗಳನ್ನು ಭಾಗದಲ್ಲಿ ಒಲವು.
ಲೋಹದ ತಯಾರಿಕೆ (ಗ್ರೂವಿಂಗ್) ಅನ್ನು ಜಂಟಿ ಪ್ರಕಾರ ಮತ್ತು ವೆಲ್ಡ್ ಮಾಡಬೇಕಾದ ಭಾಗಗಳ ದಪ್ಪಕ್ಕೆ ಅನುಗುಣವಾಗಿ ನಡೆಸಲಾಗುತ್ತದೆ. ನಂತರ ಅವುಗಳನ್ನು ಪೂರ್ವನಿರ್ಧರಿತ ಸ್ಥಾನದಲ್ಲಿ ನಿವಾರಿಸಲಾಗಿದೆ, ಸಣ್ಣ ಅಡ್ಡ ಸ್ತರಗಳೊಂದಿಗೆ ಹಲವಾರು ಸೆಂಟಿಮೀಟರ್ಗಳ ಹೆಜ್ಜೆಯೊಂದಿಗೆ ಸಂಪರ್ಕಿಸಲಾಗಿದೆ - “ಟ್ಯಾಕ್ಗಳು”. ಈ ಸ್ತರಗಳು ಭಾಗಗಳನ್ನು ಚಲಿಸಲು ಅನುಮತಿಸುವುದಿಲ್ಲ.
ಲಂಬವಾದ ಸೀಮ್ ಅನ್ನು ಮೇಲಿನಿಂದ ಕೆಳಕ್ಕೆ ಅಥವಾ ಕೆಳಗಿನಿಂದ ಮೇಲಕ್ಕೆ ಬೆಸುಗೆ ಹಾಕಬಹುದು. ಕೆಳಗಿನಿಂದ ಮೇಲಕ್ಕೆ ಕೆಲಸ ಮಾಡುವುದು ಹೆಚ್ಚು ಅನುಕೂಲಕರವಾಗಿದೆ: ಈ ರೀತಿಯಾಗಿ ಆರ್ಕ್ ವೆಲ್ಡ್ ಪೂಲ್ ಅನ್ನು ಮೇಲಕ್ಕೆ ತಳ್ಳುತ್ತದೆ, ಅದನ್ನು ಕೆಳಕ್ಕೆ ಇಳಿಸುವುದನ್ನು ತಡೆಯುತ್ತದೆ. ಇದು ಗುಣಮಟ್ಟದ ಸೀಮ್ ಮಾಡಲು ಸುಲಭವಾಗುತ್ತದೆ.
ಕೆಳಗಿನಿಂದ ಲಂಬವಾದ ಸೀಮ್ ಅನ್ನು ಹೇಗೆ ಬೆಸುಗೆ ಹಾಕುವುದು: ವಿದ್ಯುದ್ವಾರದ ಸ್ಥಾನ ಮತ್ತು ಸಂಭವನೀಯ ಚಲನೆಗಳು
ಬೇರ್ಪಡಿಸದೆ ಕೆಳಗಿನಿಂದ ಮೇಲಕ್ಕೆ ಎಲೆಕ್ಟ್ರೋಡ್ನ ಚಲನೆಯೊಂದಿಗೆ ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಲಂಬವಾದ ಸೀಮ್ ಅನ್ನು ಸರಿಯಾಗಿ ಬೆಸುಗೆ ಹಾಕುವುದು ಹೇಗೆ ಎಂದು ಈ ವೀಡಿಯೊ ತೋರಿಸುತ್ತದೆ. ಶಾರ್ಟ್ ರೋಲ್ ತಂತ್ರವನ್ನು ಸಹ ಪ್ರದರ್ಶಿಸಲಾಗುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಎಲೆಕ್ಟ್ರೋಡ್ ಚಲನೆಗಳು ಮೇಲಕ್ಕೆ ಮತ್ತು ಕೆಳಕ್ಕೆ ಮಾತ್ರ ಸಂಭವಿಸುತ್ತವೆ, ಸಮತಲ ಸ್ಥಳಾಂತರವಿಲ್ಲದೆ, ಸೀಮ್ ಬಹುತೇಕ ಸಮತಟ್ಟಾಗಿದೆ.
ಆರ್ಕ್ ಬೇರ್ಪಡಿಕೆಯೊಂದಿಗೆ ಲಂಬವಾದ ಸ್ಥಾನದಲ್ಲಿ ಭಾಗಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಸಾಧ್ಯವಿದೆ. ಅನನುಭವಿ ಬೆಸುಗೆಗಾರರಿಗೆ, ಇದು ಹೆಚ್ಚು ಅನುಕೂಲಕರವಾಗಿರುತ್ತದೆ: ಪ್ರತ್ಯೇಕತೆಯ ಸಮಯದಲ್ಲಿ, ಲೋಹವು ತಣ್ಣಗಾಗಲು ಸಮಯವನ್ನು ಹೊಂದಿರುತ್ತದೆ. ಈ ವಿಧಾನದಿಂದ, ನೀವು ವೆಲ್ಡ್ ಕ್ರೇಟರ್ನ ಶೆಲ್ಫ್ನಲ್ಲಿ ವಿದ್ಯುದ್ವಾರವನ್ನು ಸಹ ವಿಶ್ರಾಂತಿ ಮಾಡಬಹುದು. ಇದು ಸುಲಭವಾಗಿದೆ. ಚಲನೆಗಳ ಮಾದರಿಯು ವಿರಾಮವಿಲ್ಲದೆ ಬಹುತೇಕ ಒಂದೇ ಆಗಿರುತ್ತದೆ: ಅಕ್ಕಪಕ್ಕಕ್ಕೆ, ಕುಣಿಕೆಗಳು ಅಥವಾ "ಶಾರ್ಟ್ ರೋಲರ್" - ಮೇಲಕ್ಕೆ ಮತ್ತು ಕೆಳಕ್ಕೆ.
ಅಂತರವನ್ನು ಹೊಂದಿರುವ ಲಂಬವಾದ ಸೀಮ್ ಅನ್ನು ಹೇಗೆ ಬೇಯಿಸುವುದು, ಮುಂದಿನ ವೀಡಿಯೊವನ್ನು ನೋಡಿ. ಅದೇ ವೀಡಿಯೊ ಟ್ಯುಟೋರಿಯಲ್ ಸೀಮ್ನ ಆಕಾರದ ಮೇಲೆ ಪ್ರಸ್ತುತ ಶಕ್ತಿಯ ಪರಿಣಾಮವನ್ನು ತೋರಿಸುತ್ತದೆ. ಸಾಮಾನ್ಯವಾಗಿ, ಪ್ರಸ್ತುತವು ನಿರ್ದಿಷ್ಟ ರೀತಿಯ ವಿದ್ಯುದ್ವಾರ ಮತ್ತು ಲೋಹದ ದಪ್ಪಕ್ಕೆ ಶಿಫಾರಸು ಮಾಡುವುದಕ್ಕಿಂತ 5-10 ಎ ಕಡಿಮೆ ಇರಬೇಕು. ಆದರೆ, ವೀಡಿಯೊದಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ, ಇದು ಯಾವಾಗಲೂ ನಿಜವಲ್ಲ ಮತ್ತು ಪ್ರಾಯೋಗಿಕವಾಗಿ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ.
ಕೆಲವೊಮ್ಮೆ ಲಂಬವಾದ ಸೀಮ್ ಅನ್ನು ಮೇಲಿನಿಂದ ಕೆಳಕ್ಕೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಆರ್ಕ್ ಅನ್ನು ಪ್ರಾರಂಭಿಸುವಾಗ, ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ವೆಲ್ಡ್ ಮಾಡಲು ಮೇಲ್ಮೈಗಳಿಗೆ ಲಂಬವಾಗಿ ಹಿಡಿದುಕೊಳ್ಳಿ. ಈ ಸ್ಥಾನದಲ್ಲಿ ದಹನದ ನಂತರ, ಲೋಹವನ್ನು ಬಿಸಿ ಮಾಡಿ, ನಂತರ ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಕಡಿಮೆ ಮಾಡಿ ಮತ್ತು ಈ ಸ್ಥಾನದಲ್ಲಿ ಬೇಯಿಸಿ. ಮೇಲಿನಿಂದ ಕೆಳಕ್ಕೆ ಲಂಬವಾದ ಸೀಮ್ ಅನ್ನು ವೆಲ್ಡಿಂಗ್ ಮಾಡುವುದು ತುಂಬಾ ಅನುಕೂಲಕರವಲ್ಲ, ಇದು ವೆಲ್ಡ್ ಪೂಲ್ನ ಉತ್ತಮ ನಿಯಂತ್ರಣದ ಅಗತ್ಯವಿರುತ್ತದೆ, ಆದರೆ ಈ ರೀತಿಯಾಗಿ ನೀವು ಉತ್ತಮ ಫಲಿತಾಂಶಗಳನ್ನು ಸಾಧಿಸಬಹುದು.
ಮೇಲಿನಿಂದ ಕೆಳಕ್ಕೆ ವಿದ್ಯುತ್ ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಲಂಬ ಸೀಮ್ ಅನ್ನು ಹೇಗೆ ಬೆಸುಗೆ ಹಾಕುವುದು: ವಿದ್ಯುದ್ವಾರದ ಸ್ಥಾನ ಮತ್ತು ಅದರ ತುದಿಯ ಚಲನೆ
ಸಮತಲ ಸೀಮ್ ಅನ್ನು ಹೇಗೆ ಬೆಸುಗೆ ಹಾಕುವುದು
ಲಂಬ ಸಮತಲದಲ್ಲಿ ಸಮತಲವಾದ ಸೀಮ್ ಅನ್ನು ಬಲದಿಂದ ಎಡಕ್ಕೆ ಮತ್ತು ಎಡದಿಂದ ಬಲಕ್ಕೆ ನಡೆಸಬಹುದು. ಯಾವುದೇ ವ್ಯತ್ಯಾಸವಿಲ್ಲ, ಅದು ಯಾರಿಗೆ ಹೆಚ್ಚು ಅನುಕೂಲಕರವಾಗಿದೆ, ಅವನು ಹಾಗೆ ಅಡುಗೆ ಮಾಡುತ್ತಾನೆ. ಲಂಬವಾದ ಸೀಮ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ, ಸ್ನಾನವು ಕೆಳಗಿಳಿಯುತ್ತದೆ. ಆದ್ದರಿಂದ, ವಿದ್ಯುದ್ವಾರದ ಇಳಿಜಾರಿನ ಕೋನವು ಸಾಕಷ್ಟು ದೊಡ್ಡದಾಗಿದೆ. ಚಲನೆಯ ವೇಗ ಮತ್ತು ಪ್ರಸ್ತುತ ನಿಯತಾಂಕಗಳನ್ನು ಅವಲಂಬಿಸಿ ಇದನ್ನು ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ.ಮುಖ್ಯ ವಿಷಯವೆಂದರೆ ಸ್ನಾನವು ಸ್ಥಳದಲ್ಲಿಯೇ ಇರುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಸಮತಲ ಸ್ತರಗಳು: ಎಲೆಕ್ಟ್ರೋಡ್ ಸ್ಥಾನ ಮತ್ತು ಚಲನೆಗಳು
ಲೋಹವು ಕೆಳಕ್ಕೆ ಹರಿಯುತ್ತಿದ್ದರೆ, ಚಲನೆಯ ವೇಗವನ್ನು ಹೆಚ್ಚಿಸಿ, ಲೋಹವನ್ನು ಕಡಿಮೆ ಬೆಚ್ಚಗಾಗಿಸಿ. ಆರ್ಕ್ ಬ್ರೇಕ್ಗಳನ್ನು ಮಾಡುವುದು ಇನ್ನೊಂದು ಮಾರ್ಗವಾಗಿದೆ. ಈ ಸಣ್ಣ ಮಧ್ಯಂತರಗಳಲ್ಲಿ, ಲೋಹವು ಸ್ವಲ್ಪ ತಣ್ಣಗಾಗುತ್ತದೆ ಮತ್ತು ಬರಿದಾಗುವುದಿಲ್ಲ. ನೀವು ಕರೆಂಟ್ ಅನ್ನು ಸ್ವಲ್ಪ ಕಡಿಮೆ ಮಾಡಬಹುದು. ಈ ಎಲ್ಲಾ ಕ್ರಮಗಳನ್ನು ಹಂತಗಳಲ್ಲಿ ಮಾತ್ರ ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಒಂದೇ ಬಾರಿಗೆ ಅಲ್ಲ.
ಸಮತಲ ಸ್ಥಾನದಲ್ಲಿ ಲೋಹವನ್ನು ಸರಿಯಾಗಿ ಬೆಸುಗೆ ಹಾಕುವುದು ಹೇಗೆ ಎಂಬುದನ್ನು ಕೆಳಗಿನ ವೀಡಿಯೊ ತೋರಿಸುತ್ತದೆ. ಲಂಬ ಸ್ತರಗಳ ಬಗ್ಗೆ ವೀಡಿಯೊದ ಎರಡನೇ ಭಾಗ.
