
- ಪೈಪ್ ಬಾಗುವ ಉಪಕರಣಗಳು
- ಬಾಗುವ ಪ್ಲೇಟ್
- ಮ್ಯಾಂಡ್ರೆಲ್ ಬಾಗುವುದು
- ಪ್ರೊಫೈಲ್ ಬಗ್ಗಿಸುವ ಅಪ್ಲಿಕೇಶನ್
- ಮನೆಯಲ್ಲಿ ತಯಾರಿಸಿದ ಸಲಕರಣೆಗಳೊಂದಿಗೆ ಅಥವಾ ಇಲ್ಲದೆ ಬಾಗುವುದು
- ಪೈಪ್ ಬಾಗುವಿಕೆಗೆ ಸಹಾಯಕ ವಿಧಾನಗಳು
- ಯಾವುದನ್ನು ಬಗ್ಗಿಸಬಹುದು ಮತ್ತು ಯಾವುದನ್ನು ಮಾಡಬಾರದು
- ಸರಿಯಾದ ಸಾಧನವನ್ನು ಆರಿಸುವುದು
- ಪೈಪ್ ಬೆಂಡರ್ಗಳ ವರ್ಗೀಕರಣ
- ಪೈಪ್ ಬಾಗುವ ತಂತ್ರಜ್ಞಾನ
- ಕೊಳವೆಗಳನ್ನು ಬಗ್ಗಿಸುವ ಸರಳ ಮಾರ್ಗಗಳು
- ಕೈಯಿಂದ ಬಾಗಿದ
- ಬಿಸಿ ವಿಧಾನವನ್ನು ಬಳಸುವುದು
- ನಾವು ಭರ್ತಿಸಾಮಾಗ್ರಿಗಳನ್ನು ಬಳಸುತ್ತೇವೆ - ಮರಳು ಮತ್ತು ನೀರು
- ಶಾಖ ಚಿಕಿತ್ಸೆಯ ವಿಧಾನ
- ಪೈಪ್ ಬಾಗುವ ತ್ರಿಜ್ಯ
- ಪೈಪ್ ಬಾಗುವ ತ್ರಿಜ್ಯ
- ಮನೆಯಲ್ಲಿ ಪೈಪ್ ಬೆಂಡರ್ನೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವುದು ಹೇಗೆ
ಪೈಪ್ ಬಾಗುವ ಉಪಕರಣಗಳು
ಈ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ನಿರ್ವಹಿಸಲು ನೀವು ಸರಳವಾದ ಸಾಧನಗಳನ್ನು ಬಳಸಿದರೆ ಪೈಪ್ ಬೆಂಡರ್ ಇಲ್ಲದೆ ಪೈಪ್ ಅನ್ನು ಹೇಗೆ ಬಗ್ಗಿಸುವುದು ಎಂಬ ಪ್ರಶ್ನೆಯು ತೊಂದರೆಗಳನ್ನು ಉಂಟುಮಾಡುವುದಿಲ್ಲ. ಕೆಳಗಿನ ಸಾಧನಗಳನ್ನು ಬಳಸಿಕೊಂಡು ನೀವು ಪೈಪ್ಗಳ ಶೀತ ಬಾಗುವಿಕೆಯನ್ನು ನಿರ್ವಹಿಸಬಹುದು.
- 10 ಎಂಎಂಗಿಂತ ಹೆಚ್ಚಿನ ಪ್ರೊಫೈಲ್ ಎತ್ತರದೊಂದಿಗೆ ಮೃದುವಾದ (ಅಲ್ಯೂಮಿನಿಯಂ) ಅಥವಾ ಉಕ್ಕಿನ ಪೈಪ್ ಅನ್ನು ಬಗ್ಗಿಸಲು ಅಗತ್ಯವಾದ ಸಂದರ್ಭಗಳಲ್ಲಿ, ರಂಧ್ರಗಳನ್ನು ಹೊಂದಿರುವ ಸಮತಲವಾದ ಪ್ಲೇಟ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಅದರಲ್ಲಿ ನಿಲುಗಡೆಗಳನ್ನು ಸೇರಿಸಲಾಗುತ್ತದೆ - ಲೋಹದ ಪಿನ್ಗಳು. ಈ ಪಿನ್ಗಳ ಸಹಾಯದಿಂದ, ಅಗತ್ಯವಿರುವ ನಿಯತಾಂಕಗಳ ಪ್ರಕಾರ ಉತ್ಪನ್ನಗಳನ್ನು ಬಾಗುತ್ತದೆ. ಈ ವಿಧಾನವು ಎರಡು ಗಂಭೀರ ನ್ಯೂನತೆಗಳನ್ನು ಹೊಂದಿದೆ: ಬಾಗುವಿಕೆಯ ಕಡಿಮೆ ನಿಖರತೆ, ಹಾಗೆಯೇ ಅದನ್ನು ಬಳಸುವಾಗ, ಗಮನಾರ್ಹವಾದ ದೈಹಿಕ ಪ್ರಯತ್ನವನ್ನು ಅನ್ವಯಿಸುವುದು ಅವಶ್ಯಕ.
- 25 ಮಿಮೀ ಪ್ರೊಫೈಲ್ ಎತ್ತರವಿರುವ ಉತ್ಪನ್ನಗಳು ರೋಲರ್ ಫಿಕ್ಚರ್ಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಉತ್ತಮವಾಗಿ ಬಾಗುತ್ತದೆ. ಪೈಪ್ ಅನ್ನು ವೈಸ್ನಲ್ಲಿ ಸುರಕ್ಷಿತವಾಗಿ ನಿವಾರಿಸಲಾಗಿದೆ, ಮತ್ತು ವಿಶೇಷ ರೋಲರ್ ಬಳಸಿ ಬಾಗಿದ ಅಗತ್ಯವಿರುವ ಭಾಗಕ್ಕೆ ಬಲವನ್ನು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ. ಈ ಸಾಧನವು ನಿಮಗೆ ಉತ್ತಮ ಬೆಂಡ್ ಪಡೆಯಲು ಅನುಮತಿಸುತ್ತದೆ, ಆದರೆ ದೈಹಿಕ ಪ್ರಯತ್ನದ ಅಪ್ಲಿಕೇಶನ್ ಅಗತ್ಯವಿರುತ್ತದೆ.

ಆಯ್ಕೆ, ಅವರು ಹೇಳಿದಂತೆ, ತರಾತುರಿಯಲ್ಲಿ. ಈ ಅತ್ಯಂತ ಸರಳವಾದ ಸಾಧನದ ಉದ್ದನೆಯ ಲಿವರ್ ದಪ್ಪವಾದ ಕೊಳವೆಗಳನ್ನು ನಿಭಾಯಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ.
ಉಕ್ಕಿನ ಅಥವಾ ಅಲ್ಯೂಮಿನಿಯಂ ಸುಕ್ಕುಗಟ್ಟಿದ ಕೊಳವೆಗಳ ಮೇಲೆ ವಕ್ರತೆಯ ದೊಡ್ಡ ತ್ರಿಜ್ಯದೊಂದಿಗೆ ಬೆಂಡ್ ಅನ್ನು ರೂಪಿಸಲು, ಸ್ಥಿರ ದುಂಡಾದ ಟೆಂಪ್ಲೆಟ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಅದರ ಮೇಲೆ ಉತ್ಪನ್ನವನ್ನು ಸರಿಪಡಿಸಲು ವಿಶೇಷ ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಜೋಡಿಸಲಾಗುತ್ತದೆ. ಅಂತಹ ಸಾಧನದಲ್ಲಿ, ಪೈಪ್ ಅನ್ನು ಹಸ್ತಚಾಲಿತವಾಗಿ ಬಾಗುತ್ತದೆ, ಬಲದಿಂದ ಅದನ್ನು ಟೆಂಪ್ಲೇಟ್ನ ತೋಡಿನಲ್ಲಿ ಇಡಲಾಗುತ್ತದೆ, ಅದರ ಆಕಾರವು ಅಗತ್ಯವಿರುವ ಬಾಗುವ ತ್ರಿಜ್ಯಕ್ಕೆ ನಿಖರವಾಗಿ ಅನುರೂಪವಾಗಿದೆ.