ಸೀಲಿಂಗ್ ಸೀಮ್
ಈ ರೀತಿಯ ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಅತ್ಯಂತ ಕಷ್ಟಕರವಾಗಿದೆ. ಹೆಚ್ಚಿನ ಕೌಶಲ್ಯ ಮತ್ತು ವೆಲ್ಡ್ ಪೂಲ್ನ ಉತ್ತಮ ನಿಯಂತ್ರಣದ ಅಗತ್ಯವಿದೆ. ಈ ಸೀಮ್ ಅನ್ನು ನಿರ್ವಹಿಸಲು, ವಿದ್ಯುದ್ವಾರವನ್ನು ಸೀಲಿಂಗ್ಗೆ ಲಂಬ ಕೋನಗಳಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ. ಆರ್ಕ್ ಚಿಕ್ಕದಾಗಿದೆ, ಚಲನೆಯ ವೇಗ ಸ್ಥಿರವಾಗಿರುತ್ತದೆ. ಸೀಮ್ ಅನ್ನು ವಿಸ್ತರಿಸುವ ಮುಖ್ಯವಾಗಿ ವೃತ್ತಾಕಾರದ ಚಲನೆಯನ್ನು ನಿರ್ವಹಿಸಿ.








ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಸುರಕ್ಷತಾ ಮುನ್ನೆಚ್ಚರಿಕೆಗಳು
ಲೋಹದ ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ಶಾಖ, ಸ್ಪಾರ್ಕ್ಸ್, ಇತ್ಯಾದಿಗಳ ಬಿಡುಗಡೆಯೊಂದಿಗೆ ಮಾತ್ರವಲ್ಲದೆ ಸರಿಯಾಗಿ ನಿರ್ವಹಿಸಿದರೆ, ನೀವು ಸುಲಭವಾಗಿ ವಿದ್ಯುತ್ ಆಘಾತವನ್ನು ಪಡೆಯಬಹುದು.
ಆದ್ದರಿಂದ, ಮೊದಲ ಬಾರಿಗೆ ಎಲೆಕ್ಟ್ರೋಡ್ ಹೋಲ್ಡರ್ ಅನ್ನು ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳುವ ಮೊದಲು, ಈ ಕೆಳಗಿನ ಹಲವಾರು ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸಿಕೊಳ್ಳಿ:
- ನಿಮ್ಮ ಕಣ್ಣುಗಳನ್ನು ರಕ್ಷಿಸಿ. ಈ ಉದ್ದೇಶಗಳಿಗಾಗಿ, ಬೆಸುಗೆಗಾರರು ಅಥವಾ ಅವರ ಪೂರ್ವವರ್ತಿಗಳಿಗೆ ವಿಶೇಷ ಮುಖವಾಡಗಳು, ಬೆಳಕಿನ ಫಿಲ್ಟರ್ಗಳೊಂದಿಗೆ ಗುರಾಣಿಗಳು ಇವೆ;
- ಮೇಲುಡುಪುಗಳಲ್ಲಿ ಕೆಲಸ ಮಾಡಲು ಮರೆಯದಿರಿ, ಅದನ್ನು ದಹಿಸಲಾಗದ ವಸ್ತುಗಳಿಂದ ತಯಾರಿಸಬೇಕು, ತೋಳುಗಳು ಮತ್ತು ಕಾಲುಗಳನ್ನು ಮುಚ್ಚಬೇಕು;
- ರಬ್ಬರ್ ಮಾಡಿದ ಬೂಟುಗಳು ಮತ್ತು ಕೈಗವಸುಗಳು, ವೆಲ್ಡರ್ ಲೆಗ್ಗಿಂಗ್ಗಳನ್ನು ಬಳಸಿ. ಈ ರೀತಿಯಾಗಿ ನೀವು ವಿದ್ಯುತ್ ಆಘಾತದ ಅಪಾಯವನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು.
ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್, ಇತರ ವಿಷಯಗಳ ನಡುವೆ, ವಿದ್ಯುತ್ ಆಘಾತದಿಂದ ಕೂಡ ಅಪಾಯಕಾರಿ ಎಂದು ನಾವು ಮರೆಯಬಾರದು. ಆದ್ದರಿಂದ, ಲಘುವಾಗಿ ಮಳೆಯಾದಾಗ ಬೀದಿಯಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಅಡುಗೆ ಮಾಡುವುದು ಅಸಾಧ್ಯ. ಅಲ್ಲದೆ, ನೀವು ಇಂಧನ, ಅನಿಲ, ಇತ್ಯಾದಿಗಳಿಂದ ಧಾರಕಗಳಲ್ಲಿ ಅಡುಗೆ ಮಾಡಲು ಸಾಧ್ಯವಿಲ್ಲ.ನಿಮ್ಮ ಕೈ ಮತ್ತು ಕಾಲುಗಳನ್ನು ರಕ್ಷಿಸಲು ಯಾವಾಗಲೂ ರಬ್ಬರ್ ಮಾಡಿದ ಮೇಲುಡುಪುಗಳನ್ನು ಧರಿಸಿ.

ಇಂದು, ಮನೆಯ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ, ಇನ್ವರ್ಟರ್ಗಳನ್ನು ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಇವುಗಳು ಹಗುರವಾದ ಮತ್ತು ಮೊಬೈಲ್ ಸಾಧನಗಳಾಗಿವೆ, ಅದು ಉಕ್ಕು, ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣ ಮತ್ತು ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ತಯಾರಿ
ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ತರಬೇತಿಯು ಪ್ರಾಯೋಗಿಕ ಪ್ರಕ್ರಿಯೆಯಾಗಿದ್ದು ಅದು ಕೆಲವು ತರಬೇತಿಯ ಅಗತ್ಯವಿರುತ್ತದೆ. ಮೊದಲನೆಯದಾಗಿ, ನೀವು ಭದ್ರತೆಯನ್ನು ನೋಡಿಕೊಳ್ಳಬೇಕು. ವೆಲ್ಡರ್ನ ಕೆಲಸವು ತುಂಬಾ ಅಪಾಯಕಾರಿಯಾಗಿದೆ:
- ಕರಗಿದ ಲೋಹದ ಸ್ಪ್ಲಾಶ್ಗಳಿಂದ ಬರ್ನ್ಸ್ ಸಾಧ್ಯತೆ;
- ಹೆಚ್ಚಿನ ತಾಪಮಾನದಲ್ಲಿ ವಿಷಕಾರಿ ಸ್ರವಿಸುವಿಕೆಯೊಂದಿಗೆ ವಿಷ;
- ವಿದ್ಯುತ್ ಆಘಾತದ ಸಾಧ್ಯತೆ;
- ಸುರಕ್ಷತಾ ಕನ್ನಡಕಗಳನ್ನು ಧರಿಸದಿದ್ದರೆ ಕಣ್ಣಿನ ಗಾಯ.

ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಉಪಕರಣಗಳು ಮತ್ತು ಸಲಕರಣೆಗಳ ಸರಿಯಾದ ಆಯ್ಕೆಯು ಸುರಕ್ಷಿತ ಪ್ರಕ್ರಿಯೆಗೆ ಪ್ರಮುಖವಾಗಿದೆ. ವೆಲ್ಡಿಂಗ್ ಕೆಲಸಕ್ಕಾಗಿ ನಿಮಗೆ ಅಗತ್ಯವಿರುತ್ತದೆ:
ದಟ್ಟವಾದ ಬಟ್ಟೆಯಿಂದ ಮಾಡಿದ ಸೂಟ್, ದೇಹ, ತೋಳುಗಳು ಮತ್ತು ಕಾಲುಗಳನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಆವರಿಸುತ್ತದೆ;
ಕಣ್ಣುಗಳನ್ನು ರಕ್ಷಿಸಲು ವಿಶೇಷ ಕನ್ನಡಕವನ್ನು ಬಳಸಬಹುದು, ಆದರೆ ಮುಖವಾಡಗಳಿಗೆ ಗಮನ ಕೊಡಬೇಕೆಂದು ನಾವು ಶಿಫಾರಸು ಮಾಡುತ್ತೇವೆ. ಅವರು ಮುಖವನ್ನು ರಕ್ಷಿಸುತ್ತಾರೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಸುರಕ್ಷಿತವಾಗಿರುತ್ತಾರೆ;
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಗುಣಮಟ್ಟದ ಉಪಕರಣಗಳು;
ವಿದ್ಯುದ್ವಾರಗಳು;
ಸಂಭವನೀಯ ಬೆಂಕಿಯನ್ನು ತೊಡೆದುಹಾಕಲು ನೀರಿನ ಬಕೆಟ್;
ವೆಲ್ಡಿಂಗ್ಗೆ ಸರಿಯಾದ ಸ್ಥಳ
ಹೊರಾಂಗಣದಲ್ಲಿ ಉಳಿಯಲು ಮತ್ತು ಹತ್ತಿರದ ಎಲ್ಲಾ ಸುಡುವ ವಸ್ತುಗಳನ್ನು ತೆಗೆದುಹಾಕಲು ಇದು ಯೋಗ್ಯವಾಗಿದೆ.
ಆಧುನಿಕ ಮಾರುಕಟ್ಟೆಯು ವಿದ್ಯುತ್ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರಗಳ ವ್ಯಾಪಕ ಆಯ್ಕೆಯನ್ನು ಪ್ರತಿನಿಧಿಸುತ್ತದೆ, ಅದರಲ್ಲಿ ವೈವಿಧ್ಯತೆಯು ಮೂರು ಮುಖ್ಯ ವಿಧಗಳಿಗೆ ಬರುತ್ತದೆ:
- ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಪರ್ಯಾಯ ಪ್ರವಾಹವನ್ನು ಪರಿವರ್ತಿಸುವ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್. ಈ ರೀತಿಯ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರವು ಸಾಮಾನ್ಯವಾಗಿ ಸ್ಥಿರವಾದ ವಿದ್ಯುತ್ ಚಾಪವನ್ನು ನೀಡುವುದಿಲ್ಲ, ಆದರೆ ಬಹಳಷ್ಟು ವೋಲ್ಟೇಜ್ ಅನ್ನು ತಿನ್ನುತ್ತದೆ;
- ರಿಕ್ಟಿಫೈಯರ್ ಗ್ರಾಹಕ ನೆಟ್ವರ್ಕ್ನಿಂದ ನೇರ ಪ್ರವಾಹಕ್ಕೆ ಪರಿವರ್ತಿಸುತ್ತದೆ.ಈ ಸಾಧನಗಳು ಹೆಚ್ಚಿನ ಸ್ಥಿರತೆಯ ವಿದ್ಯುತ್ ಚಾಪವನ್ನು ಪಡೆಯಲು ಅನುಮತಿಸುತ್ತದೆ;
- ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಮನೆಯ ನೆಟ್ವರ್ಕ್ನಿಂದ ಪ್ರಸ್ತುತವನ್ನು ನೇರ ಪ್ರವಾಹಕ್ಕೆ ಪರಿವರ್ತಿಸಲು ಇನ್ವರ್ಟರ್ ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ. ಈ ಘಟಕಗಳನ್ನು ಆರ್ಕ್ ದಹನದ ಸುಲಭತೆ ಮತ್ತು ಹೆಚ್ಚಿನ ಕಾರ್ಯಕ್ಷಮತೆಯಿಂದ ನಿರೂಪಿಸಲಾಗಿದೆ.
ಆರಂಭಿಕರಿಗಾಗಿ ವೆಲ್ಡಿಂಗ್: ವೀಡಿಯೊ ಟ್ಯುಟೋರಿಯಲ್ಗಳು - ಸೂಕ್ಷ್ಮ ವ್ಯತ್ಯಾಸಗಳನ್ನು ವೀಕ್ಷಿಸಿ ಮತ್ತು ಕಲಿಯಿರಿ.
ಉಪಭೋಗ್ಯ ಸಂಯೋಜನೆಯೊಂದಿಗೆ ಲೇಪಿತವಾದ ಘನ ರಾಡ್ಗಳಂತಹ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡಲು ಬಿಗಿನರ್ಸ್ ಸಲಹೆ ನೀಡಲಾಗುತ್ತದೆ. ಅನನುಭವಿ ವೆಲ್ಡರ್ ಅಂತಹ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಸಮ ಸೀಮ್ ಮಾಡಲು ಸುಲಭವಾಗುತ್ತದೆ. ಹರಿಕಾರನಿಗೆ ರಾಡ್ಗಳ ಗಾತ್ರವು 3 ಮಿಮೀ.
ಸಲಹೆಗಳು: ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನೀವೇ ಹೇಗೆ ಬೇಯಿಸುವುದು ಎಂದು ಕಲಿಯುವುದು ಹೇಗೆ
ಎಷ್ಟು ವಿದ್ಯುದ್ವಾರಗಳ ಅಗತ್ಯವಿದೆ, ಯಾವುದನ್ನು ನೀವು ಬಳಸಬೇಕು ಮತ್ತು ಉತ್ಪನ್ನವು ತುಂಬಾ ದೊಡ್ಡದಾಗಿಲ್ಲ ಎಂದು ನಿಮಗೆ ತಿಳಿದಿದ್ದರೆ 1 ದಿನದಲ್ಲಿ ಲೋಹದ ರಚನೆಯನ್ನು ನಿಮ್ಮದೇ ಆದ ಮೇಲೆ ವೆಲ್ಡ್ ಮಾಡಲು ಸಾಕಷ್ಟು ಸಾಧ್ಯವಿದೆ.
ಮತ್ತು ನಿಮ್ಮದೇ ಆದ ಅಡುಗೆಯನ್ನು ಕಲಿಯಲು ನೀವು ಇನ್ನೇನು ನೆನಪಿನಲ್ಲಿಟ್ಟುಕೊಳ್ಳಬೇಕು:
ವೆಲ್ಡರ್ ಸರಿಯಾಗಿ ಕೆಲಸ ಮಾಡುವುದು ಮಾತ್ರವಲ್ಲ, ಮೂಲಭೂತ ಅಂಶಗಳನ್ನು ಕಲಿಯುವುದು ಸಹ ಮುಖ್ಯವಾಗಿದೆ, ನಿರ್ದಿಷ್ಟವಾಗಿ, ನಿರ್ದಿಷ್ಟ ವಸ್ತುಗಳಿಗೆ ಯಾವ ಕಾರ್ಯಾಚರಣೆಯ ವಿಧಾನದ ಅಗತ್ಯವಿದೆ, ಏಕೆಂದರೆ ಲೋಹವು ಉಕ್ಕು, ಮಿಶ್ರಲೋಹಗಳು ಅಥವಾ ಮೆಟ್ನ ಬಣ್ಣಗಳಂತಹ ಬಟ್ಟೆಗಳಾಗಿರಬಹುದು. .
ನೀವು ನಿರ್ದಿಷ್ಟ ಸೀಮ್ ಅನ್ನು ಮಾಡುವ ವಿಧಾನಗಳನ್ನು ಅಧ್ಯಯನ ಮಾಡಲು ಮರೆಯದಿರಿ.
ವಿದ್ಯುದ್ವಾರಗಳ ಆಯ್ಕೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ತಂತಿಯನ್ನು ಸರಿಯಾಗಿ ಸಮೀಪಿಸುವುದು ಅವಶ್ಯಕ.
ಆರಂಭದಲ್ಲಿ ಅತ್ಯುನ್ನತ ವರ್ಗದ ವೃತ್ತಿಪರರಾಗಲು ಅಗತ್ಯವಿಲ್ಲದಿದ್ದರೆ, ನೀವು ವೀಡಿಯೊ ಟ್ಯುಟೋರಿಯಲ್ಗಳು, ಸ್ತರಗಳೊಂದಿಗೆ ರೇಖಾಚಿತ್ರಗಳನ್ನು ವೀಕ್ಷಿಸಿದರೆ ಮತ್ತು ವೃತ್ತಿಪರರ ಸಲಹೆಯನ್ನು ಸಹ ಅಧ್ಯಯನ ಮಾಡಿದರೆ ನೀವೇ ವೆಲ್ಡಿಂಗ್ ಕಲಿಯಬಹುದು. ತರಬೇತಿಯು ದೀರ್ಘವಾಗಿರುತ್ತದೆ, ಆದರೆ ಪ್ರಾಯಶಃ ಉತ್ಪಾದಕವಾಗಿರುತ್ತದೆ, ವಿಶೇಷವಾಗಿ ನೀವು ಕ್ರಮೇಣ ಸ್ತರಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ಪ್ರಯತ್ನಿಸಿದರೆ, ಕೆಲಸದ ಅನುಭವದ ಪ್ರಮಾಣವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ.

ಅನೇಕ ಜನರು ರೆಸಾಂಟ್ ಅನ್ನು ಬಳಸಲು ಬಯಸುತ್ತಾರೆ, ಏಕೆಂದರೆ ತಂತ್ರವು ದೀರ್ಘಕಾಲದ ಹೊರೆಗಳನ್ನು ತಡೆದುಕೊಳ್ಳಬಲ್ಲದು, ಇದು ವಿಷಯವನ್ನು ತ್ವರಿತವಾಗಿ ಅಂತ್ಯಗೊಳಿಸಲು ನಿಮಗೆ ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವ ಮೊದಲ ಪ್ರಯತ್ನಗಳಲ್ಲಿ, ನಿಜವಾದ ಇನ್ವರ್ಟರ್ ಅನ್ನು ಬಳಸುವುದು ಉತ್ತಮ, ಮತ್ತು ನಂತರ ಮಾತ್ರ, ಉತ್ತಮ ಅನುಭವದೊಂದಿಗೆ, ಯಾವುದೇ ಇತರ ಸಾಧನದೊಂದಿಗೆ ಸಾಧ್ಯವಿದೆ. ವಿದ್ಯುದ್ವಾರಗಳಿಗೆ ಸಂಬಂಧಿಸಿದಂತೆ, "3" ಅನ್ನು ಆಯ್ಕೆ ಮಾಡಲು ಸಲಹೆ ನೀಡಲಾಗುತ್ತದೆ. ಅವರು ಬಳಸಲು ಸುಲಭ, ಮತ್ತು ಮುಖ್ಯವಾಗಿ, ಅವರು ವಿದ್ಯುತ್ ಜಾಲವನ್ನು ಓವರ್ಲೋಡ್ ಮಾಡುವುದಿಲ್ಲ.
ಸಾಮಾನ್ಯವಾಗಿ, ವೆಲ್ಡಿಂಗ್ ಉಪಕರಣಗಳನ್ನು ವಿಧಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ - ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್, ರಿಕ್ಟಿಫೈಯರ್, ಇನ್ವರ್ಟರ್. ಇನ್ವರ್ಟರ್ಗಳ ಹಿಂದೆ ಜನಪ್ರಿಯತೆ ಏಕೆ ಉಳಿದಿದೆ? ಅವು ಕಾಂಪ್ಯಾಕ್ಟ್, ಕಡಿಮೆ ತೂಕ ಮತ್ತು ಹರಿಕಾರರಿಗೆ ನಿರ್ವಹಿಸಲು ತುಂಬಾ ಸುಲಭ. ವೆಲ್ಡಿಂಗ್ ಕಲಿಯುವ ಮೊದಲ ಹಂತಗಳಲ್ಲಿ, ಕಾರ್ಯವನ್ನು ಸಂಕೀರ್ಣಗೊಳಿಸದಂತೆ ಸರಳವಾದ ಲೋಹ ಮತ್ತು ಮೇಲಾಗಿ ಅಂಶಗಳನ್ನು ಸಹ ತೆಗೆದುಕೊಳ್ಳುವುದು ಯೋಗ್ಯವಾಗಿದೆ.






ವೆಲ್ಡಿಂಗ್ ಮಾಡುವ ಮೊದಲು, ನೀವು ಸಿದ್ಧಪಡಿಸಬೇಕು:
- ನೀರಿನಿಂದ ಬಕೆಟ್;
- ಸ್ಲ್ಯಾಗ್ ಮಂಥನಕ್ಕಾಗಿ ಸುತ್ತಿಗೆ;
- ಕಬ್ಬಿಣದ ಕುಂಚ;
- ಮುಖ ಮತ್ತು ಕತ್ತಿನ ಪ್ರದೇಶವನ್ನು ರಕ್ಷಿಸುವ ಮುಖವಾಡ;
- ಕ್ಯಾನ್ವಾಸ್ನ ದಹನ ಮತ್ತು ಸುಡುವಿಕೆಯನ್ನು ತಡೆಗಟ್ಟಲು ಸಂಯೋಜನೆಯೊಂದಿಗೆ ತುಂಬಿದ ವಿಶೇಷ ಬಟ್ಟೆಯಿಂದ ಮಾಡಿದ ಕೈಗವಸುಗಳು;
- ಉದ್ದನೆಯ ತೋಳುಗಳನ್ನು ಹೊಂದಿರುವ ವಿಶೇಷ ಬಟ್ಟೆಗಳು.
ಬೆಸುಗೆ ಹಾಕಿದ ವ್ಯವಹಾರವು ಬೆಂಕಿಯ ಅಪಾಯವಾಗಿದೆ ಎಂಬುದನ್ನು ಮರೆಯಬೇಡಿ ಮತ್ತು ಆದ್ದರಿಂದ ಗಂಭೀರ ಪರಿಣಾಮಗಳನ್ನು ಹೊರತುಪಡಿಸುವ ಸಲುವಾಗಿ ಹತ್ತಿರದ ದಹನಕಾರಿ ಅಥವಾ ಸುಡುವ ವಸ್ತುಗಳನ್ನು ಕಟ್ಟುನಿಟ್ಟಾಗಿ ನಿಷೇಧಿಸಲಾಗಿದೆ.
ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರ. ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಬೇಯಿಸುವುದು ಹೇಗೆ
ಪ್ರಾಯೋಗಿಕ ವ್ಯಾಯಾಮಗಳಿಗೆ ಮುಂದುವರಿಯುವ ಮೊದಲು, ಸುರಕ್ಷತಾ ಮುನ್ನೆಚ್ಚರಿಕೆಗಳ ಬಗ್ಗೆ ಮತ್ತೊಮ್ಮೆ ನಿಮಗೆ ನೆನಪಿಸಲು ನಾನು ಬಯಸುತ್ತೇನೆ. ಕೆಲಸದ ಸ್ಥಳದ ಬಳಿ ಮರದ ಕೆಲಸದ ಬೆಂಚುಗಳು ಮತ್ತು ದಹನಕಾರಿ ವಸ್ತುಗಳು ಇಲ್ಲ. ಕೆಲಸದ ಸ್ಥಳದಲ್ಲಿ ನೀರಿನ ಧಾರಕವನ್ನು ಹಾಕಲು ಮರೆಯದಿರಿ. ಬೆಂಕಿಯ ಅಪಾಯದ ಬಗ್ಗೆ ಎಚ್ಚರವಿರಲಿ.
ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಸರಿಯಾಗಿ ಬೆಸುಗೆ ಹಾಕುವುದು ಹೇಗೆ ಎಂದು ಲೆಕ್ಕಾಚಾರ ಮಾಡಲು, ನಾವು ನಿಮ್ಮ ಗಮನಕ್ಕೆ ವಿವರವಾದ ಸೂಚನೆಗಳನ್ನು ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ವೀಡಿಯೊವನ್ನು ಪ್ರಸ್ತುತಪಡಿಸುತ್ತೇವೆ.
ಮೊದಲು ಆರ್ಕ್ ಅನ್ನು ಹೊಡೆಯಲು ಪ್ರಯತ್ನಿಸಿ ಮತ್ತು ಅಗತ್ಯವಿರುವ ಸಮಯಕ್ಕೆ ಅದನ್ನು ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳಿ. ಇದನ್ನು ಮಾಡಲು, ನಮ್ಮ ಸಲಹೆಯನ್ನು ಅನುಸರಿಸಿ:
- ಲೋಹದ ಕುಂಚವನ್ನು ಬಳಸಿ, ಕೊಳಕು ಮತ್ತು ತುಕ್ಕುಗಳಿಂದ ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಭಾಗಗಳ ಮೇಲ್ಮೈಗಳನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲು ಇದು ಅಗತ್ಯವಾಗಿರುತ್ತದೆ. ಅಗತ್ಯವಿದ್ದರೆ, ಅವುಗಳ ಅಂಚುಗಳನ್ನು ಪರಸ್ಪರ ಸರಿಹೊಂದಿಸಲಾಗುತ್ತದೆ.
- ನೇರ ಪ್ರವಾಹದೊಂದಿಗೆ ಸರಿಯಾಗಿ ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ನಿಂದ ಬೇಯಿಸುವುದು ಹೇಗೆ ಎಂದು ಕಲಿಯುವುದು ಉತ್ತಮವಾಗಿದೆ, ಆದ್ದರಿಂದ ಭಾಗಕ್ಕೆ "ಧನಾತ್ಮಕ" ಟರ್ಮಿನಲ್ ಅನ್ನು ಸಂಪರ್ಕಿಸಿ, ಕ್ಲಾಂಪ್ನಲ್ಲಿ ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಸ್ಥಾಪಿಸಿ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದಲ್ಲಿ ಅಗತ್ಯವಿರುವ ಪ್ರಸ್ತುತ ಶಕ್ತಿಯನ್ನು ಹೊಂದಿಸಿ.