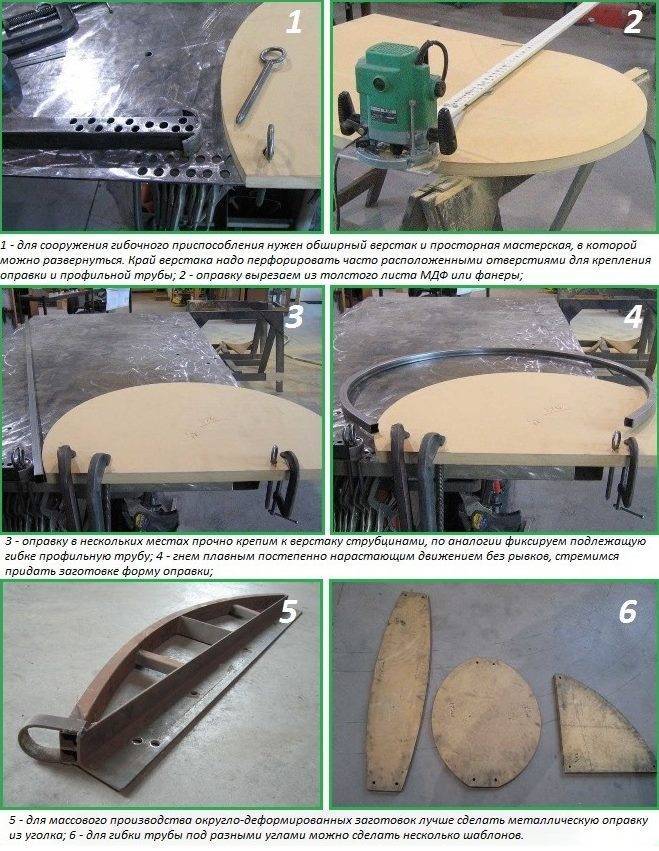
ಪ್ಲೈವುಡ್ ಮತ್ತು ಲೋಹದ ಸ್ಟೇಪಲ್ಸ್ ನೀವು ಬಾಗುವ ಟೆಂಪ್ಲೇಟ್ ಮಾಡಲು ಬೇಕಾಗಿರುವುದು
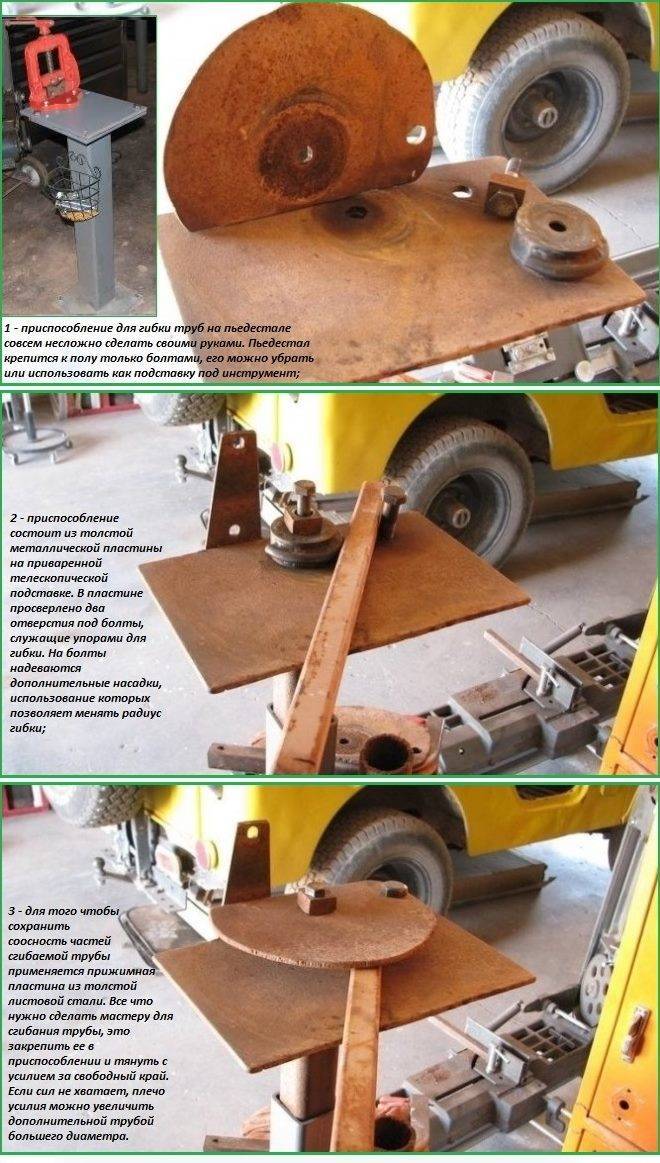
ಬಾಗುವ ಪ್ಲೇಟ್
ಮನೆಯಲ್ಲಿ ಉಕ್ಕಿನ ಅಥವಾ ಅಲ್ಯೂಮಿನಿಯಂ ಪೈಪ್ಗಳನ್ನು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ಬಗ್ಗಿಸಲು, ನೀವು ಈ ಕೆಳಗಿನ ಮಾರ್ಗಸೂಚಿಗಳನ್ನು ಬಳಸಿಕೊಂಡು ನವೀಕರಿಸಿದ ಬಾಗುವ ಪ್ಲೇಟ್ ಅನ್ನು ಮಾಡಬಹುದು.
- ಅಂತಹ ಪ್ಲೇಟ್ನ ಪಾತ್ರವನ್ನು ಫಲಕದಿಂದ ಆಡಲಾಗುತ್ತದೆ, ಇದು ದೊಡ್ಡ ದಪ್ಪದ ಲೋಹದ ಹಾಳೆಯಿಂದ ಕತ್ತರಿಸಲ್ಪಟ್ಟಿದೆ.
- ಈ ರೀತಿಯಲ್ಲಿ ಮಾಡಿದ ಫಲಕವನ್ನು ರಾಕ್ಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, ಇದನ್ನು ವಿಶೇಷ ಪೀಠದಲ್ಲಿ ಸ್ಥಾಪಿಸಲಾಗಿದೆ.
- ಫಲಕದಲ್ಲಿ ಎರಡು ರಂಧ್ರಗಳನ್ನು ಕೊರೆಯಲಾಗುತ್ತದೆ, ಪ್ರೊಫೈಲ್ ಪೈಪ್ಗೆ ನಿಲುಗಡೆಗಳಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವ ಬೋಲ್ಟ್ಗಳನ್ನು ಸ್ಥಾಪಿಸಲು ಅವಶ್ಯಕವಾಗಿದೆ.
- ಸ್ಟಾಪ್ ಬೋಲ್ಟ್ಗಳಲ್ಲಿ ಒಂದನ್ನು ವಿಶೇಷ ನಳಿಕೆಯನ್ನು ಸ್ಥಾಪಿಸಲಾಗಿದೆ, ಅದರ ಸಹಾಯದಿಂದ ಬಾಗುವ ತ್ರಿಜ್ಯವನ್ನು ಸರಿಹೊಂದಿಸಲಾಗುತ್ತದೆ.
- ಬೆಂಡ್ ಪಕ್ಕದಲ್ಲಿರುವ ಪೈಪ್ ವಿಭಾಗಗಳ ಜೋಡಣೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು, ಲೋಹದ ತಟ್ಟೆಯನ್ನು ವರ್ಕ್ಪೀಸ್ನ ಮೇಲೆ ಇರಿಸಲಾಗುತ್ತದೆ, ಬೋಲ್ಟ್ಗಳೊಂದಿಗೆ ನಿವಾರಿಸಲಾಗಿದೆ.
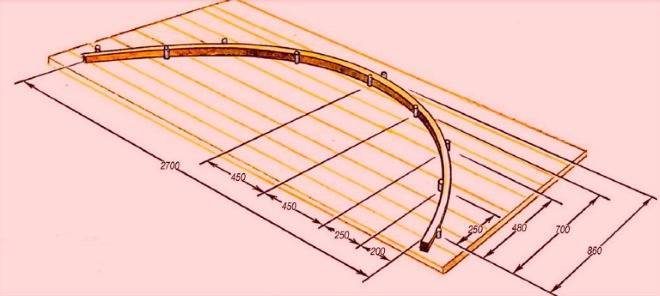
ಮ್ಯಾಂಡ್ರೆಲ್ ಬಾಗುವುದು
ಮನೆಯಲ್ಲಿ ಪ್ರೊಫೈಲ್ ಪೈಪ್ ಉತ್ಪನ್ನಗಳನ್ನು ಬಾಗಿಸಲು, ಅದರ ಗೋಡೆಯ ಎತ್ತರವು 25 ಮಿಮೀ ಮೀರಬಾರದು, ವಿಶೇಷ ಮ್ಯಾಂಡ್ರೆಲ್ ಅನ್ನು ತಯಾರಿಸಬಹುದು. ಈ ಉದ್ದೇಶಗಳಿಗಾಗಿ, ಒಟ್ಟಾರೆ ವರ್ಕ್ಬೆಂಚ್ ಅನ್ನು ಬಳಸುವುದು ಉತ್ತಮ, ಅದರ ಮೇಲ್ಮೈಯಲ್ಲಿ ಅಂತಹ ಸಾಧನಕ್ಕೆ ಸಾಕಷ್ಟು ಸ್ಥಳಾವಕಾಶವಿರುತ್ತದೆ. ಬಾಗುವ ಪೈಪ್ ಅನ್ನು ಸರಿಪಡಿಸುವ ಅಂಶದ ಸೂಕ್ತ ಸ್ಥಳವನ್ನು ಆಯ್ಕೆ ಮಾಡಲು, ಕೆಲಸದ ಬೆಂಚ್ನ ಒಂದು ತುದಿಯಲ್ಲಿ ಸಾಮಾನ್ಯವಾಗಿ ಇರುವ ರಂಧ್ರಗಳನ್ನು ಮಾಡಲಾಗುತ್ತದೆ. ಸುಕ್ಕುಗಟ್ಟಿದ ಪೈಪ್ನ ಅಗತ್ಯವಿರುವ ಬಾಗುವ ತ್ರಿಜ್ಯವನ್ನು ಖಾತ್ರಿಪಡಿಸಿಕೊಳ್ಳಲು ವಿಶೇಷ ಟೆಂಪ್ಲೇಟ್ ಕಾರಣವಾಗಿದೆ, ನೀವು ಅದನ್ನು ಹೆಚ್ಚಾಗಿ ಬಳಸಲು ಹೋದರೆ ದಪ್ಪ ಪ್ಲೈವುಡ್ ಅಥವಾ ಲೋಹದ ಮೂಲೆಯಿಂದ ತಯಾರಿಸಬಹುದು.
ಪ್ರೊಫೈಲ್ ಬಗ್ಗಿಸುವ ಅಪ್ಲಿಕೇಶನ್
ಸಹಜವಾಗಿ, ಪ್ರೊಫೈಲ್ ಪೈಪ್ಗಳನ್ನು ಬಗ್ಗಿಸುವಲ್ಲಿ ನೀವು ಗಮನಾರ್ಹ ಪ್ರಮಾಣದ ಕೆಲಸವನ್ನು ಹೊಂದಿದ್ದರೆ, ಇದಕ್ಕಾಗಿ ವಿಶೇಷ ಯಂತ್ರವನ್ನು ತಯಾರಿಸುವುದು ಉತ್ತಮ, ಅದರ ರೇಖಾಚಿತ್ರಗಳನ್ನು ಅಂತರ್ಜಾಲದಲ್ಲಿ ಕಂಡುಹಿಡಿಯುವುದು ಸುಲಭ. ಈ ಸಮಸ್ಯೆಯನ್ನು ನಾವು ಇಲ್ಲಿ ವಿಶ್ಲೇಷಿಸುವುದಿಲ್ಲ, ಏಕೆಂದರೆ ಕೆಳಗಿನ ಲಿಂಕ್ಗಳಲ್ಲಿನ ಲೇಖನಗಳಲ್ಲಿ ಇದನ್ನು ಹೆಚ್ಚು ವಿವರವಾಗಿ ಪರಿಗಣಿಸಲಾಗಿದೆ.