- ಸುಮಾರು 60 ° ಕೋನದಲ್ಲಿ ವರ್ಕ್ಪೀಸ್ಗೆ ಸಂಬಂಧಿಸಿದಂತೆ ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಓರೆಯಾಗಿಸಿ ಮತ್ತು ಲೋಹದ ಮೇಲ್ಮೈಯಲ್ಲಿ ನಿಧಾನವಾಗಿ ಹಾದುಹೋಗಿರಿ. ಸ್ಪಾರ್ಕ್ಗಳು ಕಾಣಿಸಿಕೊಂಡರೆ, ವಿದ್ಯುತ್ ಚಾಪವನ್ನು ಹೊತ್ತಿಸಲು ರಾಡ್ನ ತುದಿಯನ್ನು 5 ಮಿಮೀ ಎತ್ತಿ. ಎಲೆಕ್ಟ್ರೋಡ್ನ ಅಂಚಿನಲ್ಲಿರುವ ಲೇಪನ ಅಥವಾ ಸ್ಲ್ಯಾಗ್ನ ಪದರದಿಂದಾಗಿ ನೀವು ಸ್ಪಾರ್ಕ್ಗಳನ್ನು ಪಡೆಯಲು ವಿಫಲರಾಗಿರಬಹುದು. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಎಲೆಕ್ಟ್ರೋಡ್ನ ತುದಿಯೊಂದಿಗೆ ಭಾಗವನ್ನು ಟ್ಯಾಪ್ ಮಾಡಿ, ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ ಸರಿಯಾಗಿ ಬೆಸುಗೆ ಮಾಡುವುದು ಹೇಗೆ ಎಂದು ವೀಡಿಯೊದಲ್ಲಿ ಸೂಚಿಸಲಾಗಿದೆ. ಉದಯೋನ್ಮುಖ ಆರ್ಕ್ ಅನ್ನು ಸಂಪೂರ್ಣ ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ 5 ಎಂಎಂ ವೆಲ್ಡಿಂಗ್ ಅಂತರದೊಂದಿಗೆ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ.
- ಆರ್ಕ್ ತುಂಬಾ ಇಷ್ಟವಿಲ್ಲದೆ ಬೆಳಗಿದರೆ ಮತ್ತು ಎಲೆಕ್ಟ್ರೋಡ್ ಲೋಹದ ಮೇಲ್ಮೈಗೆ ಸಾರ್ವಕಾಲಿಕ ಅಂಟಿಕೊಂಡರೆ, ಪ್ರಸ್ತುತವನ್ನು 10-20 ಎ ಹೆಚ್ಚಿಸಿ. ಎಲೆಕ್ಟ್ರೋಡ್ ಅಂಟಿಕೊಂಡರೆ, ಹೋಲ್ಡರ್ ಅನ್ನು ಅಕ್ಕಪಕ್ಕಕ್ಕೆ ಅಲ್ಲಾಡಿಸಿ, ಪ್ರಾಯಶಃ ಬಲದಿಂದ ಕೂಡ.
- ರಾಡ್ ಎಲ್ಲಾ ಸಮಯದಲ್ಲೂ ಸುಟ್ಟುಹೋಗುತ್ತದೆ ಎಂದು ನೆನಪಿಡಿ, ಆದ್ದರಿಂದ 3-5 ಮಿಮೀ ಅಂತರವನ್ನು ಮಾತ್ರ ನಿರ್ವಹಿಸುವುದು ನಿಮಗೆ ಸ್ಥಿರವಾದ ಚಾಪವನ್ನು ಇರಿಸಿಕೊಳ್ಳಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ.
ಆರ್ಕ್ ಅನ್ನು ಹೇಗೆ ಹೊಡೆಯಬೇಕೆಂದು ಕಲಿತ ನಂತರ, 3-5 ಮಿಮೀ ವೈಶಾಲ್ಯದೊಂದಿಗೆ ಅಕ್ಕಪಕ್ಕಕ್ಕೆ ಚಲನೆಯನ್ನು ಮಾಡುವಾಗ ವಿದ್ಯುದ್ವಾರವನ್ನು ನಿಧಾನವಾಗಿ ನಿಮ್ಮ ಕಡೆಗೆ ಸರಿಸಲು ಪ್ರಯತ್ನಿಸಿ.ಪರಿಧಿಯಿಂದ ವೆಲ್ಡ್ ಪೂಲ್ನ ಮಧ್ಯಭಾಗಕ್ಕೆ ಕರಗುವಿಕೆಯನ್ನು ನಿರ್ದೇಶಿಸಲು ಪ್ರಯತ್ನಿಸಿ. ಸುಮಾರು 5 ಸೆಂ.ಮೀ ಉದ್ದದ ಸೀಮ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕಿದ ನಂತರ, ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ತೆಗೆದುಹಾಕಿ ಮತ್ತು ಭಾಗಗಳನ್ನು ತಣ್ಣಗಾಗಲು ಬಿಡಿ, ನಂತರ ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ನಾಕ್ ಮಾಡುವ ಸಲುವಾಗಿ ಜಂಕ್ಷನ್ನಲ್ಲಿ ಸುತ್ತಿಗೆಯಿಂದ ಟ್ಯಾಪ್ ಮಾಡಿ. ಸರಿಯಾದ ಸೀಮ್ ಕುಳಿಗಳು ಮತ್ತು ಅಸಮಂಜಸತೆಗಳಿಲ್ಲದೆ ಏಕಶಿಲೆಯ ಅಲೆಅಲೆಯಾದ ರಚನೆಯನ್ನು ಹೊಂದಿದೆ.
ಸೀಮ್ನ ಶುದ್ಧತೆಯು ನೇರವಾಗಿ ಆರ್ಕ್ನ ಗಾತ್ರ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಎಲೆಕ್ಟ್ರೋಡ್ನ ಸರಿಯಾದ ಚಲನೆಯನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ರಕ್ಷಣಾತ್ಮಕ ಫಿಲ್ಟರ್ಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಚಿತ್ರೀಕರಿಸಿದ ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಹೇಗೆ ಬೇಯಿಸುವುದು ಎಂಬುದರ ಕುರಿತು ವೀಡಿಯೊವನ್ನು ವೀಕ್ಷಿಸಿ. ಅಂತಹ ವೀಡಿಯೊಗಳಲ್ಲಿ, ಆರ್ಕ್ ಅನ್ನು ಹೇಗೆ ನಿರ್ವಹಿಸುವುದು ಮತ್ತು ಉನ್ನತ-ಗುಣಮಟ್ಟದ ಸೀಮ್ ಅನ್ನು ಪಡೆಯಲು ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಹೇಗೆ ಚಲಿಸುವುದು ಎಂಬುದನ್ನು ನೀವು ಸ್ಪಷ್ಟವಾಗಿ ನೋಡಬಹುದು. ನಾವು ಈ ಕೆಳಗಿನ ಶಿಫಾರಸುಗಳನ್ನು ಮಾಡಬಹುದು:
- ಆರ್ಕ್ನ ಅಗತ್ಯವಿರುವ ಉದ್ದವನ್ನು ಅಕ್ಷದ ಉದ್ದಕ್ಕೂ ರಾಡ್ನ ಅನುವಾದ ಚಲನೆಯಿಂದ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ. ಕರಗುವ ಸಮಯದಲ್ಲಿ, ವಿದ್ಯುದ್ವಾರದ ಉದ್ದವು ಕಡಿಮೆಯಾಗುತ್ತದೆ, ಆದ್ದರಿಂದ ಅಗತ್ಯವಿರುವ ಕ್ಲಿಯರೆನ್ಸ್ ಅನ್ನು ಗಮನಿಸಿ, ರಾಡ್ನೊಂದಿಗೆ ಹೋಲ್ಡರ್ ಅನ್ನು ಭಾಗಕ್ಕೆ ಹತ್ತಿರ ತರಲು ನಿರಂತರವಾಗಿ ಅಗತ್ಯವಾಗಿರುತ್ತದೆ. ಅಡುಗೆಯನ್ನು ಹೇಗೆ ಕಲಿಯುವುದು ಎಂಬುದರ ಕುರಿತು ಹಲವಾರು ವೀಡಿಯೊಗಳಲ್ಲಿ ಇದು ಒತ್ತಿಹೇಳುತ್ತದೆ.
- ವಿದ್ಯುದ್ವಾರದ ಉದ್ದದ ಚಲನೆಯು ಫಿಲಮೆಂಟ್ ರೋಲರ್ ಎಂದು ಕರೆಯಲ್ಪಡುವ ಶೇಖರಣೆಯನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ, ಅದರ ಅಗಲವು ಸಾಮಾನ್ಯವಾಗಿ ರಾಡ್ನ ವ್ಯಾಸಕ್ಕಿಂತ 2-3 ಮಿಮೀ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ ಮತ್ತು ದಪ್ಪವು ಚಲನೆಯ ವೇಗ ಮತ್ತು ಪ್ರಸ್ತುತ ಶಕ್ತಿಯನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಥ್ರೆಡ್ ರೋಲರ್ ನಿಜವಾದ ಕಿರಿದಾದ ವೆಲ್ಡ್ ಆಗಿದೆ.
- ಸೀಮ್ನ ಅಗಲವನ್ನು ಹೆಚ್ಚಿಸಲು, ವಿದ್ಯುದ್ವಾರವು ಅದರ ರೇಖೆಯ ಉದ್ದಕ್ಕೂ ಚಲಿಸುತ್ತದೆ, ಆಂದೋಲಕ ಪರಸ್ಪರ ಚಲನೆಗಳನ್ನು ನಡೆಸುತ್ತದೆ. ವೆಲ್ಡ್ನ ಅಗಲವು ಅವುಗಳ ವೈಶಾಲ್ಯದ ಪ್ರಮಾಣವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ, ಆದ್ದರಿಂದ ನಿರ್ದಿಷ್ಟ ಪರಿಸ್ಥಿತಿಗಳ ಆಧಾರದ ಮೇಲೆ ವೈಶಾಲ್ಯದ ಪ್ರಮಾಣವನ್ನು ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯು ಸಂಕೀರ್ಣ ಮಾರ್ಗವನ್ನು ರೂಪಿಸಲು ಈ ಮೂರು ಚಲನೆಗಳ ಸಂಯೋಜನೆಯನ್ನು ಬಳಸುತ್ತದೆ.
ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ ಹೇಗೆ ಬೆಸುಗೆ ಹಾಕುವುದು ಎಂಬುದರ ಕುರಿತು ವೀಡಿಯೊವನ್ನು ಪರಿಶೀಲಿಸಿದ ನಂತರ ಮತ್ತು ಅಂತಹ ಪಥಗಳ ರೇಖಾಚಿತ್ರಗಳನ್ನು ಅಧ್ಯಯನ ಮಾಡಿದ ನಂತರ, ಅವುಗಳಲ್ಲಿ ಯಾವುದನ್ನು ಅತಿಕ್ರಮಣ ಅಥವಾ ಬಟ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ, ಭಾಗಗಳ ಲಂಬ ಅಥವಾ ಸೀಲಿಂಗ್ ಜೋಡಣೆಯೊಂದಿಗೆ ಬಳಸಬಹುದು ಎಂಬುದನ್ನು ನೀವು ಲೆಕ್ಕಾಚಾರ ಮಾಡಬಹುದು.
ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ, ವಿದ್ಯುದ್ವಾರವು ಬೇಗ ಅಥವಾ ನಂತರ ಸಂಪೂರ್ಣವಾಗಿ ಕರಗುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನಿಲ್ಲಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಹೋಲ್ಡರ್ನಲ್ಲಿನ ರಾಡ್ ಅನ್ನು ಬದಲಾಯಿಸಲಾಗುತ್ತದೆ. ಕೆಲಸವನ್ನು ಮುಂದುವರಿಸಲು, ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ಕೆಳಗೆ ಬೀಳಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಸೀಮ್ನ ಕೊನೆಯಲ್ಲಿ ರೂಪುಗೊಂಡ ಕುಳಿಯಿಂದ 12 ಮಿಮೀ ದೂರದಲ್ಲಿ ಒಂದು ಚಾಪವನ್ನು ಬೆಂಕಿಗೆ ಹಾಕಲಾಗುತ್ತದೆ. ನಂತರ ಹಳೆಯ ಸೀಮ್ನ ಅಂತ್ಯವು ಹೊಸ ಎಲೆಕ್ಟ್ರೋಡ್ನೊಂದಿಗೆ ಬೆಸೆಯುತ್ತದೆ ಮತ್ತು ಕೆಲಸ ಮುಂದುವರಿಯುತ್ತದೆ.
ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್
ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ರಾಷ್ಟ್ರೀಯ ಆರ್ಥಿಕತೆಯ ಎಲ್ಲಾ ಕ್ಷೇತ್ರಗಳಲ್ಲಿ ಮತ್ತು ಲೋಹದ ರಚನೆಗಳ ಅಂಶಗಳನ್ನು ಸೇರಲು ದೈನಂದಿನ ಜೀವನದಲ್ಲಿ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಇತರ ರೀತಿಯ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳಿಗೆ ಹೋಲಿಸಿದರೆ ಇದರ ವಿಶಿಷ್ಟ ಗುಣಲಕ್ಷಣಗಳು:
- ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರ ಮತ್ತು ಉಪಭೋಗ್ಯ ವಸ್ತುಗಳ ತುಲನಾತ್ಮಕವಾಗಿ ಕಡಿಮೆ ವೆಚ್ಚ, ಇವು ವಿದ್ಯುದ್ವಾರಗಳಾಗಿವೆ.
- ಸ್ಟೇನ್ಲೆಸ್ ಮಿಶ್ರಲೋಹಗಳು ಸೇರಿದಂತೆ ಲೋಹಗಳ ಸಾಮಾನ್ಯ ದರ್ಜೆಗಳ ಉತ್ತಮ ಗುಣಮಟ್ಟದ ವೆಲ್ಡ್ ಕೀಲುಗಳನ್ನು ಪಡೆಯುವುದು.
- ಅನೇಕ ಹಾರ್ಡ್-ಟು-ತಲುಪುವ ಸ್ಥಳಗಳಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವ ಸಾಮರ್ಥ್ಯ - ಇದು ಕಡಿಮೆ ತೂಕ ಮತ್ತು ಉಪಕರಣಗಳನ್ನು ವಿದ್ಯುತ್ಗೆ ಸಂಪರ್ಕಿಸುವ ಸುಲಭತೆಯಿಂದ ಸುಗಮಗೊಳಿಸುತ್ತದೆ.

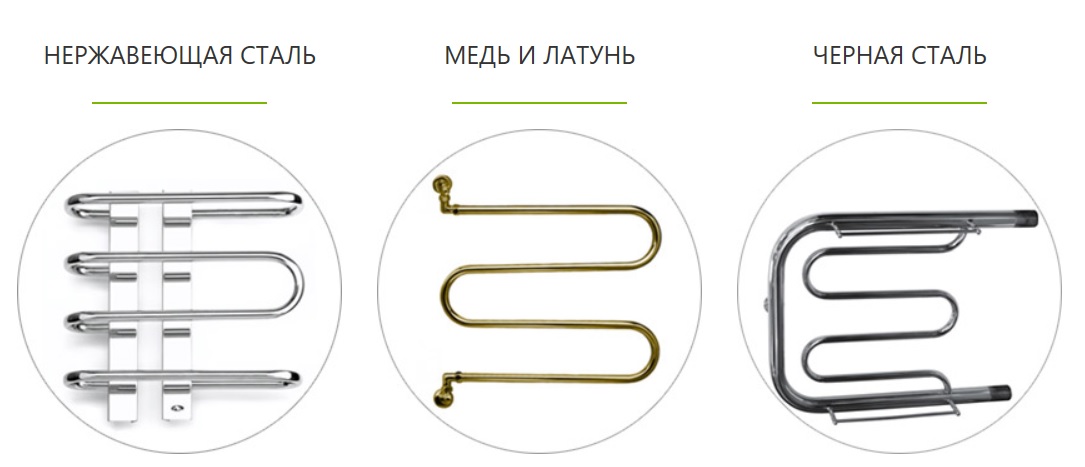
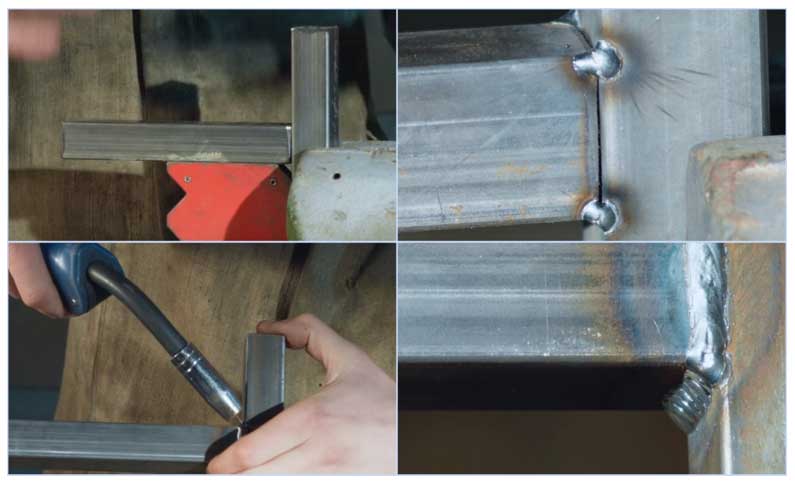
ಅಕ್ಕಿ. 7 ತೆಳುವಾದ ಪ್ರೊಫೈಲ್ ಪೈಪ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕುವುದು - ಸ್ತರಗಳ ಪ್ರಕಾರ
ಎಲೆಕ್ಟ್ರಿಕ್ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಬಳಸಿ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವುದು ಈ ಕೆಳಗಿನ ಹಂತಗಳನ್ನು ಒಳಗೊಂಡಿದೆ:
- ಕೊಳವೆಗಳ ತುದಿಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಇದಕ್ಕಾಗಿ ಅವುಗಳನ್ನು ತುಕ್ಕುಗಳಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗುತ್ತದೆ, ಅದರ ನಂತರ ಕರಗಿದ ವಿದ್ಯುದ್ವಾರದಿಂದ ಲೋಹದೊಂದಿಗೆ ಸೀಮ್ ಅನ್ನು ತುಂಬಲು ಅಗತ್ಯವಿರುವ ದೂರದಲ್ಲಿ ಖಾಲಿ ಜಾಗಗಳನ್ನು ಹೊಂದಿಸಲಾಗುತ್ತದೆ, ಆಗಾಗ್ಗೆ ಇದಕ್ಕಾಗಿ ವಿಶೇಷ ಸಾಧನಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
- ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರವನ್ನು ಆನ್ ಮಾಡಲಾಗಿದೆ, ಅಂತರ್ನಿರ್ಮಿತ ಸೂಚಕದ ಪ್ರಕಾರ ಅಗತ್ಯವಿರುವ ಪ್ರವಾಹವನ್ನು ಹೊಂದಿಸಿ, ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರಕ್ಕೆ ಸಂಪರ್ಕಿಸಲಾದ ಹೋಲ್ಡರ್ಗೆ ಸೇರಿಸಲಾಗುತ್ತದೆ, ಎರಡನೇ ತುದಿಯನ್ನು ಪೈಪ್ನಲ್ಲಿ ನಿವಾರಿಸಲಾಗಿದೆ.
- ಪರಸ್ಪರ ಸಂಬಂಧಿಸಿ ವೆಲ್ಡ್ ಮಾಡಬೇಕಾದ ಭಾಗಗಳ ಸ್ಥಾನವನ್ನು ಸ್ಪಾಟ್ ವೆಲ್ಡಿಂಗ್ (ಟ್ಯಾಕ್ಸ್) ಮೂಲಕ ನಿವಾರಿಸಲಾಗಿದೆ, ಅದರ ನಂತರ ರಕ್ಷಣಾತ್ಮಕ ಬಟ್ಟೆ, ಮುಖವಾಡ ಮತ್ತು ವೆಲ್ಡರ್ನ ಕೈಗವಸುಗಳನ್ನು ಬಳಸಿಕೊಂಡು ವಿದ್ಯುತ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ.
- ಕೆಲಸದ ಕೊನೆಯಲ್ಲಿ, ಸ್ಕೇಲ್ ಅನ್ನು ಹೊಡೆದು ಹಾಕಲಾಗುತ್ತದೆ ಮತ್ತು ಸೀಮ್ ಅನ್ನು ಲೋಹದ ಕುಂಚದಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗುತ್ತದೆ.
ಅರೆ-ಸ್ವಯಂಚಾಲಿತ ಲೋಹದ ಜಡ ಅನಿಲ ಬೆಸುಗೆ (MIG)
ಆಧುನಿಕ ತಂತ್ರಜ್ಞಾನಗಳಿಗೆ ಧನ್ಯವಾದಗಳು, ದೇಶೀಯ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಅತ್ಯಂತ ಸರಳವಾದ ರೀತಿಯಲ್ಲಿ ಪ್ರೊಫೈಲ್ ಉತ್ಪನ್ನಗಳನ್ನು ವೆಲ್ಡ್ ಮಾಡಲು ಸಾಧ್ಯವಾಗಿದೆ, ಇದು ವೆಲ್ಡರ್ ಆಗಿ ಹೆಚ್ಚಿನ ಅನುಭವ ಮತ್ತು ಹಲವು ವರ್ಷಗಳ ತರಬೇತಿಯ ಅಗತ್ಯವಿರುವುದಿಲ್ಲ.
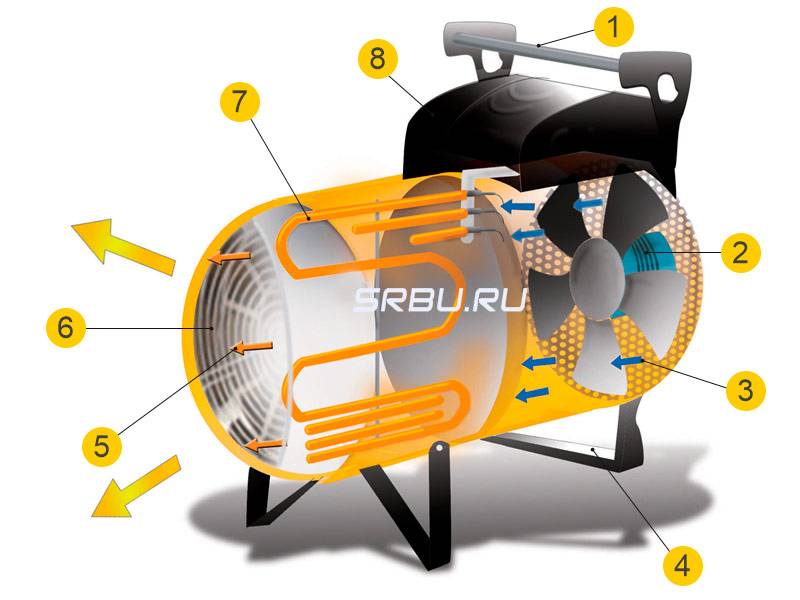
ಅಕ್ಕಿ. 8 MIG ಹೇಗೆ ಕೆಲಸ ಮಾಡುತ್ತದೆ
ಅರೆ-ಸ್ವಯಂಚಾಲಿತ ಜಡ ಅನಿಲ ವೆಲ್ಡಿಂಗ್ (MIG) ಸಾಂಪ್ರದಾಯಿಕ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಅಭಿವೃದ್ಧಿಯಲ್ಲಿ ಒಂದು ವಿಕಸನೀಯ ಹಂತವಾಗಿದೆ, ಅದರೊಂದಿಗೆ ಹೋಲಿಸಿದರೆ ಇದು ಕೆಳಗಿನ ಅನುಕೂಲಗಳನ್ನು ಹೊಂದಿದೆ:
- ವಿದ್ಯುದ್ವಾರದ ಬದಲಿಗೆ, 0.6 ರಿಂದ 1.2 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ವಿಶೇಷ ತಂತಿಯನ್ನು ಸ್ವಯಂಚಾಲಿತವಾಗಿ ಟಾರ್ಚ್ ಮೂಲಕ ವೆಲ್ಡ್ ಪೂಲ್ಗೆ ನೀಡಲಾಗುತ್ತದೆ, ರೀಲ್ಗಳಾಗಿ ಗಾಯಗೊಳ್ಳುತ್ತದೆ - ಇದು ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸ್ವಯಂಚಾಲಿತಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬದಲಾಯಿಸುವ ಸಮಯವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
- ತಂತಿಯೊಂದಿಗೆ, ಜಡ ಅನಿಲವನ್ನು (ಸಾಮಾನ್ಯವಾಗಿ ಇಂಗಾಲದ ಡೈಆಕ್ಸೈಡ್ ಮತ್ತು ಆರ್ಗಾನ್ ಮಿಶ್ರಣ) ವೆಲ್ಡಿಂಗ್ ಸ್ಲೀವ್ ಮೂಲಕ ಬರ್ನರ್ಗೆ ಸರಬರಾಜು ಮಾಡಲಾಗುತ್ತದೆ - ಇದು ಸ್ಲ್ಯಾಗ್ನ ರಚನೆಯನ್ನು ತಡೆಯುತ್ತದೆ ಮತ್ತು ವೆಲ್ಡ್ನ ಗುಣಮಟ್ಟವನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
ಈ ತಂತ್ರಜ್ಞಾನಕ್ಕೆ ಧನ್ಯವಾದಗಳು, ವಿದ್ಯುತ್ ಚಾಪ ಯಂತ್ರಗಳಿಗಿಂತ ಅರೆ-ಸ್ವಯಂಚಾಲಿತ ವೆಲ್ಡಿಂಗ್ ಕೆಳಗಿನ ಅನುಕೂಲಗಳನ್ನು ಹೊಂದಿದೆ:
- 0.5 ಮಿಮೀ ದಪ್ಪವಿರುವ ತೆಳುವಾದ ವರ್ಕ್ಪೀಸ್ಗಳನ್ನು ವೆಲ್ಡ್ ಮಾಡಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ.