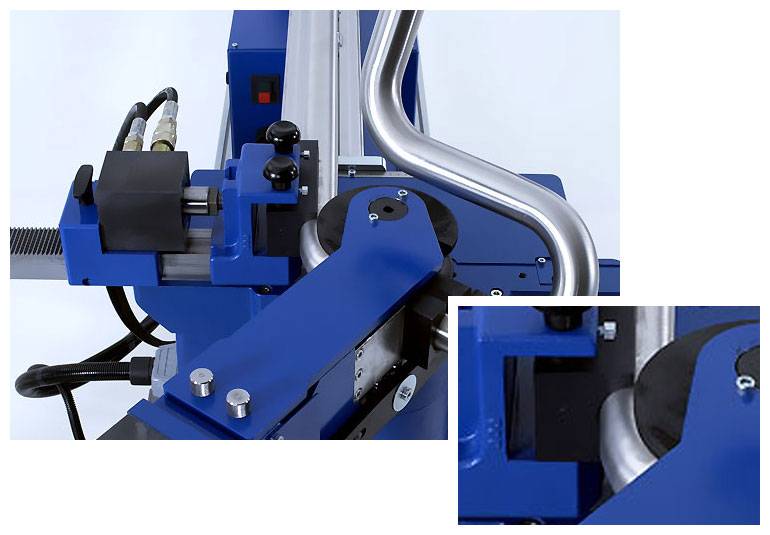
ನೀವು ದೊಡ್ಡ ಪ್ರೊಫೈಲ್ ವಿಭಾಗದೊಂದಿಗೆ ಪೈಪ್ಗಳನ್ನು ಬಗ್ಗಿಸಬೇಕಾಗಿದ್ದರೂ ಸಹ ಅಂತಹ ಯಂತ್ರವಿಲ್ಲದೆ ನೀವು ಮಾಡಲು ಸಾಧ್ಯವಿಲ್ಲ. ಅಂತಹ ಯಂತ್ರದ ಮುಖ್ಯ ಕಾರ್ಯನಿರ್ವಹಣೆಯ ದೇಹಗಳು, ಇದು ವಿಶಾಲ ಬಹುಮುಖತೆಯಿಂದ ನಿರೂಪಿಸಲ್ಪಟ್ಟಿದೆ, ಮೂರು ರೋಲ್ಗಳು, ಅವುಗಳಲ್ಲಿ ಎರಡು ಚಲನರಹಿತವಾಗಿ ಸ್ಥಿರವಾಗಿರುತ್ತವೆ ಮತ್ತು ಮೂರನೆಯ ಸ್ಥಾನವನ್ನು ಬದಲಾಯಿಸುವ ಮೂಲಕ, ಉತ್ಪನ್ನದ ಬಾಗುವ ತ್ರಿಜ್ಯವನ್ನು ಸರಿಹೊಂದಿಸಲಾಗುತ್ತದೆ. ಅಂತಹ ಸಾಧನಕ್ಕಾಗಿ ಡ್ರೈವ್ ಆಗಿ, ಚೈನ್ ಡ್ರೈವ್ ಮತ್ತು ಆಪರೇಟರ್ ತಿರುಗಿಸುವ ಹ್ಯಾಂಡಲ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ತಾಪನ ಉಪಕರಣಗಳು, ಕೊಳಾಯಿಗಳು, ಮನೆಯಲ್ಲಿ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಸ್ಥಾಪಿಸುವಾಗ, ಇತ್ಯಾದಿಗಳನ್ನು ಸ್ಥಾಪಿಸುವಾಗ ಬಾಗಿದ ಪೈಪ್ಗಳು ಬೇಕಾಗಬಹುದು. ನೀವು ಈಗಾಗಲೇ ಬಾಗಿದ ಪೈಪ್ಗಳ ಅಗತ್ಯ ತುಣುಕುಗಳನ್ನು ಖರೀದಿಸದಿದ್ದರೆ, ನೀವು ಅವುಗಳನ್ನು ಮನೆಯಲ್ಲಿಯೇ ಬಗ್ಗಿಸಬಹುದು.ಪೈಪ್ ಒಳಮುಖವಾಗಿ ಬಾಗುವುದು ಮತ್ತು ಅದರ ಛಿದ್ರವು ತಪ್ಪಾಗುವ ಏಕೈಕ ವಿಷಯವಾಗಿದೆ, ಏಕೆಂದರೆ ಉತ್ಪನ್ನದ ಲೋಹವನ್ನು ಬಾಗಿಸುವಾಗ, ಅದು ಏಕಕಾಲದಲ್ಲಿ ಸಂಕೋಚನ ಮತ್ತು ಒತ್ತಡವನ್ನು ಅನುಭವಿಸುತ್ತದೆ. ಮತ್ತು ಇದು ಸಂಭವಿಸದಿರಲು, ನೀವು ಈ ಕೆಳಗಿನ ಸಲಹೆಗಳಿಗೆ ಬದ್ಧರಾಗಿರಬೇಕು.
ಮನೆಯಲ್ಲಿ ತಯಾರಿಸಿದ ಸಲಕರಣೆಗಳೊಂದಿಗೆ ಅಥವಾ ಇಲ್ಲದೆ ಬಾಗುವುದು
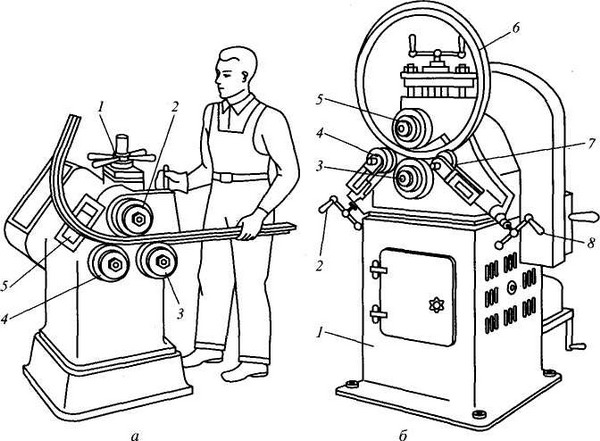
ಈ ಆಯ್ಕೆಯು ಸಾಮಾನ್ಯವಾಗಿದೆ, ಏಕೆಂದರೆ ಹೆಚ್ಚಿನ ವಾಹನ ಚಾಲಕರು ಹೊಂದಿರುವ ಜ್ಯಾಕ್ ಅತ್ಯಂತ ಜನಪ್ರಿಯ ಸಾಧನವಾಗಿದೆ. ಮನೆಯಲ್ಲಿ ರೋಲ್ಡ್ ಮೆಟಲ್ ಅನ್ನು ಬಾಗಿಸಲು ಇದು ಸೂಕ್ತವಾಗಿದೆ. ಕಾರ್ಯಾಚರಣೆಯ ತತ್ವದ ಪ್ರಕಾರ, ಈ ವಿಧಾನವು ಅಡ್ಡಬಿಲ್ಲು ಪೈಪ್ ಬೆಂಡರ್ ಅನ್ನು ಹೋಲುತ್ತದೆ. ಪೈಪ್ ಅನ್ನು ಮೂರು ಬಿಂದುಗಳಲ್ಲಿ ನಿವಾರಿಸಲಾಗಿದೆ, ಅದರಲ್ಲಿ ಎರಡು ನಿಲುಗಡೆಗಳು, ಮತ್ತು ಮೂರನೆಯದು ಜ್ಯಾಕ್ ರಾಡ್ ಆಗಿದೆ.
ಪ್ರೊಫೈಲ್ ಪೈಪ್ಗಳನ್ನು ಬಗ್ಗಿಸಲು ಕೋನ ಗ್ರೈಂಡರ್ (ಗ್ರೈಂಡರ್) ಅನ್ನು ಬಳಸುವುದು
ಈ ವಿಧಾನವು ಆಯತಾಕಾರದ ವಿಭಾಗದ ಪ್ರೊಫೈಲ್ನೊಂದಿಗೆ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ. ಮೂರು ಗೋಡೆಗಳ ಉದ್ದಕ್ಕೂ ಹಲವಾರು ಕಡಿತಗಳನ್ನು ಮಾಡಲಾಗುತ್ತದೆ, ನಾಲ್ಕನೆಯದು ಅಸ್ಪೃಶ್ಯವಾಗಿ ಉಳಿದಿದೆ. ಕಡಿತದ ನೋಟದಿಂದಾಗಿ, ಪೈಪ್ ಸುಲಭವಾಗಿ ಬಾಗುತ್ತದೆ, ಅದರ ನಂತರ ಕಡಿತವನ್ನು ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ ಮತ್ತು ಹೊಳಪು ಮಾಡಲಾಗುತ್ತದೆ.







![§ 29. ಪೈಪ್ ಬೆಂಡಿಂಗ್ [1980 ಮಕಿಯೆಂಕೊ ಎನ್.ಐ. - ಸಾಮಾನ್ಯ ಕೊಳಾಯಿ ಕೋರ್ಸ್]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


ಮನೆಯಲ್ಲಿ ತಯಾರಿಸಿದ ರೋಲರ್ ಪೈಪ್ ಬೆಂಡರ್
ಪ್ರೊಫೈಲ್ ಪೈಪ್ನಲ್ಲಿ ದೊಡ್ಡ ವ್ಯಾಸದ ಬೆಂಡ್ ಪಡೆಯಲು ಅತ್ಯುತ್ತಮವಾಗಿದೆ. ಅವರಿಗೆ ಬಾಗಲು ಅನುಕೂಲಕರವಾಗಿದೆ, ಉದಾಹರಣೆಗೆ, ಹಸಿರುಮನೆಗಳಿಗೆ ಪೈಪ್. ಲೋಹದ ತುಂಡನ್ನು ರೋಲರುಗಳ ಮೇಲೆ ನಿವಾರಿಸಲಾಗಿದೆ, ಒತ್ತಿ ಮತ್ತು ಸುತ್ತಿಕೊಳ್ಳಲಾಗುತ್ತದೆ. ನಂತರ ಅದು ಮತ್ತೆ ಬಿಗಿಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಮತ್ತೆ ಉರುಳುತ್ತದೆ. ಫಲಿತಾಂಶವು ದೊಡ್ಡ ಏಕರೂಪದ ಬಾಗುವ ತ್ರಿಜ್ಯವಾಗಿದೆ.
ಪೈಪ್ ಬಾಗುವಿಕೆಗೆ ಸಹಾಯಕ ವಿಧಾನಗಳು
ತುಂಬಿಸುವ
ಆಂತರಿಕ ಜಾಗವನ್ನು ತುಂಬಲು ಪೈಪ್ನಲ್ಲಿ ಫಿಲ್ಲರ್ ಅನ್ನು ಇರಿಸಲಾಗುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ತುದಿಗಳನ್ನು ಬಿಗಿಯಾಗಿ ಮುಚ್ಚಲಾಗುತ್ತದೆ, ಇದಕ್ಕಾಗಿ ನೀವು ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಬಳಸಬಹುದು. ಫಿಲ್ಲರ್ನ ಬಳಕೆಯು ಆಂತರಿಕ ಪರಿಮಾಣವನ್ನು "ಸರಿಪಡಿಸಲು" ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ.ಬಾಗುವಾಗ, ಮೂಲೆಯ ಒಳಭಾಗದಲ್ಲಿ "ಅಲೆಗಳು", "ಸುಕ್ಕುಗಳು" ಕಾಣಿಸಿಕೊಳ್ಳುವುದನ್ನು ತಪ್ಪಿಸಿ ಮತ್ತು ಬೆಂಡ್ ಅನ್ನು ಸುಗಮಗೊಳಿಸಿ. ಶುದ್ಧ ಸ್ಫಟಿಕ ಮರಳನ್ನು ಹೆಚ್ಚಾಗಿ ಫಿಲ್ಲರ್ ಆಗಿ ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ.
ಶಾಖ. ಬಾಗುವ ಸಮಯದಲ್ಲಿ ಲೋಹದ ಡಕ್ಟಿಲಿಟಿ ಹೆಚ್ಚಳ
ಬಿಸಿಯಾದ ಲೋಹವು ಮೃದುವಾಗುತ್ತದೆ, ಅದರ ಉಷ್ಣತೆಯು ಹೆಚ್ಚಾಗುತ್ತದೆ. ಪೈಪ್ ಮೆಟಲ್ ಅನ್ನು ಗ್ಯಾಸ್ ಬರ್ನರ್ಗಳು, ಇಂಡಕ್ಷನ್ ತಾಪನ, ಹಾಗೆಯೇ ಲಭ್ಯವಿರುವ ಯಾವುದೇ ವಿಧಾನವನ್ನು ಬಳಸಿಕೊಂಡು ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ. ತಾಪನ ತಾಪಮಾನವು ಲೋಹದ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿರುತ್ತದೆ. ಕಡಿಮೆ ಮಿಶ್ರಲೋಹ ಮತ್ತು ಸಾಮಾನ್ಯ ಗುಣಮಟ್ಟದ ಉಕ್ಕನ್ನು ~ 500 ಡಿಗ್ರಿ ಸೆಲ್ಸಿಯಸ್ ವರೆಗೆ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ.
ಈ ವಿಧಾನಗಳನ್ನು ಬಳಸಿಕೊಂಡು, ವಿಶೇಷ ಉಪಕರಣಗಳ ಬಳಕೆಯಿಲ್ಲದೆ ನೀವು ಮನೆಯಲ್ಲಿ ನಿಮ್ಮ ಸ್ವಂತ ಕೈಗಳಿಂದ ಲೋಹದ ಪೈಪ್ ಅನ್ನು ಬಗ್ಗಿಸಬಹುದು ಮತ್ತು ಉತ್ತಮ ಫಲಿತಾಂಶಗಳನ್ನು ಪಡೆಯಬಹುದು.
ಯಾವುದನ್ನು ಬಗ್ಗಿಸಬಹುದು ಮತ್ತು ಯಾವುದನ್ನು ಮಾಡಬಾರದು
ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಬಗ್ಗಿಸುವುದು ಸಾಧ್ಯವೇ ಮತ್ತು ಅದನ್ನು ಹೇಗೆ ಸರಿಯಾಗಿ ಮಾಡುವುದು () ಎಂದು ಅನೇಕ ದೇಶವಾಸಿಗಳು ಆಶ್ಚರ್ಯ ಪಡುತ್ತಿದ್ದಾರೆ.
ನಂತರದ ಕಾರ್ಯಾಚರಣೆಗೆ ಪೂರ್ವಾಗ್ರಹವಿಲ್ಲದೆ ಯಾವ ವಸ್ತುಗಳು ಯಾಂತ್ರಿಕ ವಿರೂಪಕ್ಕೆ ಒಳಪಟ್ಟಿವೆ ಮತ್ತು ಯಾವುದು ಅಲ್ಲ ಎಂಬುದನ್ನು ಪರಿಗಣಿಸಿ.
ವಿವಿಧ ವ್ಯಾಸದ ಅಲ್ಯೂಮಿನಿಯಂ, ತಾಮ್ರ ಮತ್ತು ಉಕ್ಕಿನ ಕೊಳವೆಗಳನ್ನು ಒಳಗೊಂಡಂತೆ ಬಹುತೇಕ ಎಲ್ಲಾ ಲೋಹದ ಉತ್ಪನ್ನಗಳನ್ನು ಬಗ್ಗಿಸಲು ಸಾಧ್ಯವಿದೆ. ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಮತ್ತು ಅಂತಹುದೇ ಹಾರ್ಡ್ ಮಿಶ್ರಲೋಹಗಳ ಸಂರಚನೆಯನ್ನು ಬದಲಾಯಿಸುವುದು ಹೆಚ್ಚು ಕಷ್ಟ.
ವಿನಾಯಿತಿ ಇಲ್ಲದೆ ಎಲ್ಲಾ ಲೋಹಗಳ ಸರಿಯಾದ ವಿರೂಪಕ್ಕಾಗಿ, ವಿಶೇಷ ಪೈಪ್ ಬಾಗುವ ಯಂತ್ರದ ಅಗತ್ಯವಿದೆ. ವಿಶೇಷ ಯಂತ್ರದ ಬಳಕೆಯು ಬೆಂಡ್ನ ಅತ್ಯುತ್ತಮ ಗುಣಮಟ್ಟವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳುವುದಿಲ್ಲ, ಆದರೆ ಕನಿಷ್ಟ ದೈಹಿಕ ಶ್ರಮದೊಂದಿಗೆ ಕೆಲಸವನ್ನು ಪೂರ್ಣಗೊಳಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ.
ಕೆಲವು ಕೊಳಾಯಿಗಾರರು, ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಉಳಿಸಲು, ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಅನ್ನು ಕೈಗಾರಿಕಾ ಹೇರ್ ಡ್ರೈಯರ್ನೊಂದಿಗೆ ಬಿಸಿ ಮಾಡಿ ಮತ್ತು ಅಗತ್ಯವಿರುವ ಆಕಾರಕ್ಕೆ ಬಾಗಿ.ಇದನ್ನು ಮಾಡುವುದು ಅಪ್ರಾಯೋಗಿಕವಾಗಿದೆ, ಏಕೆಂದರೆ ತಾಪನದ ಸಂಯೋಜನೆಯಲ್ಲಿ ವಿರೂಪಗೊಳ್ಳುವುದರಿಂದ, ಬಾಗಿದ ಪ್ಲಾಸ್ಟಿಕ್ ಪೈಪ್ ಹೊರ ಮತ್ತು ಒಳ ತ್ರಿಜ್ಯದಲ್ಲಿ ಅಸಮ ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಹೊಂದಿರುತ್ತದೆ.
ಪರಿಣಾಮವಾಗಿ, ನಿರ್ಮಿಸಿದ ನೀರಿನ ಪೈಪ್ಲೈನ್ನ ಕಾರ್ಯಾಚರಣೆಯು ಅಲ್ಪಕಾಲಿಕವಾಗಿರುತ್ತದೆ, ಏಕೆಂದರೆ ದ್ರವ ಮಾಧ್ಯಮದ ಒತ್ತಡದಲ್ಲಿ, ಕಾಲಾನಂತರದಲ್ಲಿ ತೆಳುವಾದ ಗೋಡೆಯಲ್ಲಿ ಬಿರುಕುಗಳು ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತವೆ.
ಸರಿಯಾದ ಸಾಧನವನ್ನು ಆರಿಸುವುದು
ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ನೊಂದಿಗೆ ಕೆಲಸ ಮಾಡಲು ವಸಂತವು ಪರಿಣಾಮಕಾರಿ ಸಾಧನವಾಗಿದೆ. ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ಸ್ಪ್ರಿಂಗ್ಸ್ ಎರಡು ವಿಧಗಳಾಗಿವೆ: ಬಾಹ್ಯ ಮತ್ತು ಆಂತರಿಕ. ಎರಡೂ ರೀತಿಯ ಉಪಕರಣಗಳನ್ನು ಕೈಗೆಟುಕುವ ಬೆಲೆಯಿಂದ ಪ್ರತ್ಯೇಕಿಸಲಾಗಿದೆ. ಪೈಪ್ನ ಹೊರ ಅಥವಾ ಒಳಗಿನ ವ್ಯಾಸದ ಪ್ರಕಾರ ಉಪಕರಣವನ್ನು ಆಯ್ಕೆ ಮಾಡಬೇಕು.
ಸಾಧನವು ನಯಗೊಳಿಸಿದ ಉಕ್ಕಿನಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆ. ಸುರುಳಿಗಳ ನಯವಾದ ಮೇಲ್ಮೈಯು ಬಾಗಿದ ಪೈಪ್ನಿಂದ ವಸಂತವನ್ನು ತೆಗೆದುಹಾಕಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ. ಸ್ಪ್ರಿಂಗ್ ಬಳಕೆಯು ಬೆಂಡ್ ಉದ್ದಕ್ಕೂ ಒಂದೇ ಅಡ್ಡ-ವಿಭಾಗದ ವ್ಯಾಸವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ.
ಪೈಪ್ ಬೆಂಡರ್ ಎನ್ನುವುದು ರೋಲ್ಡ್ ಲೋಹವನ್ನು ವಿರೂಪಗೊಳಿಸಲು ವಿನ್ಯಾಸಗೊಳಿಸಲಾದ ಯಂತ್ರಗಳು ಅಥವಾ ಸಾಧನಗಳ ವ್ಯಾಪಕ ಶ್ರೇಣಿಯಾಗಿದ್ದು, ಅಗತ್ಯವಿರುವ ಬಾಗುವ ಕೋನ ಮತ್ತು ತ್ರಿಜ್ಯವನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳುತ್ತದೆ. ವಿವಿಧ ಸಂರಚನೆಗಳು ಮತ್ತು ಗಾತ್ರಗಳ ವಿವಿಧ ಉದ್ದೇಶಗಳಿಗಾಗಿ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣದಲ್ಲಿ ಸಾಧನಗಳನ್ನು ಸಕ್ರಿಯವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಪೈಪ್ ಬೆಂಡರ್ಗಳ ವರ್ಗೀಕರಣ
ಎಲ್ಲಾ ಆಧುನಿಕ ಪೈಪ್ ಬೆಂಡರ್ಗಳು ಈ ಕೆಳಗಿನ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತವೆ:
- 180 ಡಿಗ್ರಿಗಳಷ್ಟು ಕೋನದಲ್ಲಿ ಬಾಗುವ ಸಾಧ್ಯತೆ;
- ಅಲ್ಯೂಮಿನಿಯಂ, ತಾಮ್ರ, ಉಕ್ಕು ಮತ್ತು ಪಾಲಿಮರ್ ಸಂಯೋಜನೆಗಳನ್ನು ಒಳಗೊಂಡಂತೆ ವಿವಿಧ ವಸ್ತುಗಳಿಂದ ಮಾಡಿದ ಕೊಳವೆಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವ ಸಾಮರ್ಥ್ಯ.
ಅಂತಹ ಸಾಧನಗಳನ್ನು ಬಳಸಿದ ಡ್ರೈವ್ ಪ್ರಕಾರವನ್ನು ಈ ಕೆಳಗಿನ ವರ್ಗಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ:
- ಹಸ್ತಚಾಲಿತ ಮಾರ್ಪಾಡುಗಳು
, ನಿಯಮದಂತೆ, ಸಣ್ಣ ವ್ಯಾಸದ ಪೈಪ್ಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡಲು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ.ಸಾಧನವು ಕಾಲರ್ನಿಂದ ನಡೆಸಲ್ಪಡುತ್ತದೆ, ಇದಕ್ಕೆ ಗಮನಾರ್ಹವಾದ ಸ್ನಾಯುವಿನ ಪ್ರಯತ್ನವನ್ನು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ. - ಹೈಡ್ರಾಲಿಕ್ ಮಾರ್ಪಾಡುಗಳು
3 ಇಂಚುಗಳಷ್ಟು ವ್ಯಾಸವನ್ನು ಮೀರದ ಪೈಪ್ಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡಲು ಅತ್ಯುತ್ತಮ ಆಯ್ಕೆಯಾಗಿದೆ. ಹೈಡ್ರಾಲಿಕ್ ಸಾಧನಗಳ ಕಾರ್ಯಾಚರಣೆಯು ಅತಿಯಾದ ದೈಹಿಕ ಶ್ರಮವಿಲ್ಲದೆ ಪೈಪ್ಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ. ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ಮೊಬೈಲ್ ಮತ್ತು ಸ್ಥಾಯಿ ಹೈಡ್ರಾಲಿಕ್ ಪೈಪ್ ಬೆಂಡರ್ಗಳಿವೆ. - ಎಲೆಕ್ಟ್ರೋಮೆಕಾನಿಕಲ್ ಮಾರ್ಪಾಡುಗಳು
ಹೆಚ್ಚಿನ ನಿಖರವಾದ ಬಾಗುವಿಕೆಯನ್ನು ನಿರ್ವಹಿಸಲು ವಿನ್ಯಾಸಗೊಳಿಸಲಾದ ಸಾರ್ವತ್ರಿಕ ಸಾಧನಗಳೊಂದಿಗೆ ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ಪ್ರಸ್ತುತಪಡಿಸಲಾಗಿದೆ. ಅಂತಹ ಪೈಪ್ ಬೆಂಡರ್ಗಳ ಮುಖ್ಯ ಪ್ರಯೋಜನವೆಂದರೆ ಹಾನಿಯ ಬೆದರಿಕೆಯಿಲ್ಲದೆ ತೆಳುವಾದ ಗೋಡೆಯ ಸುತ್ತಿಕೊಂಡ ಲೋಹದ ಉತ್ಪನ್ನಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವ ಸಾಮರ್ಥ್ಯ.
ಬಾಗುವ ವಿಧಾನ ಮತ್ತು ಕೆಲಸದ ಭಾಗ ಸಂರಚನೆಯ ಪ್ರಕಾರ, ಉಪಕರಣವು ಹೀಗಿರಬಹುದು:
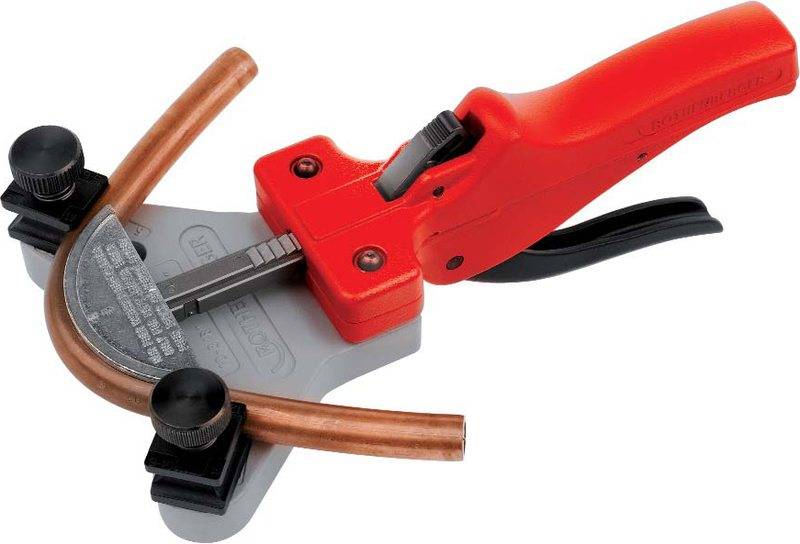
ಅಡ್ಡಬಿಲ್ಲು
, ಬದಲಾಯಿಸಬಹುದಾದ ಲೋಹದ ಮಾರ್ಗದರ್ಶಿ ಅಚ್ಚನ್ನು ವಿರೂಪಗೊಳಿಸುವ ಅಂಶವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ, ಇದನ್ನು ನಿರ್ದಿಷ್ಟ ಪೈಪ್ ವ್ಯಾಸಕ್ಕೆ ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ.