- ಉಕ್ಕು, ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್, ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣ, ಅಲ್ಯೂಮಿನಿಯಂ ಮತ್ತು ನಾನ್-ಫೆರಸ್ ಲೋಹಗಳನ್ನು ಬೇಯಿಸುತ್ತದೆ.
- ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವಾಗ, ಯಾವುದೇ ಸ್ಲ್ಯಾಗ್ ಇಲ್ಲ ಮತ್ತು ಪ್ರಾಯೋಗಿಕವಾಗಿ ಹೊಗೆ ಇಲ್ಲ - ಇದು ಆರೋಗ್ಯಕ್ಕೆ ಕಡಿಮೆ ಹಾನಿಕಾರಕವಾಗಿದೆ, ಎಲೆಕ್ಟ್ರಿಕ್ ಆರ್ಕ್ ವಿಧಾನಗಳಿಗೆ ಹೋಲಿಸಿದರೆ ಸೀಮ್ನ ಗುಣಮಟ್ಟವನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
MIG ಯ ಅನಾನುಕೂಲಗಳು ಬಲ್ಕಿನೆಸ್ (ಬೃಹತ್ ಗ್ಯಾಸ್ ಸಿಲಿಂಡರ್ ಮತ್ತು ಬರ್ನರ್ಗೆ ತಂತಿ ಪೂರೈಕೆ ವ್ಯವಸ್ಥೆ ಅಗತ್ಯವಿದೆ) ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ವಲಯದಿಂದ ಅನಿಲವನ್ನು ಸ್ಫೋಟಿಸುವ ಬಲವಾದ ಗಾಳಿಯಲ್ಲಿ ಕೆಲಸ ಮಾಡುವ ಅಸಾಧ್ಯತೆ ಸೇರಿವೆ.
ಅಕ್ಕಿ. 9 ಜಡ ಅನಿಲ ಪರಿಸರದಲ್ಲಿ ತೆಳುವಾದ ಗೋಡೆಯ ಪ್ರೊಫೈಲ್ ಪೈಪ್ಗಳ ವೆಲ್ಡಿಂಗ್
ಉಪಕರಣಗಳು ಮತ್ತು ಉಪಕರಣಗಳು
ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನ ತಂತ್ರವು ತುಲನಾತ್ಮಕವಾಗಿ ಸರಳವಾಗಿದೆ ಮತ್ತು ವಿಶೇಷ ಉಪಕರಣಗಳು ಮತ್ತು ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸಿ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ. ನಿಮಗೆ ಸಹಾಯಕ ಉಪಕರಣಗಳು ಮತ್ತು ರಕ್ಷಣಾ ಸಾಧನಗಳು ಸಹ ಬೇಕಾಗುತ್ತದೆ.





ಸಲಕರಣೆಗಳ ವಿಧಗಳು
ಡು-ಇಟ್-ನೀವೇ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಬಳಸಬಹುದಾದ ಮೂರು ವಿಧದ ಸಾಧನಗಳಿವೆ:
- ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ಗಳು. ಅಂತಹ ಸಾಧನಗಳ ಕಾರ್ಯಾಚರಣೆಯ ತತ್ವವು ಪರ್ಯಾಯ ಪ್ರವಾಹವನ್ನು ಆಧರಿಸಿದೆ. ಅವುಗಳು ಸಾಕಷ್ಟು ಭಾರವಾಗಿದ್ದು, ಸಾಮಾನ್ಯ ವಿದ್ಯುತ್ ನೆಟ್ವರ್ಕ್ನಲ್ಲಿ ವೋಲ್ಟೇಜ್ನಲ್ಲಿ ಹಠಾತ್ ಬದಲಾವಣೆಗಳನ್ನು ಉಂಟುಮಾಡುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಹೊಂದಿವೆ ಮತ್ತು ತುಂಬಾ ಗದ್ದಲದವು ಎಂದು ಗಮನಿಸಬೇಕು. ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನಲ್ಲಿ ಸಮವಾದ ಸೀಮ್ ಮಾಡಲು ತುಂಬಾ ಕಷ್ಟ; ಅನುಭವಿ ವೆಲ್ಡರ್ಗಳು ಮಾತ್ರ ಇದನ್ನು ಮಾಡಬಹುದು. ಆದರೆ ಅನನುಭವಿ ಕುಶಲಕರ್ಮಿಗಳು ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನ ಬಳಕೆಯೊಂದಿಗೆ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನಲ್ಲಿ ತರಬೇತಿ ಪಡೆದರೆ, ನಂತರ ಇತರ ಸಲಕರಣೆಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವುದು ಹೆಚ್ಚು ಸುಲಭವಾಗುತ್ತದೆ;
- ರಿಕ್ಟಿಫೈಯರ್ಗಳು. ಸಾಧನಗಳ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಅರೆವಾಹಕ ಡಯೋಡ್ಗಳಿಂದ ಒದಗಿಸಲಾಗುತ್ತದೆ. ಈ ಪ್ರಕಾರದ ಘಟಕಗಳು ಪರ್ಯಾಯ ಪ್ರವಾಹವನ್ನು ನೇರ ಪ್ರವಾಹವಾಗಿ ಪರಿವರ್ತಿಸುತ್ತವೆ. ಇವು ಬಹುಮುಖ ಸಾಧನಗಳಾಗಿವೆ. ಬಹುತೇಕ ಎಲ್ಲಾ ವಿದ್ಯುದ್ವಾರಗಳು ಅವರಿಗೆ ಸೂಕ್ತವಾಗಿವೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ವಿವಿಧ ಲೋಹಗಳ ಮೇಲೆ ನಡೆಸಬಹುದು. ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನೊಂದಿಗೆ ಹೋಲಿಸಿದರೆ, ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯು ಹೆಚ್ಚು ಸುಲಭವಾಗಿದೆ ಮತ್ತು ಆರ್ಕ್ ಸ್ಥಿರತೆಯನ್ನು ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ;
- ಇನ್ವರ್ಟರ್ಗಳು. ಅವರು ಬಹುತೇಕ ಮೌನವಾಗಿ ಕೆಲಸ ಮಾಡುತ್ತಾರೆ. ಸಾಂದ್ರತೆ ಮತ್ತು ಸ್ವಯಂಚಾಲಿತ ಹೊಂದಾಣಿಕೆ ವ್ಯವಸ್ಥೆಯಿಂದಾಗಿ ಬಳಸಲು ಸುಲಭವಾಗಿದೆ.ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ, ಸಾಧನವು ಪರ್ಯಾಯ ಪ್ರವಾಹವನ್ನು ಪರಿವರ್ತಿಸುವ ಮೂಲಕ ಹೆಚ್ಚಿನ ವಿದ್ಯುತ್ ನೇರ ಪ್ರವಾಹವನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ.
ಎಲ್ಲಾ ಸಾಧನಗಳಲ್ಲಿ, ಇನ್ವರ್ಟರ್ಗಳನ್ನು ಅತ್ಯುತ್ತಮವೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ. ಅವರು ವಿದ್ಯುತ್ ಉಲ್ಬಣಗಳ ಸಮಯದಲ್ಲಿ ಸಹ ಸ್ಥಿರವಾದ ಚಾಪವನ್ನು ರಚಿಸುತ್ತಾರೆ ಮತ್ತು ಬಹುಕ್ರಿಯಾತ್ಮಕವಾಗಿರುತ್ತವೆ.
ಉಪಕರಣಗಳು ಮತ್ತು ಉಪಕರಣಗಳು
ಎಲೆಕ್ಟ್ರಿಕ್ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕುವ ಮೊದಲು, ನೀವು ಮೊದಲು ವೈಯಕ್ತಿಕ ರಕ್ಷಣಾ ಸಾಧನಗಳು ಮತ್ತು ಸಾಧನಗಳನ್ನು ಸಿದ್ಧಪಡಿಸಬೇಕು:
- ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಉಪಕರಣ ಮತ್ತು ಅದಕ್ಕೆ ವಿದ್ಯುದ್ವಾರಗಳು. ಕೇವಲ ವೆಲ್ಡಿಂಗ್ ಕೌಶಲ್ಯಗಳನ್ನು ಕಲಿಯುತ್ತಿರುವವರು ಹೆಚ್ಚು ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಸಿದ್ಧಪಡಿಸಬೇಕು;
- ಸಹಾಯಕ ಉಪಕರಣಗಳು. ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರವು ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಉದ್ಭವಿಸಿದ ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ತೆಗೆದುಹಾಕುವುದನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ ಮತ್ತು ಇದಕ್ಕಾಗಿ ನಿಮಗೆ ಸುತ್ತಿಗೆ ಮತ್ತು ಲೋಹಕ್ಕಾಗಿ ಬ್ರಷ್ ಅಗತ್ಯವಿದೆ;
- ರಕ್ಷಣಾತ್ಮಕ ಸಜ್ಜು. ವಿಶೇಷ ಮುಖವಾಡ, ಕೈಗವಸುಗಳು ಮತ್ತು ದಟ್ಟವಾದ ವಸ್ತುಗಳಿಂದ ಮಾಡಿದ ರಕ್ಷಣಾತ್ಮಕ ಬಟ್ಟೆ ಇಲ್ಲದೆ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಪ್ರಾರಂಭಿಸಬೇಡಿ. ಅಂತಹ ವಿಧಾನಗಳನ್ನು ನಿರ್ಲಕ್ಷಿಸುವುದು ಯೋಗ್ಯವಾಗಿಲ್ಲ, ಏಕೆಂದರೆ ಮಾನವ ಸುರಕ್ಷತೆಯು ಅವುಗಳ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿರುತ್ತದೆ.
ನೀವು ಮೊದಲ ಬಾರಿಗೆ ಸಾಧನದೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುತ್ತಿದ್ದರೆ ಮತ್ತು ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಸರಿಯಾಗಿ ವೆಲ್ಡ್ ಮಾಡುವುದು ಹೇಗೆ ಎಂದು ತಿಳಿಯಲು ಬಯಸಿದರೆ, ತರಬೇತಿ ಲೋಹದ ಅಂಶಗಳನ್ನು ಪೂರ್ವ-ತಯಾರು ಮಾಡಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ.
ಸಾಮಾನ್ಯ ಹೊಸಬರ ತಪ್ಪುಗಳು
ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನ ಯೋಜನೆ.
ವೆಲ್ಡಿಂಗ್ ಸಲಕರಣೆಗಳ ಬಳಕೆಯ ಬಗ್ಗೆ ಮೂಲಭೂತ ಅಜ್ಞಾನಕ್ಕೆ ಸಂಬಂಧಿಸಿದ ತಪ್ಪುಗಳನ್ನು ಮಾಡಲು ಹರಿಕಾರ ಬೆಸುಗೆಗಾರರು ಸಾಮಾನ್ಯವಾಗಿದೆ. ಉದಾಹರಣೆಗೆ, ಇನ್ವರ್ಟರ್ನೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಲು ಸರಿಯಾದ ಧ್ರುವೀಯತೆಯನ್ನು ಹೇಗೆ ಆರಿಸಬೇಕೆಂದು ಆರಂಭಿಕರಿಗೆ ತಿಳಿದಿಲ್ಲದಿರಬಹುದು, ಇದು ಕಳಪೆ ಸಂಪರ್ಕ ರಚನೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ ಅಥವಾ ಭಾಗದ ಮೂಲಕ ಸುಡುತ್ತದೆ.
ಕೆಳಗಿನ ಮುಖ್ಯ ತಪ್ಪುಗಳನ್ನು ಪ್ರತ್ಯೇಕಿಸಬಹುದು:
- ಸುರಕ್ಷತಾ ಮುನ್ನೆಚ್ಚರಿಕೆಗಳ ನಿರ್ಲಕ್ಷ್ಯ;
- ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದ ತಪ್ಪು ಆಯ್ಕೆ;
- ಕಡಿಮೆ ಗುಣಮಟ್ಟದ ಅಥವಾ ಸಿದ್ಧವಿಲ್ಲದ ವಿದ್ಯುದ್ವಾರಗಳ ಬಳಕೆ;
- ಪ್ರಯೋಗ ಸ್ತರಗಳಿಲ್ಲದೆ ಕೆಲಸ ಮಾಡಿ.