ವಿಭಾಗ
, ಸುತ್ತಿಕೊಂಡ ಲೋಹವನ್ನು ವಿಶೇಷ ವಿಭಾಗದಿಂದ ಎಳೆಯಲಾಗುತ್ತದೆ, ಅದು ಪೈಪ್ ಅನ್ನು ಸ್ವತಃ ಸುತ್ತುತ್ತದೆ.

ಫೋಟೋದಲ್ಲಿ - ಮ್ಯಾಂಡ್ರೆಲ್ ಯಂತ್ರ
ಡೋರ್ನೋವ್
, ಅಲ್ಲಿ ಸುತ್ತಿಕೊಂಡ ಲೋಹದೊಂದಿಗೆ ಕೆಲಸವನ್ನು ಹೊರಗಿನಿಂದ ಮತ್ತು ಪೈಪ್ನ ಒಳಗಿನಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ. ಈ ವೈಶಿಷ್ಟ್ಯವು ಲೋಹದ ಛಿದ್ರ ಅಥವಾ ಒಳಗಿನ ವ್ಯಾಸದ ಉದ್ದಕ್ಕೂ ಸುಕ್ಕುಗಟ್ಟುವಿಕೆಯ ಬೆದರಿಕೆಯಿಲ್ಲದೆ ತೆಳುವಾದ ಗೋಡೆಯ ಪೈಪ್ಗಳ ಸಂರಚನೆಯನ್ನು ಬದಲಾಯಿಸಲು ಸಾಧನವನ್ನು ಬಳಸಲು ಅನುಮತಿಸುತ್ತದೆ.








ಪೈಪ್ ಬಾಗುವ ತಂತ್ರಜ್ಞಾನ
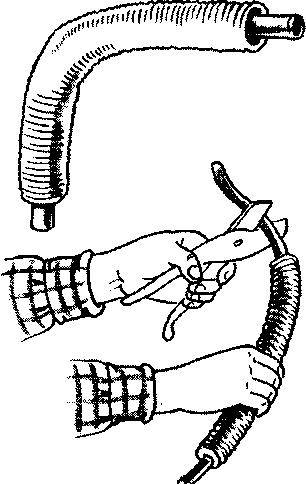
ಬಾಹ್ಯ ವಸಂತದ ಮೂಲಕ ಕೊಳವೆಗಳ ಸಂರಚನೆಯನ್ನು ಬದಲಾಯಿಸುವ ಸೂಚನೆಯು ಈ ಕೆಳಗಿನಂತಿರುತ್ತದೆ:
- ವಸಂತವನ್ನು ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಮೇಲೆ ಹಾಕಲಾಗುತ್ತದೆ;
- ನಂತರ ಪೈಪ್ ಅನ್ನು ವಸಂತದಿಂದ 20 ಸೆಂ.ಮೀ ದೂರದಲ್ಲಿ ಎರಡೂ ಕೈಗಳಿಂದ ಗ್ರಹಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಬಯಸಿದ ಕೋನವನ್ನು ಪಡೆಯುವವರೆಗೆ ಬಾಗುತ್ತದೆ;
- ಬಯಸಿದ ಕೋನವನ್ನು ಪಡೆದ ನಂತರ, ವಸಂತವು ಅದರ ಅಕ್ಷದ ಸುತ್ತ ತಿರುಗುತ್ತದೆ ಮತ್ತು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ.

ಆಂತರಿಕ ವಸಂತದ ಬಳಕೆಯು ವಿಭಿನ್ನವಾಗಿದೆ, ಸಾಧನವನ್ನು ಪೈಪ್ನ ತುದಿಯಿಂದ ಸೇರಿಸಲಾಗುತ್ತದೆ, ನಂತರ ಅದನ್ನು ಹೊರತೆಗೆಯಬಹುದು.
ಪೈಪ್ನ ಬಾಗಿದ ತುದಿಯನ್ನು ಪೈಪ್ ಬೆಂಡರ್ ಬಳಸಿ ಪಡೆಯಬಹುದು. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಸಾಧನವು ಅದರ ಮಾರ್ಪಾಡಿಗೆ ಅನುಗುಣವಾಗಿ, ಅಗತ್ಯವಿರುವ ನಿಯತಾಂಕಗಳಿಗೆ ಕಾನ್ಫಿಗರ್ ಮಾಡಲಾಗಿದೆ. ನಂತರ ಪೈಪ್ ಅನ್ನು ಸ್ವೀಕರಿಸುವ ಅಂತರಕ್ಕೆ ಸೇರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಸಾಧನವು ಒಂದು ಅಥವಾ ಇನ್ನೊಂದು ಡ್ರೈವ್ನಿಂದ ನಡೆಸಲ್ಪಡುತ್ತದೆ.
ಕೊಳವೆಗಳನ್ನು ಬಗ್ಗಿಸುವ ಸರಳ ಮಾರ್ಗಗಳು
ಕೈಯಿಂದ ಬಾಗಿದ
ಬಾಗಿದ ಕೊಳವೆಗಳನ್ನು ಬಳಸಿಕೊಂಡು ನೀವು ಸಂಕೀರ್ಣ ರಚನೆಯನ್ನು ಸ್ಥಾಪಿಸಬೇಕಾದರೆ ಹತಾಶೆ ಮಾಡಬೇಡಿ, ಆದರೆ ಯಾವುದೇ ವೃತ್ತಿಪರ ಸಾಧನ ಲಭ್ಯವಿಲ್ಲ. ಅಪೇಕ್ಷಿತ ಬಾಗುವ ಕೋನದೊಂದಿಗೆ ಖಾಲಿ ಜಾಗವನ್ನು ಮುಂಚಿತವಾಗಿ ಖರೀದಿಸಲು ಸಾಧ್ಯವಾಗದಿದ್ದರೂ ಸಹ, ನೀವು ಕೆಲಸಕ್ಕಾಗಿ ಭಾಗಗಳನ್ನು ನೀವೇ, ಮನೆಯಲ್ಲಿ ಮತ್ತು ಕನಿಷ್ಠ ಸಾಧನಗಳೊಂದಿಗೆ ಮಾಡಬಹುದು.
ಹೇಗೆ ವರ್ತಿಸಬೇಕು? ನಿಮ್ಮ ಕೈಗಳಿಂದ ರಚನೆಯನ್ನು ಪಡೆದುಕೊಳ್ಳಿ, ಅದನ್ನು ಬಿಗಿಯಾಗಿ ಹಿಡಿದುಕೊಳ್ಳಿ ಮತ್ತು ಕ್ರಮೇಣ ಬಾಗಿ. ಭಾಗಕ್ಕೆ ಹಾನಿಯಾಗದಂತೆ ಎಚ್ಚರಿಕೆ ವಹಿಸಿ. ನಯವಾಗಿ, ಸೆಂಟಿಮೀಟರ್ನಿಂದ ಸೆಂಟಿಮೀಟರ್, ಪೈಪ್ನ ಉದ್ದಕ್ಕೂ ಚಲಿಸುತ್ತದೆ. ನೀವು 5-6 ವಿಧಾನಗಳಲ್ಲಿ ಕುಶಲತೆಯನ್ನು ಪುನರಾವರ್ತಿಸಬೇಕಾಗಿದೆ. ಎಲ್ಲಾ ಸಂದರ್ಭಗಳಲ್ಲಿ ಹಸ್ತಚಾಲಿತ ಕೆಲಸವು ಸೂಕ್ತವಲ್ಲ, ಏಕೆಂದರೆ ಅಲ್ಯೂಮಿನಿಯಂ ಪೈಪ್ ಅನ್ನು ಬಾಗಿಸುವುದು, ಉದಾಹರಣೆಗೆ, ಲೋಹದ ಉತ್ಪನ್ನದೊಂದಿಗೆ ಅದೇ ರೀತಿ ಮಾಡುವುದಕ್ಕಿಂತ ಸುಲಭವಾಗಿದೆ.
ಟ್ಯೂಬ್ ಅನ್ನು ಬಗ್ಗಿಸಬಹುದು ಪೈಪ್ ಬೆಂಡರ್ ಇಲ್ಲದೆ - ಕೈಯಿಂದ
16-20 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವಾಗ ಹಸ್ತಚಾಲಿತ ವಿಧಾನವು ಪರಿಣಾಮಕಾರಿಯಾಗಿದೆ. ದೊಡ್ಡ ಕಟ್ನೊಂದಿಗೆ, ಪ್ರಕ್ರಿಯೆಯು ವಿಸ್ತರಿಸುತ್ತದೆ ಮತ್ತು ಹೆಚ್ಚು ಪ್ರಯಾಸಕರವಾಗಿರುತ್ತದೆ, ಆದರೆ ಇದು ನಿಜ.
ಬಿಸಿ ವಿಧಾನವನ್ನು ಬಳಸುವುದು
ನಾವು ಅಲ್ಯೂಮಿನಿಯಂ ಅನ್ನು ಕಂಡುಕೊಂಡಿದ್ದೇವೆ, ಆದರೆ ಫಲಿತಾಂಶವು ನಿರಾಶೆಗೊಳ್ಳದಂತೆ ಲೋಹದ ಪೈಪ್ ಅನ್ನು ನಿಮ್ಮದೇ ಆದ ಮೇಲೆ ಬಗ್ಗಿಸುವುದು ಹೇಗೆ? ಗ್ಯಾಸ್ ಬರ್ನರ್ ಸಮಸ್ಯೆಯನ್ನು ಪರಿಹರಿಸುತ್ತದೆ.
ಕ್ರಿಯೆಯ ಅಲ್ಗಾರಿದಮ್:
- ನಾವು ಲೋಹದ ವಿಭಾಗವನ್ನು ವೈಸ್ನಲ್ಲಿ ಸರಿಪಡಿಸುತ್ತೇವೆ.
- ಭವಿಷ್ಯದ ಬೆಂಡ್ನ ವಿಭಾಗವನ್ನು ನಾವು ಬೆಚ್ಚಗಾಗಿಸುತ್ತೇವೆ.
- ಸ್ಕೇಲ್ ಕಾಣಿಸಿಕೊಂಡಾಗ, ಬಾಗಲು ಮುಂದುವರಿಯಿರಿ.
ಕೆಲಸವನ್ನು ಯಾವಾಗ ಪ್ರಾರಂಭಿಸಬೇಕು ಎಂದು ನಿಮಗೆ ಹೇಗೆ ಗೊತ್ತು? ವಸ್ತುವು ಅಲ್ಯೂಮಿನಿಯಂ ಆಗಿದ್ದರೆ, ಪೈಪ್ನ ಮೇಲ್ಮೈಗೆ ಹತ್ತಿರವಿರುವ ಕಾಗದದ ಹಾಳೆಯನ್ನು ಹಿಡಿದುಕೊಳ್ಳಿ. ಸಿಗ್ನಲ್ ಅದರ ದಹನ ಅಥವಾ ಹೊಗೆಯ ನೋಟವಾಗಿರುತ್ತದೆ. ಇತರ ಲೋಹವಾಗಿದ್ದರೆ, ಬಿಸಿಯಾದ ಪ್ರದೇಶವು ಕೆಂಪು ಬಣ್ಣಕ್ಕೆ ತಿರುಗುತ್ತದೆ.
ದಯವಿಟ್ಟು ಗಮನಿಸಿ: ಕಲಾಯಿ ಮಾಡಿದ ಭಾಗಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡಲು ತಾಪನ ವಿಧಾನವು ಸೂಕ್ತವಲ್ಲ - ಲೇಪನಕ್ಕೆ ಹಾನಿ ಖಾತರಿಪಡಿಸುತ್ತದೆ, ಲೇಪನವು ನಿಷ್ಪ್ರಯೋಜಕವಾಗುತ್ತದೆ

ಪೈಪ್ಗಳನ್ನು ಸುರಕ್ಷಿತವಾಗಿ ಬಗ್ಗಿಸಲು ತಾಪನವು ಪರಿಣಾಮಕಾರಿ ಮಾರ್ಗವಾಗಿದೆ
ನಾವು ಭರ್ತಿಸಾಮಾಗ್ರಿಗಳನ್ನು ಬಳಸುತ್ತೇವೆ - ಮರಳು ಮತ್ತು ನೀರು
ಭರ್ತಿಸಾಮಾಗ್ರಿಗಳ ಬಳಕೆಯು ಸುಕ್ಕುಗಟ್ಟಿದ ಪೈಪ್ ಮತ್ತು ದೊಡ್ಡ ವ್ಯಾಸದ ಅಲ್ಯೂಮಿನಿಯಂ ತುಣುಕುಗಳನ್ನು ಬಗ್ಗಿಸಲು ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ.
ಮರಳಿನೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವುದು ಹೇಗೆ:
- ನಾವು ರಚನೆಯೊಳಗೆ ಮರಳನ್ನು ತುಂಬುತ್ತೇವೆ, ಪೈಪ್ನ ತುದಿಗಳಲ್ಲಿ ಪ್ಲಗ್ಗಳನ್ನು ಹಾಕುತ್ತೇವೆ (ಬಿಗಿಗಾಗಿ ವೀಕ್ಷಿಸಿ);
- ವೈಸ್ನಲ್ಲಿ ಭಾಗವನ್ನು ಸರಿಪಡಿಸಿ;
- ನಾವು ಬೆಂಡ್ನ ಸ್ಥಳವನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಕಬ್ಬಿಣ ಅಥವಾ ಗ್ಯಾಸ್ ಬರ್ನರ್ನೊಂದಿಗೆ ಬಿಸಿಮಾಡುತ್ತೇವೆ;
- ಪ್ರದೇಶವು ಬಿಸಿಯಾದಾಗ, ರಬ್ಬರ್ ಮ್ಯಾಲೆಟ್ ಅಥವಾ ಮರದ ಮ್ಯಾಲೆಟ್ನೊಂದಿಗೆ ರಚನೆಯನ್ನು ಬಗ್ಗಿಸಿ, ಬಿಸಿಯಾದ ಮೇಲ್ಮೈಯಲ್ಲಿ ನಿಧಾನವಾಗಿ ಟ್ಯಾಪ್ ಮಾಡಿ;
- ಕುಶಲತೆಯ ಪೂರ್ಣಗೊಂಡ ನಂತರ, ನಾವು ಪ್ಲಗ್ಗಳನ್ನು ತೆಗೆದುಹಾಕುತ್ತೇವೆ, ಕುಳಿಗಳಿಂದ ಮರಳನ್ನು ತೆಗೆದುಹಾಕುತ್ತೇವೆ - ಎಲ್ಲವೂ ಸಿದ್ಧವಾಗಿದೆ.
ಮರಳು ಪೈಪ್ ಅನ್ನು ವಿರೂಪ ಮತ್ತು ಅಸಮ ಬಾಗುವಿಕೆಯಿಂದ ರಕ್ಷಿಸುತ್ತದೆ.

ಮರಳು ಮತ್ತು ನೀರಿನಿಂದ ಕೆಲಸ ಮಾಡುವಾಗ ಪೈಪ್ ಅನ್ನು ಬಿಗಿಯಾಗಿ ಇರಿಸಿ
ನೀರಿನಿಂದ ಕೆಲಸ ಮಾಡುವ ತತ್ವವು ಬಹುತೇಕ ಒಂದೇ ಆಗಿರುತ್ತದೆ - ನಾವು ನೀರನ್ನು ಭಾಗಕ್ಕೆ ಸುರಿಯುತ್ತೇವೆ, ಪ್ಲಗ್ಗಳನ್ನು ಹಾಕುತ್ತೇವೆ. PVC ಪೈಪ್ ಅಥವಾ ಇನ್ನೊಂದು ವಸ್ತುವಿನಿಂದ ಮಾಡಿದ ಉತ್ಪನ್ನವನ್ನು ಬಗ್ಗಿಸುವ ಮೊದಲು, ನೀರನ್ನು ಫ್ರೀಜ್ ಮಾಡಲು ಬಿಡಿ (ಅದನ್ನು ಫ್ರಾಸ್ಟ್ಗೆ ಒಡ್ಡಿಕೊಳ್ಳಿ ಅಥವಾ ರೆಫ್ರಿಜರೇಟರ್ನಲ್ಲಿ ಇರಿಸಿ). ದ್ರವದ ಘನೀಕರಣದ ನಂತರ, ಅನುವಾದ ಚಲನೆಗಳೊಂದಿಗೆ ನಾವು ರಚನೆಯನ್ನು ಬಯಸಿದ ಬಾಗುವ ತ್ರಿಜ್ಯವನ್ನು ನೀಡುತ್ತೇವೆ.
![§ 29. ಪೈಪ್ ಬೆಂಡಿಂಗ್ [1980 ಮಕಿಯೆಂಕೊ ಎನ್.ಐ. - ಸಾಮಾನ್ಯ ಕೊಳಾಯಿ ಕೋರ್ಸ್]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






ಈ ತತ್ತ್ವದ ಪ್ರಕಾರ, ನೀವು ಎರಡೂ ಲೋಹದ ಹಾಳೆಯನ್ನು ಪೈಪ್ಗೆ ಬಗ್ಗಿಸಬಹುದು (ನೀರು ಮತ್ತು ಮರಳಿನ ಬಳಕೆಯಿಲ್ಲದೆ ಮಾತ್ರ), ಮತ್ತು ಪೈಪ್ಗೆ ಬೆಂಡ್ ನೀಡಿ.
ಶಾಖ ಚಿಕಿತ್ಸೆಯ ವಿಧಾನ

ಲೋಹದ ಪೈಪ್ಗೆ ಸಂಬಂಧಿಸಿದಂತೆ, ನಿಮ್ಮ ಸಹಾಯಕ ಅನಿಲ ಬರ್ನರ್ ಆಗಿರಬೇಕು. ನಾವು ಹಂತಗಳಲ್ಲಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತೇವೆ.
- ವೈಸ್ ಸಹಾಯದಿಂದ, ಪೈಪ್ನ ಲೋಹದ ವಿಭಾಗವನ್ನು ನಿವಾರಿಸಲಾಗಿದೆ.
- ಬೆಂಡ್ನ ಉದ್ದೇಶಿತ ವಿಭಾಗವನ್ನು ಗ್ಯಾಸ್ ಬರ್ನರ್ನೊಂದಿಗೆ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ.
- ಪ್ರಮಾಣದ ಕಾಣಿಸಿಕೊಂಡ ನಂತರ, ನಾವು ಬೆಂಡ್ ಅನ್ನು ಕೈಗೊಳ್ಳುತ್ತೇವೆ.
ಬೆಂಡ್ನ ಆರಂಭದ ಕ್ಷಣವನ್ನು ಹಿಡಿಯುವುದು ಮುಖ್ಯವಾಗಿದೆ. ಪೈಪ್ ಅಲ್ಯೂಮಿನಿಯಂ ಆಗಿದ್ದರೆ, ಅದಕ್ಕೆ ಕಾಗದದ ಹಾಳೆಯನ್ನು ತರುವುದು ಅವಶ್ಯಕ
ಅದು ಬೆಳಗಿದರೆ ಅಥವಾ ಧೂಮಪಾನ ಮಾಡಿದರೆ, ನೀವು ಪ್ರಾರಂಭಿಸಬಹುದು. ಪೈಪ್ ಅನ್ನು ಮತ್ತೊಂದು ಲೋಹದಿಂದ ಮಾಡಿದ್ದರೆ, ತಾಪನ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಕೆಂಪು ಬಣ್ಣವು ಸಿಗ್ನಲ್ ಆಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ. ಕಲಾಯಿ ಪೈಪ್ಗಳನ್ನು ಬಾಗಿಸುವಾಗ ಶಾಖ ಚಿಕಿತ್ಸೆಯ ವಿಧಾನವನ್ನು ಬಳಸಲಾಗುವುದಿಲ್ಲ. ಹೆಚ್ಚಿನ ತಾಪಮಾನವು ಲೇಪನವನ್ನು ಹಾನಿಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಲೇಪನವನ್ನು ನಿಷ್ಪ್ರಯೋಜಕಗೊಳಿಸುತ್ತದೆ. ನಾವು ಚದರ ಪೈಪ್ ಅನ್ನು ಬಾಗಿಸುವ ಬಗ್ಗೆ ಮಾತನಾಡುತ್ತಿದ್ದರೆ, ಶಕ್ತಿಯುತ ಬ್ಲೋಟೋರ್ಚ್ ಅಥವಾ ಬರ್ನರ್ ಇಲ್ಲದೆ ನೀವು ಮಾಡಲು ಸಾಧ್ಯವಿಲ್ಲ ಎಂದು ನೀವು ತಿಳಿದುಕೊಳ್ಳಬೇಕು. ಮತ್ತು ಮುಖ್ಯವಾಗಿ, ಕೆಲಸದ ಪ್ರಾರಂಭದಲ್ಲಿ, ಅಂತಹ ಉತ್ಪನ್ನವನ್ನು ಎಲ್ಲಾ ಕಡೆಯಿಂದ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ.
ಪೈಪ್ ಬಾಗುವ ತ್ರಿಜ್ಯ
ಪೈಪ್ ಬಾಗುವ ತ್ರಿಜ್ಯ
ಪೈಪ್ ಬಾಗುವುದು ತಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ, ಇದರ ಪರಿಣಾಮವಾಗಿ, ಬಾಹ್ಯ ಹೊರೆಗಳ ಪ್ರಭಾವದ ಅಡಿಯಲ್ಲಿ, ಪೈಪ್ನ ಜ್ಯಾಮಿತೀಯ ಅಕ್ಷದ ಇಳಿಜಾರು ಬದಲಾಗುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಪೈಪ್ ಗೋಡೆಗಳ ಲೋಹದಲ್ಲಿ ಸ್ಥಿತಿಸ್ಥಾಪಕ ಮತ್ತು ಸ್ಥಿತಿಸ್ಥಾಪಕ-ಪ್ಲಾಸ್ಟಿಕ್ ವಿರೂಪಗಳು ಸಂಭವಿಸುತ್ತವೆ. ಕ್ಯಾಂಬರ್ನ ಹೊರ ಭಾಗದಲ್ಲಿ ಕರ್ಷಕ ಒತ್ತಡಗಳು ಉಂಟಾಗುತ್ತವೆ ಮತ್ತು ಒಳ ಭಾಗದಲ್ಲಿ ಸಂಕುಚಿತ ಒತ್ತಡಗಳು ಉಂಟಾಗುತ್ತವೆ. ಈ ಒತ್ತಡಗಳ ಪರಿಣಾಮವಾಗಿ, ಬಾಗುವ ಅಕ್ಷಕ್ಕೆ ಸಂಬಂಧಿಸಿದಂತೆ ಪೈಪ್ನ ಹೊರ ಗೋಡೆಯು ವಿಸ್ತರಿಸಲ್ಪಟ್ಟಿದೆ ಮತ್ತು ಒಳಗಿನ ಗೋಡೆಯು ಸಂಕುಚಿತಗೊಳ್ಳುತ್ತದೆ. ಪೈಪ್ ಅನ್ನು ಬಗ್ಗಿಸುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಅಡ್ಡ ವಿಭಾಗದ ಆಕಾರದಲ್ಲಿ ಬದಲಾವಣೆಯು ಸಂಭವಿಸುತ್ತದೆ - ಪೈಪ್ನ ಆರಂಭಿಕ ವಾರ್ಷಿಕ ಪ್ರೊಫೈಲ್ ಅಂಡಾಕಾರದ ಒಂದಾಗಿ ಬದಲಾಗುತ್ತದೆ. ವಿಭಾಗದ ದೊಡ್ಡ ಅಂಡಾಕಾರವನ್ನು ಕ್ಯಾಂಬರ್ನ ಮಧ್ಯ ಭಾಗದಲ್ಲಿ ಗಮನಿಸಬಹುದು ಮತ್ತು ಕ್ಯಾಂಬರ್ನ ಪ್ರಾರಂಭ ಮತ್ತು ಅಂತ್ಯದ ಕಡೆಗೆ ಕಡಿಮೆಯಾಗುತ್ತದೆ.ಬಾಗುವ ಸಮಯದಲ್ಲಿ ಹೆಚ್ಚಿನ ಕರ್ಷಕ ಮತ್ತು ಸಂಕುಚಿತ ಒತ್ತಡಗಳು ಬೆಂಡ್ನ ಕೇಂದ್ರ ಭಾಗದಲ್ಲಿ ಸಂಭವಿಸುತ್ತವೆ ಎಂಬ ಅಂಶದಿಂದ ಇದನ್ನು ವಿವರಿಸಲಾಗಿದೆ. ಬೆಂಡ್ನಲ್ಲಿನ ವಿಭಾಗದ ಅಂಡಾಕಾರವು ಮೀರಬಾರದು: 19 ಎಂಎಂ ವರೆಗಿನ ವ್ಯಾಸದ ಪೈಪ್ಗಳಿಗೆ - 15%, 20 ಎಂಎಂ ಅಥವಾ ಅದಕ್ಕಿಂತ ಹೆಚ್ಚಿನ ವ್ಯಾಸದ ಪೈಪ್ಗಳಿಗೆ - 12.5%. ಶೇಕಡಾವಾರು ವಿಭಾಗದ Q ನ ಅಂಡಾಕಾರವನ್ನು ಸೂತ್ರದಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ:
ಅಲ್ಲಿ Dmax, Dmin, Dnom ಗಳು ಬೆಂಡ್ನಲ್ಲಿರುವ ಪೈಪ್ಗಳ ಗರಿಷ್ಠ, ಕನಿಷ್ಠ ಮತ್ತು ನಾಮಮಾತ್ರದ ಹೊರಗಿನ ವ್ಯಾಸಗಳಾಗಿವೆ.
ಬಾಗುವ ಸಮಯದಲ್ಲಿ ಅಂಡಾಕಾರದ ರಚನೆಗೆ ಹೆಚ್ಚುವರಿಯಾಗಿ, ವಿಶೇಷವಾಗಿ ತೆಳುವಾದ ಗೋಡೆಯ ಕೊಳವೆಗಳಿಗೆ, ಮಡಿಕೆಗಳು (ಸುಕ್ಕುಗಳು) ಕೆಲವೊಮ್ಮೆ ಬೆಂಡ್ನ ಕಾನ್ಕೇವ್ ಭಾಗದಲ್ಲಿ ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತವೆ. ಅಂಡಾಕಾರದ ಮತ್ತು ಸುಕ್ಕುಗಳು ಪೈಪ್ಲೈನ್ನ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಪ್ರತಿಕೂಲವಾಗಿ ಪರಿಣಾಮ ಬೀರುತ್ತವೆ, ಏಕೆಂದರೆ ಅವುಗಳು ಹರಿವಿನ ಪ್ರದೇಶವನ್ನು ಕಡಿಮೆಗೊಳಿಸುತ್ತವೆ, ಹೈಡ್ರಾಲಿಕ್ ಪ್ರತಿರೋಧವನ್ನು ಹೆಚ್ಚಿಸುತ್ತವೆ ಮತ್ತು ಸಾಮಾನ್ಯವಾಗಿ ಪೈಪ್ಲೈನ್ನ ಅಡಚಣೆ ಮತ್ತು ಹೆಚ್ಚಿದ ತುಕ್ಕುಗಳ ಸ್ಥಳವಾಗಿದೆ.
Gosgortekhnadzor ನ ಅಗತ್ಯತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ, ಉಕ್ಕಿನ ಕೊಳವೆಗಳು, ಬಾಗುವಿಕೆಗಳು, ಸರಿದೂಗಿಸುವವರು ಮತ್ತು ಪೈಪ್ಲೈನ್ಗಳ ಇತರ ಬಾಗಿದ ಅಂಶಗಳ ಬಾಗುವ ತ್ರಿಜ್ಯಗಳು ಕನಿಷ್ಠ ಈ ಕೆಳಗಿನ ಮೌಲ್ಯಗಳನ್ನು ಹೊಂದಿರಬೇಕು:
ಮರಳಿನೊಂದಿಗೆ ಪೂರ್ವ-ಸ್ಟಫಿಂಗ್ನೊಂದಿಗೆ ಮತ್ತು ತಾಪನದೊಂದಿಗೆ ಬಾಗುವಾಗ - ಕನಿಷ್ಠ 3.5 DH.
ಮರಳು ಮಾಡದೆಯೇ ತಣ್ಣನೆಯ ಸ್ಥಿತಿಯಲ್ಲಿ ಪೈಪ್ ಬಾಗುವ ಯಂತ್ರಗಳ ಮೇಲೆ ಬಾಗುವಾಗ - ಕನಿಷ್ಠ 4DH,
ಮರಳು ತುಂಬುವಿಕೆ ಇಲ್ಲದೆ ಅರೆ ಸುಕ್ಕುಗಟ್ಟಿದ ಮಡಿಕೆಗಳೊಂದಿಗೆ (ಒಂದು ಬದಿಯಲ್ಲಿ) ಬಾಗುವಾಗ, ಗ್ಯಾಸ್ ಬರ್ನರ್ಗಳಿಂದ ಅಥವಾ ವಿಶೇಷ ಕುಲುಮೆಗಳಲ್ಲಿ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ - ಕನಿಷ್ಠ 2.5 DH,
ಹಾಟ್ ಡ್ರಾಯಿಂಗ್ ಅಥವಾ ಸ್ಟಾಂಪಿಂಗ್ ಮೂಲಕ ಮಾಡಿದ ಬಾಗಿದ ಬೆಂಡ್ಗಳಿಗಾಗಿ, ಕನಿಷ್ಠ ಒಂದು DH.
ಮೊದಲ ಮೂರು ಪ್ಯಾರಾಗ್ರಾಫ್ಗಳಲ್ಲಿ ಸೂಚಿಸಿದಕ್ಕಿಂತ ಕಡಿಮೆ ಬಾಗುವ ತ್ರಿಜ್ಯದೊಂದಿಗೆ ಪೈಪ್ಗಳನ್ನು ಬಗ್ಗಿಸಲು ಅನುಮತಿಸಲಾಗಿದೆ, ಬಾಗುವ ವಿಧಾನವು ಲೆಕ್ಕಾಚಾರದಿಂದ ಅಗತ್ಯವಿರುವ ದಪ್ಪದ 15% ಕ್ಕಿಂತ ಹೆಚ್ಚು ಗೋಡೆಯ ತೆಳುವಾಗುವುದನ್ನು ಖಾತರಿಪಡಿಸಿದರೆ.
ಪೈಪ್ ಬಾಗುವಿಕೆಯ ಕೆಳಗಿನ ಮುಖ್ಯ ವಿಧಾನಗಳನ್ನು ಪೈಪ್ ಸಂಗ್ರಹಣೆ ಡಿಪೋಗಳು ಮತ್ತು ಸ್ಥಾವರಗಳು ಮತ್ತು ಅನುಸ್ಥಾಪನಾ ಸ್ಥಳಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ: ಪೈಪ್ ಬಾಗುವ ಯಂತ್ರಗಳು ಮತ್ತು ಫಿಕ್ಚರ್ಗಳ ಮೇಲೆ ಶೀತ ಬಾಗುವುದು, ಕುಲುಮೆಗಳಲ್ಲಿ ಬಿಸಿ ಮಾಡುವ ಪೈಪ್ ಬಾಗುವ ಯಂತ್ರಗಳ ಮೇಲೆ ಬಿಸಿ ಬಾಗುವುದು ಅಥವಾ ಹೆಚ್ಚಿನ ಆವರ್ತನ ಪ್ರವಾಹಗಳು, ಮಡಿಕೆಗಳೊಂದಿಗೆ ಬಾಗುವುದು , ಬಿಸಿ ಬಾಗುವ ಮರಳು ತುಂಬಿದ ಸ್ಥಿತಿ.
ಬಾಗಿದ ಅಂಶವನ್ನು ಪಡೆಯಲು ಅಗತ್ಯವಾದ ಪೈಪ್ L ನ ಉದ್ದವನ್ನು ಸೂತ್ರದಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ:
L = 0.0175 Rα + l,
ಅಲ್ಲಿ R ಎಂಬುದು ಪೈಪ್ ಬೆಂಡ್ ತ್ರಿಜ್ಯ, mm;
α-ಪೈಪ್ ಬಾಗುವ ಕೋನ, ಡಿಗ್ರಿ;
l - 100-300 ಮಿಮೀ ಉದ್ದದ ನೇರ ವಿಭಾಗ, ಬಾಗುವ ಸಮಯದಲ್ಲಿ ಪೈಪ್ ಅನ್ನು ಹಿಡಿಯಲು ಅವಶ್ಯಕ (ಉಪಕರಣದ ವಿನ್ಯಾಸವನ್ನು ಅವಲಂಬಿಸಿ).
1. ಪೈಪ್ ವಿಭಾಗದ ಅಂಡಾಕಾರಕ್ಕೆ ಸಹಿಷ್ಣುತೆಗಳನ್ನು ಹೆಸರಿಸಿ.








2. ಅಂಡಾಕಾರವನ್ನು ಶೇಕಡಾವಾರು ಎಂದು ಹೇಗೆ ಲೆಕ್ಕ ಹಾಕಲಾಗುತ್ತದೆ?
3. ವಿವಿಧ ರೀತಿಯಲ್ಲಿ ಪೈಪ್ಗಳನ್ನು ಬಾಗಿಸುವಾಗ ಗೊಸ್ಗೊರ್ಟೆಕ್ನಾಡ್ಜೋರ್ನ ಅವಶ್ಯಕತೆಗಳಿಂದ ಯಾವ ಬಾಗುವ ತ್ರಿಜ್ಯಗಳನ್ನು ಅನುಮತಿಸಲಾಗಿದೆ?
4. ಬಾಗಿದ ಅಂಶವನ್ನು ಪಡೆಯಲು ಪೈಪ್ನ ಉದ್ದವನ್ನು ಹೇಗೆ ನಿರ್ಧರಿಸುವುದು?
"ಪೈಪ್ ಸಂಸ್ಕರಣೆ" ವಿಭಾಗದ ಎಲ್ಲಾ ವಸ್ತುಗಳು:
● ಪೈಪ್ ಕ್ಲೀನಿಂಗ್ ಮತ್ತು ನೇರಗೊಳಿಸುವಿಕೆ
● ಪೈಪ್ ತುದಿಗಳು, ಫಿಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ರಂಧ್ರಗಳ ಫ್ಲಾಂಗ್
● ಪೈಪ್ಗಳ ಮೇಲೆ ಥ್ರೆಡಿಂಗ್ ಮತ್ತು ಥ್ರೆಡ್ ರೋಲಿಂಗ್
● ಪೈಪ್ ಬಾಗುವ ತ್ರಿಜ್ಯ
● ಕೋಲ್ಡ್ ಪೈಪ್ ಬಾಗುವುದು
● ಹಾಟ್ ಪೈಪ್ ಬಾಗುವುದು
● ಪೈಪ್ ತುದಿಗಳನ್ನು ಕತ್ತರಿಸುವುದು ಮತ್ತು ಸಂಸ್ಕರಿಸುವುದು
● ನಾನ್-ಫೆರಸ್ ಪೈಪ್ಗಳ ಸಂಸ್ಕರಣೆ
● ಪ್ಲಾಸ್ಟಿಕ್ ಮತ್ತು ಗಾಜಿನ ಪೈಪ್ ಸಂಸ್ಕರಣೆ
● ಫಿಟ್ಟಿಂಗ್ಗಳ ತಯಾರಿ ಮತ್ತು ಪರಿಷ್ಕರಣೆ
● ಪೈಪ್ ಅಂಗಡಿಗಳು ಮತ್ತು ಕಾರ್ಯಾಗಾರಗಳಲ್ಲಿ ಗ್ಯಾಸ್ಕೆಟ್ಗಳ ಉತ್ಪಾದನೆ
● ಪೈಪ್ ಸಂಸ್ಕರಣೆಗಾಗಿ ಸುರಕ್ಷತಾ ನಿಯಮಗಳು
ಮನೆಯಲ್ಲಿ ಪೈಪ್ ಬೆಂಡರ್ನೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವುದು ಹೇಗೆ
ಪೈಪ್ ಬೆಂಡರ್ಗಳನ್ನು ವಿಶೇಷ ಕಾರ್ಯವಿಧಾನಗಳು ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ, ಇದು ಕಾರ್ಯಾಚರಣೆಯ ವಿಭಿನ್ನ ತತ್ವದಿಂದ ನಿರೂಪಿಸಲ್ಪಟ್ಟಿದೆ. ಅವರ ಸಹಾಯದಿಂದ, ಪ್ರೊಫೈಲ್ ಮತ್ತು ಸುತ್ತಿನ ಕೊಳವೆಗಳ ಹಸ್ತಚಾಲಿತ ಮತ್ತು ಯಾಂತ್ರಿಕ ಬಾಗುವಿಕೆಯನ್ನು ಉತ್ಪಾದನೆಯಲ್ಲಿ ಅಥವಾ ಮನೆಯಲ್ಲಿ ಅರಿತುಕೊಳ್ಳಲಾಗುತ್ತದೆ.
ಸಣ್ಣ ವ್ಯಾಸದೊಂದಿಗೆ ಪ್ಲಾಸ್ಟಿಕ್ ತೆಳುವಾದ ಗೋಡೆಯ ಅಲ್ಯೂಮಿನಿಯಂ ಉತ್ಪನ್ನಗಳನ್ನು ಬಾಗಿಸಲು ಸೂಕ್ತವಾದ ಕೆಳಗಿನ ರೀತಿಯ ಹಸ್ತಚಾಲಿತ ಪೈಪ್ ಬೆಂಡರ್ಗಳಿವೆ:
- ಲಿವರ್. ಈ ಕಾರ್ಯವಿಧಾನವನ್ನು ವೋಲ್ನೋವ್ ಯಂತ್ರ ಎಂದೂ ಕರೆಯುತ್ತಾರೆ. ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಹಾಕಲು, ಇದು ವಿಶೇಷ ರೂಪವನ್ನು ಒದಗಿಸುತ್ತದೆ. ಬಾಗುವ ಪ್ರಕ್ರಿಯೆಯು ಸ್ವತಃ ಪೈಪ್ ಅನ್ನು ಬಿಸಿ ಮಾಡುವ ಅಗತ್ಯವಿರುವುದಿಲ್ಲ, ಮತ್ತು ಹತೋಟಿ ಮೂಲಕ ನಡೆಸಲಾಗುತ್ತದೆ. ಆಕಾರವು ನಿರ್ದಿಷ್ಟ ವ್ಯಾಸಕ್ಕೆ ಅನುರೂಪವಾಗಿದೆ.
- ಅಡ್ಡಬಿಲ್ಲು. ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಸರಿಪಡಿಸಿದ ರಚನೆಯು ಬಾಗುವ ವಿಭಾಗವನ್ನು ಹೊಂದಿದ್ದು ಅದು ಪೈಪ್ನ ಮಧ್ಯದಲ್ಲಿ ತುದಿಗಳಿಂದ ಎದುರು ಬದಿಯಿಂದ ತಳ್ಳುತ್ತದೆ.
- ವಸಂತ. ಬಾಗುವ ಮೊದಲು, ಪೈಪ್ ಅನ್ನು ಸ್ಪ್ರಿಂಗ್ನೊಂದಿಗೆ ಅಳವಡಿಸಲಾಗಿದೆ, ಅದನ್ನು ಉತ್ಪನ್ನದೊಳಗೆ ಹಾಕಲಾಗುತ್ತದೆ. ಇದಲ್ಲದೆ, ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಬಿಸಿ ಮಾಡಬಹುದು ಅಥವಾ ಕೋಲ್ಡ್ ಬಾಗುವ ವಿಧಾನವನ್ನು ಬಳಸಬಹುದು. ಕಾರ್ಯವಿಧಾನದ ಕೊನೆಯಲ್ಲಿ, ವಸಂತವನ್ನು ತೆಗೆದುಹಾಕಬೇಕು.

ಯಂತ್ರ ಬಾಗುವಿಕೆಯ ಸಹಾಯದಿಂದ, ವಿವಿಧ ವ್ಯಾಸಗಳು ಮತ್ತು ಆಕಾರಗಳ ಅಲ್ಯೂಮಿನಿಯಂ ಟ್ಯೂಬ್ ಅನ್ನು ಹೇಗೆ ಬಗ್ಗಿಸುವುದು ಮತ್ತು ಹೇಗೆ ನೇರಗೊಳಿಸುವುದು ಎಂಬ ಪ್ರಶ್ನೆಯನ್ನು ಪರಿಹರಿಸಲು ಸಾಧ್ಯವಿದೆ. ಹಾನಿಯ ಅಪಾಯವು ಬಹುತೇಕ ಶೂನ್ಯಕ್ಕೆ ಕಡಿಮೆಯಾಗುತ್ತದೆ.








ಈ ಕಾರ್ಯವಿಧಾನಗಳು ಎಲೆಕ್ಟ್ರೋಮೆಕಾನಿಕಲ್ ಅಥವಾ ಹೈಡ್ರಾಲಿಕ್ ಕಾರ್ಯಾಚರಣೆಯ ತತ್ವವನ್ನು ಹೊಂದಬಹುದು, ಇದು ಮುಂದಿಟ್ಟಿರುವ ಅವಶ್ಯಕತೆಗಳ ಪ್ರಕಾರ ಕೆಲಸದ ನಿಖರವಾದ ಫಲಿತಾಂಶವನ್ನು ಖಾತರಿಪಡಿಸುತ್ತದೆ.