ಆರಂಭಿಕರಿಗಾಗಿ, ನೀವು ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ರೆಸಾಂಟ್ ಅನ್ನು ಅಡುಗೆ ಮಾಡಿದರೆ ಒಂದು ವೈಶಿಷ್ಟ್ಯವನ್ನು ಪ್ರತ್ಯೇಕವಾಗಿ ಗಮನಿಸಬೇಕು. ಈ ಉಪಕರಣವು ಬಹಳ ಜನಪ್ರಿಯವಾಗಿದೆ, ಆದರೆ ಇದು ಚಿಕ್ಕ ಸಂಪರ್ಕ ಕೇಬಲ್ಗಳನ್ನು ಹೊಂದಿದೆ, ಇದು ಬಳಸಲು ಅನಾನುಕೂಲವಾಗಿದೆ.
ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರಗಳ ವಿಧಗಳು
ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ವಿವಿಧ ರೀತಿಯ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರಗಳ ದೊಡ್ಡ ಸಂಖ್ಯೆಯ ಮಾದರಿಗಳಿವೆ.
ಅವರ ಎಲ್ಲಾ ವೈವಿಧ್ಯಗಳಲ್ಲಿ:
- ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ಗಳು;
- ರಿಕ್ಟಿಫೈಯರ್ಗಳು;
- ಇನ್ವರ್ಟರ್ಗಳು;
- ಅರೆ-ಸ್ವಯಂಚಾಲಿತ;
- ಸ್ವಯಂಚಾಲಿತ ಯಂತ್ರಗಳು;
- ಪ್ಲಾಸ್ಮಾ;
ಮನೆಯ ಕಾರ್ಯಾಗಾರದಲ್ಲಿ, ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ಗಳನ್ನು ಅವುಗಳ ಅಗ್ಗದತೆ ಮತ್ತು ಇನ್ವರ್ಟರ್ಗಳ ಕಾರಣದಿಂದಾಗಿ ಅವುಗಳ ಸರಳತೆ ಮತ್ತು ಬಳಕೆಯ ಸುಲಭತೆಯಿಂದಾಗಿ ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಉಳಿದವರಿಗೆ ಕೆಲಸಕ್ಕಾಗಿ ವಿಶೇಷ ಷರತ್ತುಗಳು ಬೇಕಾಗುತ್ತವೆ, ಉತ್ಪಾದನೆಯಲ್ಲಿ ಮಾತ್ರ ಸಾಧಿಸಬಹುದು, ಅಥವಾ ವಿಶೇಷ ತರಬೇತಿ ಮತ್ತು ಕೌಶಲ್ಯಗಳ ದೀರ್ಘಾವಧಿಯ ಸ್ವಾಧೀನತೆ.
ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್
ಅಂತಹ ಸಾಧನಗಳ ಸಾಧನವು ಅತ್ಯಂತ ಸರಳವಾಗಿದೆ - ಇದು ಶಕ್ತಿಯುತವಾದ ಸ್ಟೆಪ್-ಡೌನ್ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಆಗಿದೆ, ಇದರಲ್ಲಿ ದ್ವಿತೀಯ ಅಂಕುಡೊಂಕಾದ ಕೆಲಸ ಮಾಡುವ ವಿದ್ಯುತ್ ಸರ್ಕ್ಯೂಟ್ ಅನ್ನು ಸೇರಿಸಲಾಗಿದೆ.

ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರ
ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಪ್ರಯೋಜನಗಳು:
- ಆಡಂಬರವಿಲ್ಲದಿರುವಿಕೆ;
- ಬದುಕುಳಿಯುವ ಸಾಮರ್ಥ್ಯ;
- ಸರಳತೆ;
- ಅಗ್ಗದತೆ.
ನ್ಯೂನತೆಗಳು
- ತುಂಬಾ ದೊಡ್ಡ ತೂಕ ಮತ್ತು ಆಯಾಮಗಳು;
- ಕಡಿಮೆ ಆರ್ಕ್ ಸ್ಥಿರತೆ;
- ಪರ್ಯಾಯ ಪ್ರವಾಹದೊಂದಿಗೆ ಕೆಲಸ ಮಾಡಿ;
- ಶಕ್ತಿಯ ಉಲ್ಬಣಗಳನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.
ಅಂತಹ ಸಾಧನಕ್ಕೆ ವೆಲ್ಡರ್ನಿಂದ ಕೌಶಲ್ಯ ಮತ್ತು ವ್ಯಾಪಕ ಅನುಭವದ ಅಗತ್ಯವಿದೆ. ಅನನುಭವಿ ವೆಲ್ಡರ್ ಅನ್ನು ಸರಿಯಾಗಿ ಬೆಸುಗೆ ಹಾಕುವುದು ಹೇಗೆ ಎಂದು ಕಲಿಸಲು, ಅದು ಸೂಕ್ತವಲ್ಲ.
ಇನ್ವರ್ಟರ್ಗಳು
ಇನ್ವರ್ಟರ್ ಉಪಕರಣವು ಹೆಚ್ಚು ಸಂಕೀರ್ಣವಾದ ವಿನ್ಯಾಸವನ್ನು ಹೊಂದಿದೆ. ಇನ್ವರ್ಟರ್ ಘಟಕವು ಇನ್ಪುಟ್ ಮುಖ್ಯ ವೋಲ್ಟೇಜ್ ಅನ್ನು ಪದೇ ಪದೇ ಪರಿವರ್ತಿಸುತ್ತದೆ, ಅದರ ನಿಯತಾಂಕಗಳನ್ನು ಅಗತ್ಯವಿರುವ ಪದಗಳಿಗಿಂತ ತರುತ್ತದೆ. ಅಧಿಕ-ಆವರ್ತನ ಪ್ರವಾಹದ ರೂಪಾಂತರದಿಂದಾಗಿ, ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನ ಆಯಾಮಗಳು ಮತ್ತು ತೂಕವು ಹಲವು ಬಾರಿ ಚಿಕ್ಕದಾಗಿದೆ.

ಇನ್ವರ್ಟರ್
ಇನ್ವರ್ಟರ್ನ ಪ್ರಯೋಜನಗಳು:
- ಕಡಿಮೆ ತೂಕ ಮತ್ತು ಆಯಾಮಗಳು;
- ಸರ್ಕ್ಯೂಟ್ನಲ್ಲಿ ಸ್ಥಿರ ವೋಲ್ಟೇಜ್ ಮತ್ತು ಪ್ರಸ್ತುತ;
- ವಿರೋಧಿ ಅಂಟಿಕೊಳ್ಳುವಿಕೆ ಮತ್ತು ಬಿಸಿ ಆರಂಭದ ಹೆಚ್ಚುವರಿ ಕಾರ್ಯಗಳು;
- ಪ್ರಸ್ತುತ ಮತ್ತು ಆರ್ಕ್ ನಿಯತಾಂಕಗಳನ್ನು ಸೂಕ್ಷ್ಮವಾಗಿ ಟ್ಯೂನ್ ಮಾಡುವ ಸಾಮರ್ಥ್ಯ;
- ಪೂರೈಕೆ ಜಾಲದಲ್ಲಿ ವೋಲ್ಟೇಜ್ ಉಲ್ಬಣಗಳಿಗೆ ಕಾರಣವಾಗುವುದಿಲ್ಲ.
ಇನ್ವರ್ಟರ್ ಸಹ ಅನಾನುಕೂಲಗಳನ್ನು ಹೊಂದಿದೆ:
- ಹೆಚ್ಚಿನ ಬೆಲೆ;
- ಕಡಿಮೆ ಹಿಮ ಪ್ರತಿರೋಧ.
ಸರಿಯಾಗಿ ಬೇಯಿಸುವುದು ಹೇಗೆಂದು ಕಲಿಯುವುದು ಇನ್ವರ್ಟರ್ನೊಂದಿಗೆ ಪ್ರಾರಂಭಿಸುವುದು ಉತ್ತಮ. ಆರ್ಕ್ ಪ್ಯಾರಾಮೀಟರ್ಗಳ ಸ್ಥಿರತೆ ಮತ್ತು ಹೆಚ್ಚುವರಿ ವೈಶಿಷ್ಟ್ಯಗಳನ್ನು ಪ್ರಾರಂಭಿಸಲು ಮತ್ತು "ಅಂಟಿಕೊಳ್ಳುವುದನ್ನು" ತಡೆಯಲು ಸುಲಭವಾಗುವುದು ಹರಿಕಾರನು ಸೀಮ್ನಲ್ಲಿ ಕೇಂದ್ರೀಕರಿಸಲು ಮತ್ತು ತಂತ್ರಜ್ಞಾನವನ್ನು ತ್ವರಿತವಾಗಿ ಸದುಪಯೋಗಪಡಿಸಿಕೊಳ್ಳಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ.



ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನ
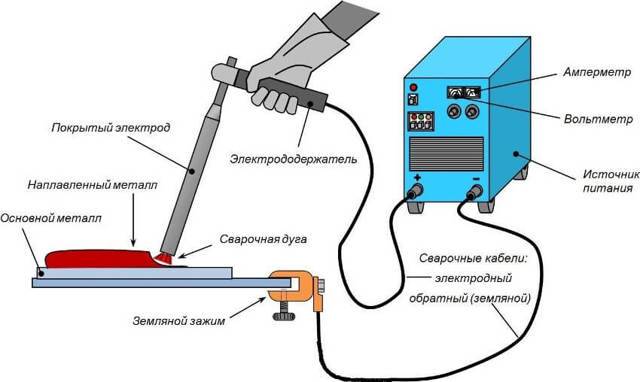
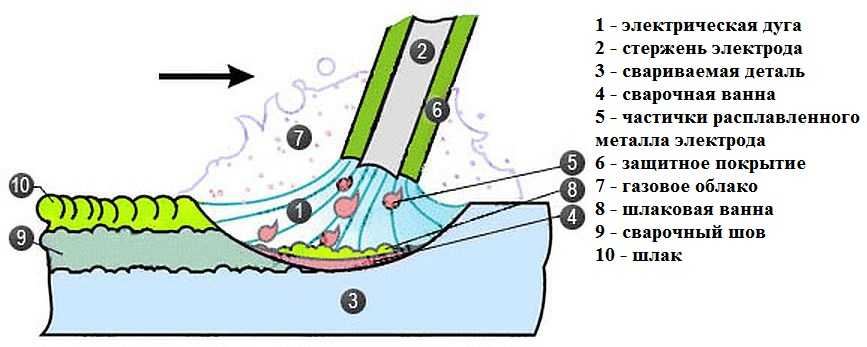
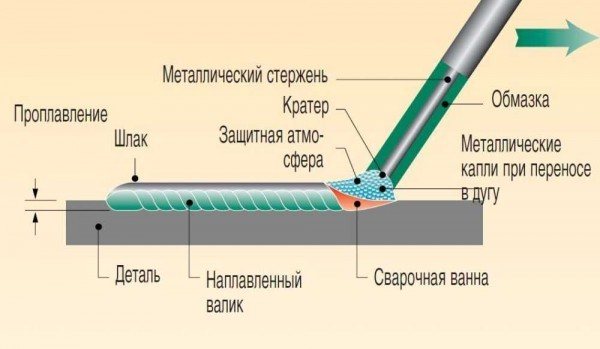
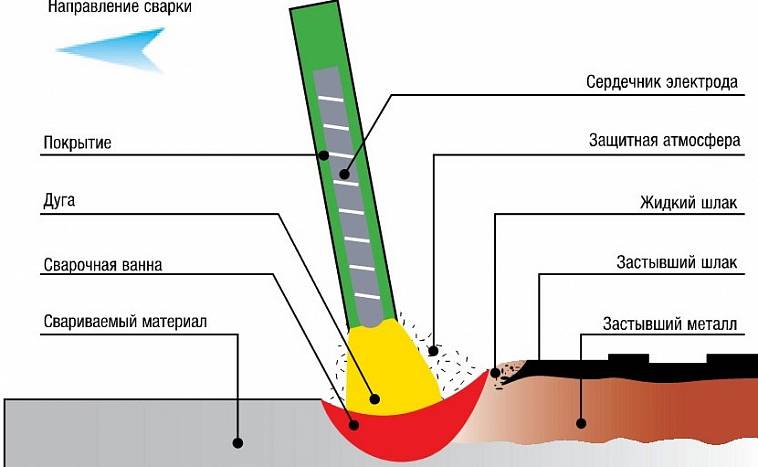
ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ಎನ್ನುವುದು ಲೋಹದ ಕರಗುವಿಕೆಯ ಮೇಲೆ ಹೆಚ್ಚಿನ ತಾಪಮಾನದ ಪ್ರಭಾವದ ಅಡಿಯಲ್ಲಿ ಸಂಭವಿಸುವ ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ. ವೆಲ್ಡಿಂಗ್ನ ಪರಿಣಾಮವಾಗಿ, ಲೋಹದ ಮೇಲ್ಮೈಯಲ್ಲಿ ವೆಲ್ಡ್ ಪೂಲ್ ಎಂದು ಕರೆಯಲ್ಪಡುವ ರಚನೆಯಾಗುತ್ತದೆ, ಇದು ಕರಗಿದ ವಿದ್ಯುದ್ವಾರದಿಂದ ತುಂಬಿರುತ್ತದೆ, ಹೀಗಾಗಿ ವೆಲ್ಡ್ ಅನ್ನು ರೂಪಿಸುತ್ತದೆ.
ಆದ್ದರಿಂದ, ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ನ ಅನುಷ್ಠಾನಕ್ಕೆ ಮುಖ್ಯ ಷರತ್ತುಗಳು ಎಲೆಕ್ಟ್ರೋಡ್ ಆರ್ಕ್ ಅನ್ನು ಬೆಂಕಿಹೊತ್ತಿಸುವುದು, ಬೆಸುಗೆ ಹಾಕಲು ವರ್ಕ್ಪೀಸ್ಗಳ ಮೇಲೆ ಲೋಹವನ್ನು ಕರಗಿಸುವುದು ಮತ್ತು ಅದರೊಂದಿಗೆ ವೆಲ್ಡ್ ಪೂಲ್ ಅನ್ನು ತುಂಬುವುದು. ಎಲ್ಲಾ ಸರಳತೆಗಳಲ್ಲಿ, ಸಿದ್ಧವಿಲ್ಲದ ವ್ಯಕ್ತಿಗೆ ಇದನ್ನು ಮಾಡುವುದು ತುಂಬಾ ಕಷ್ಟ ಎಂದು ತೋರುತ್ತದೆ. ಮೊದಲಿಗೆ, ಎಲೆಕ್ಟ್ರೋಡ್ ಎಷ್ಟು ಬೇಗನೆ ಸುಡುತ್ತದೆ ಎಂಬುದನ್ನು ನೀವು ಅರ್ಥಮಾಡಿಕೊಳ್ಳಬೇಕು, ಮತ್ತು ಇದು ಅದರ ವ್ಯಾಸ ಮತ್ತು ಪ್ರಸ್ತುತ ಶಕ್ತಿಯನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ ಮತ್ತು ಲೋಹದ ಬೆಸುಗೆ ಸಮಯದಲ್ಲಿ ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ಪ್ರತ್ಯೇಕಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ಇದರ ಜೊತೆಗೆ, ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಏಕರೂಪದ ವೇಗ ಮತ್ತು ಎಲೆಕ್ಟ್ರೋಡ್ನ ಸರಿಯಾದ ಚಲನೆಯನ್ನು ನಿರ್ವಹಿಸುವುದು ಅವಶ್ಯಕ (ಅಕ್ಕಪಕ್ಕಕ್ಕೆ), ಆದ್ದರಿಂದ ವೆಲ್ಡ್ ನಯವಾದ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹವಾಗಿರುತ್ತದೆ, ಛಿದ್ರ ಲೋಡ್ಗಳನ್ನು ತಡೆದುಕೊಳ್ಳಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ಆರ್ಕ್ ಅನ್ನು ಹೇಗೆ ಬೆಳಗಿಸುವುದು
ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ನ ಅಭಿವೃದ್ಧಿಯನ್ನು ಪ್ರಾರಂಭಿಸುವುದು ಆರ್ಕ್ನ ಸರಿಯಾದ ದಹನದೊಂದಿಗೆ ಇರಬೇಕು.ಅನಗತ್ಯವಾದ ಲೋಹದ ತುಂಡಿನ ಮೇಲೆ ತರಬೇತಿಯನ್ನು ಉತ್ತಮವಾಗಿ ಮಾಡಲಾಗುತ್ತದೆ, ಆದರೆ ಇದು ತುಕ್ಕು ಹಿಡಿದಿರಬಾರದು, ಏಕೆಂದರೆ ಇದು ಕೆಲಸವನ್ನು ಗಂಭೀರವಾಗಿ ಸಂಕೀರ್ಣಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಅನನುಭವಿ ವೆಲ್ಡರ್ ಅನ್ನು ಗೊಂದಲಗೊಳಿಸಬಹುದು.
ಆರ್ಕ್ ಅನ್ನು ಪ್ರಾರಂಭಿಸಲು ಎರಡು ಸರಳ ಮಾರ್ಗಗಳಿವೆ:
- ವರ್ಕ್ಪೀಸ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ವಿದ್ಯುದ್ವಾರವನ್ನು ತ್ವರಿತವಾಗಿ ಸ್ಪರ್ಶಿಸಿ ಮತ್ತು ನಂತರ ಅದನ್ನು 2-3 ಮಿಮೀ ದೂರಕ್ಕೆ ಎಳೆಯುವ ಮೂಲಕ. ಮೇಲಿನ ಲೋಹದಿಂದ ನೀವು ವಿದ್ಯುದ್ವಾರವನ್ನು ಎತ್ತಿದರೆ, ಆರ್ಕ್ ಕಣ್ಮರೆಯಾಗಬಹುದು ಅಥವಾ ತುಂಬಾ ಅಸ್ಥಿರವಾಗಬಹುದು;
- ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ವರ್ಕ್ಪೀಸ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಹೊಡೆಯುವುದು, ನೀವು ಪಂದ್ಯವನ್ನು ಬೆಳಗಿಸಿದಂತೆ. ಎಲೆಕ್ಟ್ರೋಡ್ನ ತುದಿಯೊಂದಿಗೆ ಲೋಹವನ್ನು ಸ್ಪರ್ಶಿಸುವುದು ಅವಶ್ಯಕವಾಗಿದೆ, ಮತ್ತು ಆರ್ಕ್ ಬೆಂಕಿಹೊತ್ತಿಸುವವರೆಗೆ ಮೇಲ್ಮೈಯಲ್ಲಿ (ವೆಲ್ಡಿಂಗ್ ಸೈಟ್ ಕಡೆಗೆ) 2-3 ಸೆಂ.ಮೀ.
ಆರ್ಕ್ ದಹನದ ಎರಡನೇ ವಿಧಾನವು ಹರಿಕಾರ ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡರ್ಗಳಿಗೆ ಸೂಕ್ತವಾಗಿರುತ್ತದೆ, ಏಕೆಂದರೆ ಇದು ಸರಳವಾಗಿದೆ. ಅಲ್ಲದೆ, ಲೋಹದ ಮೇಲೆ ಅಲ್ಪಾವಧಿಯ ಮಾರ್ಗದರ್ಶನವು ವಿದ್ಯುದ್ವಾರವನ್ನು ಬೆಚ್ಚಗಾಗಿಸುತ್ತದೆ, ಮತ್ತು ನಂತರ ಅದರೊಂದಿಗೆ ಬೇಯಿಸುವುದು ಹೆಚ್ಚು ಸುಲಭವಾಗುತ್ತದೆ.
ಆರ್ಕ್ನ ದಹನದ ನಂತರ, ಅದನ್ನು ವರ್ಕ್ಪೀಸ್ನ ಮೇಲ್ಮೈಗೆ ಸಾಧ್ಯವಾದಷ್ಟು ಹತ್ತಿರದಲ್ಲಿ ಇಡಬೇಕು, 0.5 ಸೆಂ.ಮೀ ಗಿಂತ ಹೆಚ್ಚು ದೂರವಿರುವುದಿಲ್ಲ, ಜೊತೆಗೆ, ಈ ಅಂತರವನ್ನು ಎಲ್ಲಾ ಸಮಯದಲ್ಲೂ ಸರಿಸುಮಾರು ಒಂದೇ ರೀತಿ ಇರಿಸಬೇಕು, ಇಲ್ಲದಿದ್ದರೆ ವೆಲ್ಡ್ ಆಗುತ್ತದೆ ಕೊಳಕು ಮತ್ತು ಅಸಮವಾಗಿರಿ.
ವೆಲ್ಡಿಂಗ್ ವೇಗ
ವಿದ್ಯುದ್ವಾರದ ವೇಗವು ಬೆಸುಗೆ ಹಾಕುವ ಲೋಹದ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಅಂತೆಯೇ, ಇದು ತೆಳುವಾದದ್ದು, ವೆಲ್ಡಿಂಗ್ ವೇಗವು ವೇಗವಾಗಿರುತ್ತದೆ ಮತ್ತು ಪ್ರತಿಯಾಗಿ. ಆರ್ಕ್ ಅನ್ನು ಹೇಗೆ ಬೆಳಗಿಸುವುದು ಮತ್ತು ಹೆಚ್ಚು ಅಥವಾ ಕಡಿಮೆ ಬೇಯಿಸುವುದು ಹೇಗೆ ಎಂದು ನೀವು ಕಲಿತಾಗ ಇದರ ಅನುಭವವು ಸಮಯದೊಂದಿಗೆ ಬರುತ್ತದೆ. ಕೆಳಗಿನ ಚಿತ್ರಗಳು ವಿವರಣಾತ್ಮಕ ಉದಾಹರಣೆಗಳನ್ನು ತೋರಿಸುತ್ತವೆ, ಅದರ ಮೂಲಕ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಯಾವ ವೇಗದಲ್ಲಿ ನಡೆಸಲಾಗಿದೆ ಎಂಬುದನ್ನು ನೀವು ಅರ್ಥಮಾಡಿಕೊಳ್ಳಬಹುದು.
ನಿಧಾನವಾಗಿ ಇದ್ದರೆ, ನಂತರ ವೆಲ್ಡಿಂಗ್ ಸೀಮ್ ದಪ್ಪವಾಗಿರುತ್ತದೆ, ಮತ್ತು ಅದರ ಅಂಚುಗಳು ಬಲವಾಗಿ ಕರಗುತ್ತವೆ.ಇದಕ್ಕೆ ವಿರುದ್ಧವಾಗಿ, ವಿದ್ಯುದ್ವಾರವನ್ನು ತುಂಬಾ ವೇಗವಾಗಿ ಓಡಿಸಿದರೆ, ನಂತರ ಸೀಮ್ ದುರ್ಬಲ ಮತ್ತು ತೆಳ್ಳಗಿರುತ್ತದೆ, ಜೊತೆಗೆ ಅಸಮವಾಗಿರುತ್ತದೆ. ಸರಿಯಾದ ವೆಲ್ಡಿಂಗ್ ವೇಗದಲ್ಲಿ, ಲೋಹವು ಸಂಪೂರ್ಣವಾಗಿ ವೆಲ್ಡ್ ಪೂಲ್ ಅನ್ನು ತುಂಬುತ್ತದೆ.
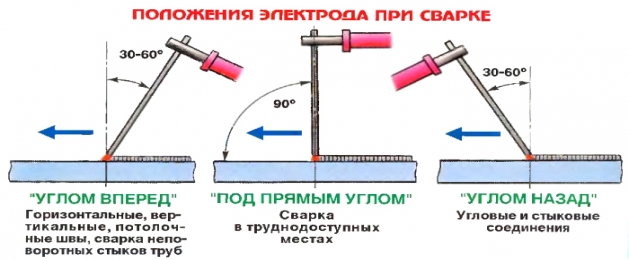
ಹೆಚ್ಚುವರಿಯಾಗಿ, ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅಭ್ಯಾಸ ಮಾಡುವಾಗ, ಲೋಹದ ಮೇಲ್ಮೈಗೆ ಸಂಬಂಧಿಸಿದಂತೆ ವಿದ್ಯುದ್ವಾರದ ಸರಿಯಾದ ಕೋನವನ್ನು ನೀವು ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡಬೇಕಾಗುತ್ತದೆ. ಕೋನವು ಸರಿಸುಮಾರು 70 ಡಿಗ್ರಿಗಳಾಗಿರಬೇಕು ಮತ್ತು ಅಗತ್ಯವಿದ್ದರೆ ಬದಲಾಯಿಸಬಹುದು. ವೆಲ್ಡ್ನ ರಚನೆಯ ಸಮಯದಲ್ಲಿ, ವಿದ್ಯುದ್ವಾರದ ಚಲನೆಯು ರೇಖಾಂಶ, ಭಾಷಾಂತರ ಮತ್ತು ಆಂದೋಲನ, ಅಕ್ಕಪಕ್ಕಕ್ಕೆ ಇರಬಹುದು.
ಈ ಪ್ರತಿಯೊಂದು ಎಲೆಕ್ಟ್ರೋಡ್ ಪ್ರಮುಖ ತಂತ್ರಗಳು ಅಪೇಕ್ಷಿತ ಸೀಮ್ ಅನ್ನು ಸಾಧಿಸಲು, ಅದರ ಅಗಲವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಅಥವಾ ಹೆಚ್ಚಿಸಲು ಮತ್ತು ಕೆಲವು ಇತರ ನಿಯತಾಂಕಗಳನ್ನು ಬದಲಾಯಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ.