- ಕೆಲಸದ ಹಂತಗಳು
- ಪಿಇ ಪೈಪ್ ಸಂಪರ್ಕಗಳ ವಿಧಗಳು
- ವಿಶೇಷತೆಗಳು
- ನಾವು ವೆಲ್ಡ್ನ ಗುಣಮಟ್ಟವನ್ನು ನಿಯಂತ್ರಿಸುತ್ತೇವೆ
- ವೆಲ್ಡಿಂಗ್ ನಿಯತಾಂಕಗಳು ಮತ್ತು ಕಾರ್ಯಾಚರಣೆಗಳ ಅನುಕ್ರಮ
- ನಮ್ಮ ವೆಬ್ಸೈಟ್ನಲ್ಲಿ ಈ ವಿಷಯದ ಕುರಿತು ಇನ್ನಷ್ಟು:
- ವೆಲ್ಡಿಂಗ್ ಸೂಚನೆ
- ಮೂಲ ನಿಯಮಗಳು
- ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಸಂಪರ್ಕ
- ಬಟ್ ವೆಲ್ಡಿಂಗ್
- ಬೆಲ್ ತಂತ್ರಜ್ಞಾನ
- ಬೆಸುಗೆ ಹಾಕುವ ಪಿಇ ಕೊಳವೆಗಳಿಗೆ ಪ್ರಸರಣ ವಿಧಾನ
- ಉತ್ಪನ್ನವನ್ನು ಬಗ್ಗಿಸುವುದು ಅಥವಾ ನೇರಗೊಳಿಸುವುದು ಹೇಗೆ
- ಪೈಪ್ ಬಾಗುವ ವಿಧಾನಗಳ ಅವಲೋಕನ
- ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಬಗ್ಗಿಸಲು ಪರಿಣಾಮಕಾರಿ ವಿಧಾನಗಳು
- ಬಟ್ ವೆಲ್ಡಿಂಗ್
- ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಅನ್ನು ಬಳಸುವ ಸಾಮರ್ಥ್ಯಗಳು
ಕೆಲಸದ ಹಂತಗಳು
ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ವಿಧಾನವನ್ನು ಬಳಸಿಕೊಂಡು ಪಾಲಿಥಿಲೀನ್ ರೇಖೆಗಳ ಡು-ಇಟ್-ನೀವೇ ವೆಲ್ಡಿಂಗ್ ಸಾಧ್ಯ.
ಸೂಚನೆಯನ್ನು ಈ ಕೆಳಗಿನಂತೆ ಪ್ರಸ್ತುತಪಡಿಸಬಹುದು:
- ತಯಾರಿ;
- ಕೇಂದ್ರೀಕರಣದೊಂದಿಗೆ ಫಿಕ್ಸಿಂಗ್ ಮತ್ತು ಜೋಡಣೆಯ ಸ್ಥಾಪನೆ;
- ಜೋಡಣೆಗೆ ವೆಲ್ಡರ್ನ ಸಂಪರ್ಕ;
- ವೆಲ್ಡಿಂಗ್;
- ಸಂಪರ್ಕದ ಅಡಿಯಲ್ಲಿ ಸಾಧನವನ್ನು ತೆಗೆಯುವುದು.

ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಮನೆಯಲ್ಲಿಯೇ ಮಾಡಬೇಕೆಂಬುದರ ಹೊರತಾಗಿಯೂ, ತುದಿಗಳನ್ನು ಇನ್ನೂ ವಿಶೇಷ ಉಪಕರಣದಿಂದ ಕತ್ತರಿಸಬೇಕು - ಪೈಪ್ ಕಟ್ಟರ್. ಸಂಪರ್ಕಿಸುವಾಗ ಉತ್ತಮ ಜೋಡಣೆಯನ್ನು ಪಡೆಯಲು ಇದು ನಿಮ್ಮನ್ನು ಅನುಮತಿಸುತ್ತದೆ. ಜಂಕ್ಷನ್ನಿಂದ ಕೈ ಸ್ಕ್ರಾಪರ್ ಅಥವಾ ರಾಡ್ ಬಳಸಿ ಆಕ್ಸೈಡ್ ನಿಕ್ಷೇಪಗಳನ್ನು ತೆಗೆದುಹಾಕಲು ಇದು ಹೆಚ್ಚು ಅನುಕೂಲಕರವಾಗಿದೆ. ತೆಗೆದುಹಾಕಬೇಕಾದ ಪದರವು ಪೈಪ್ಗಳ ಅಂಚಿನಿಂದ ಸುಮಾರು 200 ಮಿಮೀ ಇರಬೇಕು. ಪರಿಣಾಮವಾಗಿ ಚಿಪ್ಸ್ ಅನ್ನು ಅದೇ ಸ್ಕ್ರಾಪರ್ನೊಂದಿಗೆ ತೆಗೆದುಹಾಕಬೇಕು. ಜಂಟಿ ಭಾಗಗಳನ್ನು ಆಲ್ಕೋಹಾಲ್ನೊಂದಿಗೆ ಡಿಗ್ರೀಸ್ ಮಾಡಬೇಕು. ಈ ಹಂತದಲ್ಲಿ, ನೀವು ವಿಶೇಷ ಕರವಸ್ತ್ರವನ್ನು ಬಳಸಬಹುದು.ಕೇಂದ್ರೀಕರಣದಲ್ಲಿ ಅತ್ಯಂತ ನಿಖರವಾದ ನಿಯೋಜನೆಗಾಗಿ, ಜೋಡಣೆಯ ಆಯಾಮಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ರೇಖೆಯನ್ನು ಗುರುತಿಸಬಹುದು. ಈ ಮೌಲ್ಯಗಳ ಪ್ರಕಾರ, ಕೊಳವೆಗಳು ಮತ್ತು ಜೋಡಣೆಯನ್ನು ಸರಿಪಡಿಸಲು ಇದು ಹೆಚ್ಚು ಅನುಕೂಲಕರವಾಗಿರುತ್ತದೆ.

ಸುರಕ್ಷತಾ ನಿಯಮಗಳಿಗೆ ಅನುಸಾರವಾಗಿ ಜೋಡಿಸಲಾದ ರಚನೆಯನ್ನು ಸರಿಪಡಿಸಬೇಕು. ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದ ಟರ್ಮಿನಲ್ಗಳು ಜೋಡಣೆಯ ಮೇಲೆ ಕನೆಕ್ಟರ್ಗಳಿಗೆ ಸಂಪರ್ಕ ಹೊಂದಿರಬೇಕು. ಸಾಧನವು ಆನ್ ಆಗುತ್ತದೆ ಮತ್ತು ಜೋಡಣೆಯ ಮೇಲ್ಮೈಯಲ್ಲಿರುವ ಬಾರ್ಕೋಡ್ ಅನ್ನು ಗುರುತಿಸುತ್ತದೆ. ಹೆಚ್ಚಿನ ಬೆಸುಗೆಗಾರರ ಮೋಡ್ ಸ್ವಯಂಚಾಲಿತವಾಗಿದೆ. ಸಂಯೋಜನೆಯ ತಾಪನ ಮತ್ತು ತಂಪಾಗಿಸುವ ಅವಧಿಯು ಸೈಫರ್ ಅನ್ನು ಗುರುತಿಸುವ ಕ್ಷಣದಲ್ಲಿ ಹೊಂದಿಸಲಾಗಿದೆ. ಕೋಡ್ ಅನ್ನು ಓದಿದ ನಂತರ ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯು ಪ್ರಾರಂಭವಾಗುತ್ತದೆ ಮತ್ತು ಶ್ರವ್ಯ ಸಂಕೇತದೊಂದಿಗೆ ಕೊನೆಗೊಳ್ಳುತ್ತದೆ. ಪೈಪ್ ಅನ್ನು ತಂಪಾಗಿಸಲು, ಅದನ್ನು ಏಳು ನಿಮಿಷಗಳ ಕಾಲ ಮಾತ್ರ ಬಿಡಬೇಕು. ಆಗ ಮಾತ್ರ ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಕೇಂದ್ರೀಕರಣದಿಂದ ಬಿಡುಗಡೆ ಮಾಡಬಹುದು ಮತ್ತು ಬೆಸುಗೆ ಹಾಕುವ ಸ್ಥಳದಿಂದ ಉಪಕರಣವನ್ನು ಹೊರತೆಗೆಯಬಹುದು.

ಪಿಇ ಪೈಪ್ ಸಂಪರ್ಕಗಳ ವಿಧಗಳು

ವಿವಿಧ ವಿಧಾನಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಒಂದೇ ಸಾಲಿನಲ್ಲಿ ಸಂಪರ್ಕಿಸಬಹುದು. ಇದಲ್ಲದೆ, ಅವುಗಳಲ್ಲಿ ಪ್ರತಿಯೊಂದೂ ನಿರ್ದಿಷ್ಟ ಪರಿಸ್ಥಿತಿಗಳಿಗೆ ಸೂಕ್ತವಾಗಿದೆ.
- ಆದ್ದರಿಂದ, HDPE ಟ್ಯೂಬ್ಗಳನ್ನು ಫಿಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ಕಪ್ಲಿಂಗ್ಗಳೊಂದಿಗೆ (ಸಾಕೆಟ್ ವೆಲ್ಡಿಂಗ್) ಸೇರುವುದನ್ನು ಮುಖ್ಯವಾಗಿ ಮನೆಯಲ್ಲಿ ಕೊಳಾಯಿ ವ್ಯವಸ್ಥೆಯ ಒಳಭಾಗವನ್ನು ಜೋಡಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ.
- ಬಟ್ ವೆಲ್ಡಿಂಗ್ ಬಳಸಿ ಪೈಪ್ಲೈನ್ ಸ್ಥಾಪನೆಯನ್ನು ನೀವೇ ಮಾಡಿ. ಹೊರಾಂಗಣ ಉದ್ದೇಶಗಳಿಗಾಗಿ ಸಂವಹನದ ವಿಸ್ತೃತ ವಿಭಾಗವನ್ನು ಸ್ಥಾಪಿಸಲು ಈ ವಿಧಾನವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ಪೈಪ್ಗಳನ್ನು ಮಣ್ಣಿನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಮತ್ತು ಕಂದಕದಲ್ಲಿ ಹಾಕಬಹುದು, ನಂತರ ಅವುಗಳನ್ನು ಮಣ್ಣಿನಿಂದ ಮುಚ್ಚಬಹುದು.
- ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ವೆಲ್ಡಿಂಗ್. HDPE ಟ್ಯೂಬ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ಈ ವಿಧಾನವನ್ನು ವಿಶೇಷ ಪ್ಲಾಸ್ಟಿಕ್ ಕಪ್ಲಿಂಗ್ಗಳನ್ನು ಅವುಗಳೊಳಗೆ ನಿರ್ಮಿಸಲಾದ ಸುರುಳಿಯಾಕಾರದ ಅಂಶಗಳೊಂದಿಗೆ ಉತ್ಪಾದಿಸಲಾಗುತ್ತದೆ, ಇದು ಪ್ರಸ್ತುತಕ್ಕೆ ಅನ್ವಯಿಸುವ ಪರಿಣಾಮವಾಗಿ ಬಿಸಿಯಾಗುತ್ತದೆ.
ಪ್ರತಿಯೊಂದು ವಿಧಾನಗಳನ್ನು ಹತ್ತಿರದಿಂದ ನೋಡೋಣ.
ವಿಶೇಷತೆಗಳು
ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳ ಕಾರ್ಯಾಚರಣೆಯ ಮತ್ತು ತಾಂತ್ರಿಕ ಗುಣಗಳು ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳ ಗುಣಮಟ್ಟದ ಗುಣಲಕ್ಷಣಗಳಿಗೆ ಹೋಲುತ್ತವೆ ಎಂಬುದು ಮುಖ್ಯ ತೊಂದರೆಯಾಗಿದೆ. ಅವು ತುಕ್ಕುಗೆ ಒಳಗಾಗುವುದಿಲ್ಲ. ಕೊಳವೆಗಳ ಒಳಗಿನ ಮೇಲ್ಮೈಯನ್ನು ಲೇಪಿಸಲಾಗಿಲ್ಲ. ಪೈಪ್ಗಳು ಹೆಚ್ಚಿನ ರಾಸಾಯನಿಕ ಪ್ರತಿರೋಧವನ್ನು ಹೊಂದಿವೆ. ವಸ್ತುವು ಪರಿಸರ ಸ್ನೇಹಿಯಾಗಿದೆ, ಸುದೀರ್ಘ ಸೇವಾ ಜೀವನವನ್ನು ಹೊಂದಿದೆ.

ವ್ಯತ್ಯಾಸಗಳಲ್ಲಿ, ವೃತ್ತಿಪರರು ಕಡಿಮೆ ಶಾಖ ನಿರೋಧಕತೆಯನ್ನು ಗಮನಿಸುತ್ತಾರೆ. ಆದ್ದರಿಂದ, HDPE ಪೈಪ್ಗಳನ್ನು ತಣ್ಣೀರು ಪೂರೈಕೆ ಮತ್ತು ವಾತಾಯನ ವ್ಯವಸ್ಥೆಗಳಿಗೆ ಮಾತ್ರ ಬಳಸಲಾಗುತ್ತದೆ. ಕೆಲವೊಮ್ಮೆ ಅವುಗಳನ್ನು ಅನಿಲ ಪೈಪ್ಲೈನ್ಗಳ ಅನುಸ್ಥಾಪನೆಗೆ ಬಳಸಲಾಗುತ್ತದೆ. 40-50 ಡಿಗ್ರಿಗಿಂತ ಹೆಚ್ಚಿನ ಪರಿಸರದಲ್ಲಿ ಸಾಗಿಸುವಾಗ ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳ ಬಳಕೆ ಸಾಧ್ಯ. ಒಂದು ಅಪವಾದವೆಂದರೆ ಕ್ರಾಸ್-ಲಿಂಕ್ಡ್ ಪಾಲಿಥಿಲೀನ್, ಇದು +95 ಡಿಗ್ರಿಗಳವರೆಗೆ ತಾಪಮಾನದಲ್ಲಿ ಕಾರ್ಯನಿರ್ವಹಿಸಲು ಅನುಮತಿಸಲಾಗಿದೆ. ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳು ಅತ್ಯುತ್ತಮ ಫ್ರಾಸ್ಟ್ ಪ್ರತಿರೋಧವನ್ನು ಹೊಂದಿವೆ, ಇದು ಅವುಗಳನ್ನು -70 ಡಿಗ್ರಿಗಳವರೆಗೆ ತಾಪಮಾನದಲ್ಲಿ ಬಳಸಲು ಅನುಮತಿಸುತ್ತದೆ.

HDPE 20 ರಿಂದ 1200 ಮಿಮೀ ವ್ಯಾಸದೊಂದಿಗೆ ವಾಣಿಜ್ಯಿಕವಾಗಿ ಲಭ್ಯವಿದೆ. ವೈವಿಧ್ಯಮಯ ಆಯ್ಕೆಗಳಿಂದಾಗಿ, ಅವುಗಳನ್ನು ವಿವಿಧ ಕ್ಷೇತ್ರಗಳಲ್ಲಿ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ನೀರಿನ ಕೊಳವೆಗಳ ಜೊತೆಗೆ, ಆಂತರಿಕ ಮತ್ತು ಬಾಹ್ಯ ಎರಡೂ ಒಳಚರಂಡಿಗಾಗಿ ದೊಡ್ಡ ವ್ಯಾಸದ ಸಾಲುಗಳನ್ನು ಸಹ ಖರೀದಿಸಲಾಗುತ್ತದೆ.







HDPE ಪೈಪ್ಗಳ ತಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಬೇಸ್ನ ಗುಣಲಕ್ಷಣಗಳಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ - ಕಡಿಮೆ ಒತ್ತಡದ ಪಾಲಿಥಿಲೀನ್. ಇದು ಹಗುರವಾಗಿರುತ್ತದೆ, ಇದು ಪೈಪ್ಲೈನ್ ಅನ್ನು ಸ್ಥಾಪಿಸಲು ಸುಲಭಗೊಳಿಸುತ್ತದೆ, ಹತ್ತಾರು ವಾತಾವರಣದ ಒತ್ತಡಕ್ಕೆ ನಿರೋಧಕವಾಗಿದೆ. ವಸ್ತುವಿನ ಋಣಾತ್ಮಕ ಗುಣಗಳಲ್ಲಿ, ಶೂನ್ಯಕ್ಕಿಂತ ಕಡಿಮೆ ತಾಪಮಾನದಲ್ಲಿ (HDPE ಗಾಜಿನಂತಾಗುತ್ತದೆ), ಮತ್ತು ಎತ್ತರದ ತಾಪಮಾನದಲ್ಲಿ (40 ಡಿಗ್ರಿಗಳಿಗಿಂತ ಹೆಚ್ಚು), HDPE ಅದರ ಬಿಗಿತವನ್ನು ಕಳೆದುಕೊಳ್ಳುವ ಸೀಮಿತ ಸಾಧ್ಯತೆಯನ್ನು ಗಮನಿಸುವುದು ಯೋಗ್ಯವಾಗಿದೆ. 70 ಡಿಗ್ರಿಗಳಿಗೆ ಬಿಸಿ ಮಾಡಿದಾಗ, ಪಾಲಿಥಿಲೀನ್ ಬೇಸ್ ಗಾತ್ರದಲ್ಲಿ ಹೆಚ್ಚಾಗುತ್ತದೆ, ಆದರೆ ಹೆಚ್ಚು ಅಲ್ಲ.
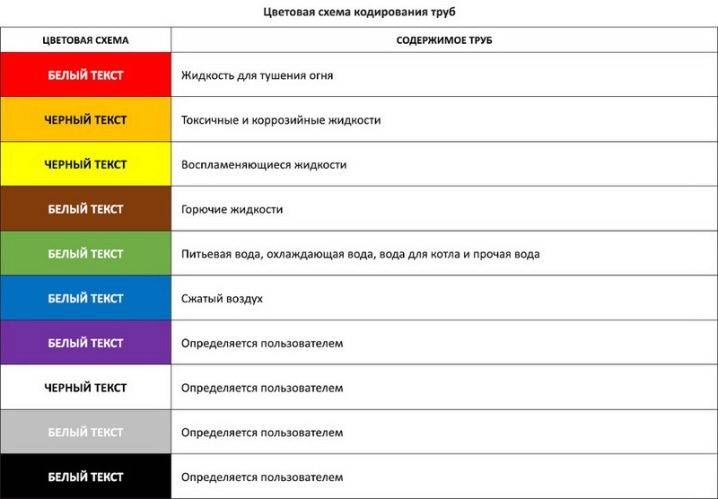
HDPE ವ್ಯಾಪ್ತಿಯನ್ನು GOST ನಿಂದ ನಿಯಂತ್ರಿಸಲಾಗುತ್ತದೆ, ಇದನ್ನು 2001 ರಲ್ಲಿ ಮತ್ತೆ ಪ್ರಕಟಿಸಲಾಯಿತು.ಹೆದ್ದಾರಿಗಳ ಮೇಲ್ಮೈಗಳಲ್ಲಿ ಒಂದಕ್ಕೆ ಅನ್ವಯಿಸಲಾದ ಎಲ್ಲಾ ಗುರುತುಗಳು ಮಾನದಂಡಗಳಿಗೆ ಅನುಗುಣವಾಗಿರುತ್ತವೆ. ಸರಿಯಾದ ಆಯ್ಕೆಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡಲು ಗುರುತು ಮಾಡುವುದು ತುಂಬಾ ಸುಲಭ. ಮೊದಲ ಅಕ್ಷರಗಳು ಸರಬರಾಜುದಾರರ ಹೆಸರನ್ನು ಒಳಗೊಂಡಿರುತ್ತವೆ, ನಂತರ PE ವಿಂಗಡಣೆ, ಉದಾಹರಣೆಗೆ, 1000 ಮಿಮೀ. ಕೋಷ್ಟಕವು ರೇಖೆಗಳ ದಪ್ಪ, ಸಂಭವನೀಯ ಕೆಲಸ ಮತ್ತು ಗರಿಷ್ಠ ಒತ್ತಡ, ಉತ್ಪಾದನೆಯ ದಿನಾಂಕ ಮತ್ತು ಬ್ಯಾಚ್ ಸಂಖ್ಯೆಯನ್ನು ಸಹ ಒಳಗೊಂಡಿದೆ.
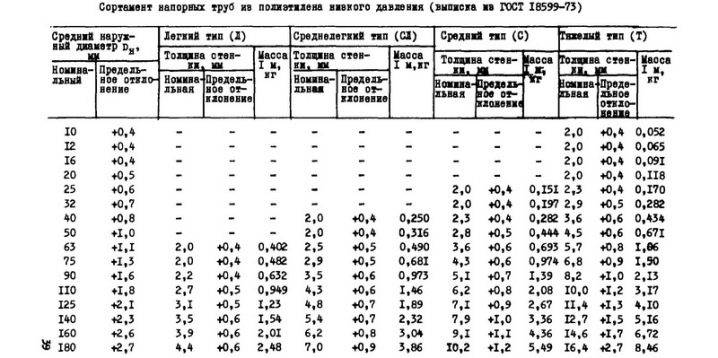
ಗುರುತುಗಳ ತಾಂತ್ರಿಕ ನಕ್ಷೆಯು ಪಟ್ಟೆಗಳ ರೂಪದಲ್ಲಿ ಬಣ್ಣದ ಪದನಾಮಗಳನ್ನು ಸಹ ಒಳಗೊಂಡಿದೆ. ಸಾಕೆಟ್ ಹಳದಿ ಬಣ್ಣದಲ್ಲಿದ್ದರೆ, ಪೈಪ್ಗಳನ್ನು ಅನಿಲ ಪೈಪ್ಲೈನ್ಗಳಿಗಾಗಿ ಬಳಸಬಹುದು, ಸ್ಟ್ರಿಪ್ ನೀಲಿ ಬಣ್ಣದಲ್ಲಿದ್ದರೆ, ನಂತರ ಪೈಪ್ಗಳಿಂದ ಮಾತ್ರ ನೀರು ಸರಬರಾಜು ಮಾಡಬಹುದಾಗಿದೆ. ಪೈಪ್ ಸಂಪರ್ಕ ಯೋಜನೆಯನ್ನು ಪ್ರಮಾಣಿತ ವಾಣಿಜ್ಯಿಕವಾಗಿ ಲಭ್ಯವಿರುವ ವಿಭಾಗಗಳನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಂಡು ರಚಿಸಲಾಗಿದೆ - 5 ರಿಂದ 25 ಮೀಟರ್ ವರೆಗೆ. ಮುಖ್ಯ ನೀರಿನ ಕೊಳವೆಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಆದೇಶಕ್ಕೆ ತಯಾರಿಸಲಾಗುತ್ತದೆ, 0.5 ಕಿಲೋಮೀಟರ್ ಉದ್ದವನ್ನು ಹೊಂದಿರುತ್ತದೆ ಮತ್ತು ಆದ್ದರಿಂದ ಕನಿಷ್ಠ ಸಂಖ್ಯೆಯ ಸಂಪರ್ಕಗಳನ್ನು ಹೊಂದಿರುತ್ತದೆ.
ನಾವು ವೆಲ್ಡ್ನ ಗುಣಮಟ್ಟವನ್ನು ನಿಯಂತ್ರಿಸುತ್ತೇವೆ
ಮೇಲೆ ವಿವರಿಸಿದ ಯಾವುದೇ ವಿಧಾನಗಳಿಂದ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳನ್ನು ಸ್ಥಾಪಿಸುವಾಗ, ವೆಲ್ಡ್ ಎಷ್ಟು ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ಎಂದು ಸರಿಯಾಗಿ ನಿರ್ಣಯಿಸುವುದು ಬಹಳ ಮುಖ್ಯ. ಪೈಪ್ಲೈನ್ನ ಈ ವಿಭಾಗವನ್ನು ಬಳಸಲು ಸಾಧ್ಯವಿದೆಯೇ ಅಥವಾ ಎಲ್ಲವನ್ನೂ ಪುನಃ ಮಾಡಬೇಕೇ ಎಂಬುದನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.

ಎರಡು ಸಾಮಾನ್ಯ ಬೆಸುಗೆಗಳೊಂದಿಗೆ ಭಾಗ
ವಾಸ್ತವವಾಗಿ ಹೆಚ್ಚಿನ ಮೌಲ್ಯಮಾಪನ ಮಾನದಂಡಗಳಿಲ್ಲ, ಮತ್ತು ಅವುಗಳನ್ನು ನೆನಪಿಟ್ಟುಕೊಳ್ಳುವುದು ತುಂಬಾ ಸರಳವಾಗಿದೆ:
- ಪೈಪ್ನ ಸಂಪೂರ್ಣ ಸುತ್ತಳತೆಯ ಸುತ್ತಲೂ ಏಕರೂಪದ ಪಾಲಿಥಿಲೀನ್ ರೋಲರ್ನ ಉಪಸ್ಥಿತಿಯು ಗುಣಮಟ್ಟದ ಪ್ರಮುಖ ಚಿಹ್ನೆಯಾಗಿದೆ. ರೋಲರ್ ವಕ್ರವಾಗಿದ್ದರೆ ಅಥವಾ ರೋಲರ್ ಬದಲಿಗೆ ಖಿನ್ನತೆಯಿದ್ದರೆ, ಸಂಪರ್ಕವನ್ನು ಬಳಸಲಾಗುವುದಿಲ್ಲ;
- ಮುಂದಿನ ಪ್ರಮುಖ ಅಂಶವೆಂದರೆ ಜೋಡಣೆ.ಸೇರಿಕೊಂಡ ಭಾಗಗಳ ಸ್ವಲ್ಪ ಸ್ಥಳಾಂತರವನ್ನು ಅನುಮತಿಸಲಾಗಿದೆ, ಆದರೆ ಇದು ಪೈಪ್ ಗೋಡೆಯ ದಪ್ಪದ 10% ಅನ್ನು ಮೀರಬಾರದು;

ತಪ್ಪಾಗಿ ಜೋಡಿಸಲಾದ ಸಂದರ್ಭದಲ್ಲಿ ದೋಷಯುಕ್ತ ಪ್ರದೇಶದ ಫೋಟೋ
- ಕರಗಿದ ಪಾಲಿಥಿಲೀನ್ ರೋಲ್ನ ಎತ್ತರವೂ ಸೀಮಿತವಾಗಿದೆ. 5 - 10 ಮಿಮೀ ಗೋಡೆಗಳ ಪೈಪ್ಗಳಿಗಾಗಿ, ಈ ಮೌಲ್ಯವು 2.5 - 3 ಮಿಮೀ, 20 ಎಂಎಂ ವರೆಗೆ ಗೋಡೆಗಳ ಪೈಪ್ಗಳಿಗೆ - 5 ಮಿಮೀ ಅಥವಾ ಕಡಿಮೆ.
ಸಹಜವಾಗಿ, ನೀವು ಕಡಿಮೆ ಒತ್ತಡದ ಪೈಪ್ಲೈನ್ ಅಥವಾ ಒತ್ತಡವಿಲ್ಲದ ಸಂವಹನಗಳನ್ನು ಸ್ಥಾಪಿಸಿದರೆ, ನಂತರ ಒಂದು ಸಣ್ಣ ವಿಚಲನವನ್ನು ನಿರ್ಲಕ್ಷಿಸಬಹುದು, ಆದರೆ ನೀವು ಇನ್ನೂ ಇದನ್ನು ಮಾಡಬಾರದು. ಅಸ್ತಿತ್ವದಲ್ಲಿರುವ ಪೈಪ್ ಅನ್ನು ತರುವಾಯ ಸರಿಪಡಿಸುವುದಕ್ಕಿಂತ ಹೊಸ ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಮಾಡಲು ಇದು ತುಂಬಾ ಸುಲಭ.







ವೆಲ್ಡಿಂಗ್ ನಿಯತಾಂಕಗಳು ಮತ್ತು ಕಾರ್ಯಾಚರಣೆಗಳ ಅನುಕ್ರಮ
ಬಟ್ ವೆಲ್ಡಿಂಗ್ ಆಯ್ಕೆಗಳು ಸೇರಿವೆ:
- ತುದಿಗಳ ಮೇಲಿನ ಒತ್ತಡದ ಮಟ್ಟ.
- ವಸ್ತು ಕರಗುವ ತಾಪಮಾನ. ಬ್ರಾಂಡ್ ಅನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.
- ತಾಪನ ಅಂಶದ ವಿರುದ್ಧ ತುದಿಗಳನ್ನು ಒತ್ತುವ ಶಕ್ತಿ.
- ಪ್ರಕ್ರಿಯೆಯ ಅವಧಿ.

ಕಾರ್ಯಾಚರಣೆಗಳ ಅನುಕ್ರಮ:
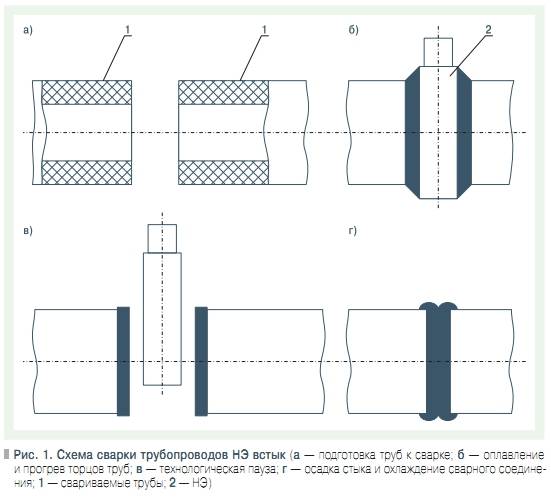
- ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಮೊದಲ ಹಂತವೆಂದರೆ ಪೈಪ್ಗಳ ತುದಿಗಳನ್ನು ಸೇರಿಕೊಳ್ಳುವುದು.
- ಪಾಲಿಥಿಲೀನ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಸಾಧನದ ಕೇಂದ್ರೀಕರಣದಲ್ಲಿ ಪೈಪ್ಗಳನ್ನು ಸರಿಪಡಿಸುವುದು. ಅಕ್ಷದ ಲಂಬತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಕಟ್ಟರ್ನೊಂದಿಗೆ ಪೈಪ್ಗಳ ತುದಿಗಳನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸುವುದು. ಅದೇ ಸಮಯದಲ್ಲಿ, ಯಾವುದೇ ಅಂತರಗಳಿಲ್ಲದಂತೆ ಸಿದ್ಧಪಡಿಸಿದ ವರ್ಕ್ಪೀಸ್ಗಳನ್ನು ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ.
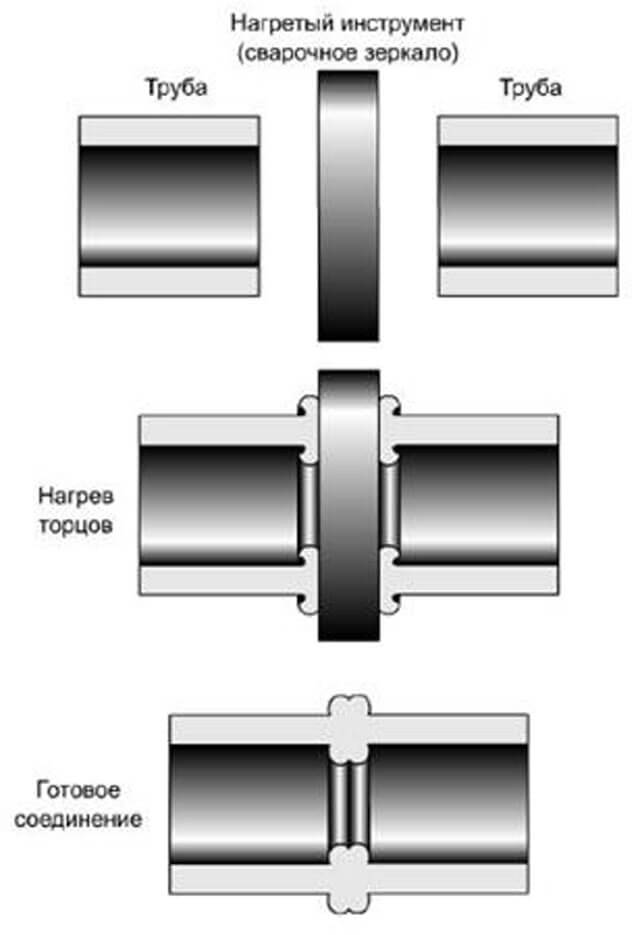
- ಕೊಳವೆಗಳ ತುದಿಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಕನ್ನಡಿಯೊಂದಿಗೆ ಕರಗುವ ಬಿಂದುವಿಗೆ ಬಿಸಿ ಮಾಡುವುದು, ಇದು ಸುಮಾರು 220 ° C ಆಗಿದೆ.
- ಅಗತ್ಯ ಬಲದೊಂದಿಗೆ ಕೊಳವೆಗಳ ತುದಿಗಳನ್ನು ಒತ್ತುವುದು.
- ಸಾಧನದಿಂದ ಸಿದ್ಧಪಡಿಸಿದ ಪೈಪ್ ಅನ್ನು ತೆಗೆದುಹಾಕುವುದು.
ಪ್ಲಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳನ್ನು ಹೇಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ ಎಂಬುದನ್ನು ಅರ್ಥಮಾಡಿಕೊಳ್ಳಲು, ನಮ್ಮ ವೆಬ್ಸೈಟ್ನಲ್ಲಿನ ವೀಡಿಯೊ ಹೆಚ್ಚು ವಿವರವಾದ ಮಾಹಿತಿಯನ್ನು ನೀಡುತ್ತದೆ. ಹೀಗಾಗಿ, ನೀವು ಅಗತ್ಯ ಉಪಕರಣಗಳನ್ನು ಹೊಂದಿದ್ದರೆ ಕೆಲಸವನ್ನು ನೀವೇ ಮಾಡಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ನಮ್ಮ ವೆಬ್ಸೈಟ್ನಲ್ಲಿ ಈ ವಿಷಯದ ಕುರಿತು ಇನ್ನಷ್ಟು:
- ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳ ವೆಲ್ಡಿಂಗ್ - ಪ್ರಕ್ರಿಯೆಯ ವೀಡಿಯೊ ಅವುಗಳ ಕಡಿಮೆ ವೆಚ್ಚ ಮತ್ತು ಸಂಪರ್ಕದ ಸುಲಭತೆಯಿಂದಾಗಿ, ಪ್ಲಾಸ್ಟಿಕ್ ಪೈಪ್ಗಳು ಉಷ್ಣ ಮತ್ತು ಕೊಳಾಯಿ ವ್ಯವಸ್ಥೆಗಳ ಅನುಸ್ಥಾಪನೆಯಲ್ಲಿ ಪ್ರಮುಖ ಸ್ಥಾನವನ್ನು ಪಡೆದುಕೊಳ್ಳುತ್ತವೆ. ಲೋಹದ ರಚನೆಗಳಿಗೆ ಹೋಲಿಸಿದರೆ, ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳು ...
- ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ವಿದ್ಯುದ್ವಾರಗಳ ವಿಧಗಳು - ವೀಡಿಯೊದಲ್ಲಿ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ವೆಲ್ಡಿಂಗ್ ವಿದ್ಯುದ್ವಾರವು ವಿವಿಧ ಉದ್ದದ ಲೋಹದ ರಾಡ್ ಆಗಿದ್ದು, ವಿವಿಧ ರೀತಿಯ ವಸ್ತುಗಳಿಂದ ಭಾಗಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ. ವಿದ್ಯುತ್ ಪ್ರವಾಹವನ್ನು ಪೂರೈಸುವುದು ಅವರ ಮುಖ್ಯ ಉದ್ದೇಶವಾಗಿದೆ ...
- ಆರಂಭಿಕರಿಗಾಗಿ ವೆಲ್ಡಿಂಗ್ - ವೀಡಿಯೊ ಪಾಠಗಳು ವೆಲ್ಡಿಂಗ್ ಪದದ ಅಡಿಯಲ್ಲಿ, ತಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಅರ್ಥಮಾಡಿಕೊಳ್ಳಲು ಸಾಮಾನ್ಯವಾಗಿ ಒಪ್ಪಿಕೊಳ್ಳಲಾಗುತ್ತದೆ, ಅಲ್ಲಿ ತಾಪನದ ಪರಿಣಾಮವಾಗಿ, ಭಾಗಗಳ ನಡುವೆ ಇಂಟರ್ಮಾಲಿಕ್ಯುಲರ್ ಮತ್ತು ಇಂಟರ್ಟಾಮಿಕ್ ಬಂಧಗಳನ್ನು ಸ್ಥಾಪಿಸಲಾಗುತ್ತದೆ. ಹೀಗಾಗಿ, ನೇರ ವಸ್ತುಗಳನ್ನು ಸಂಪರ್ಕಿಸಲಾಗಿದೆ. ಹೆಚ್ಚಾಗಿ…
- ವೆಲ್ಡಿಂಗ್ ವೀಡಿಯೊ ಟ್ಯುಟೋರಿಯಲ್ಗಳು - ಹರಿಕಾರ ಬೆಸುಗೆಗಾರರಿಗೆ ಇನ್ವರ್ಟರ್ನೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಪಾಠಗಳನ್ನು ವೀಕ್ಷಿಸಿ ಆರಂಭಿಕರು ಸಾಮಾನ್ಯ ತಪ್ಪುಗಳನ್ನು ತಪ್ಪಿಸಲು ಮತ್ತು ಅವರ ಕೆಲಸದ ಗುಣಮಟ್ಟ ಮತ್ತು ಸುರಕ್ಷಿತವಾಗಿರಲು ವೆಲ್ಡಿಂಗ್ ವೀಡಿಯೊ ಟ್ಯುಟೋರಿಯಲ್ಗಳನ್ನು ವೀಕ್ಷಿಸಬೇಕು. ನೀವು ಯಾವಾಗಲೂ ನೆನಪಿನಲ್ಲಿಟ್ಟುಕೊಳ್ಳಬೇಕು ...
ಈ ವಿಷಯಕ್ಕೆ ಲಿಂಕ್ ಅನ್ನು ಸಾಮಾಜಿಕ ನೆಟ್ವರ್ಕ್ಗಳಲ್ಲಿ ನಿಮ್ಮ ಸ್ನೇಹಿತರೊಂದಿಗೆ ಹಂಚಿಕೊಳ್ಳಿ (ಐಕಾನ್ಗಳ ಮೇಲೆ ಕ್ಲಿಕ್ ಮಾಡಿ):
ವೆಲ್ಡಿಂಗ್ ಸೂಚನೆ
ನೀವು ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಆರಿಸಿದರೆ, ನೀವು ಬುದ್ಧಿವಂತಿಕೆಯಿಂದ ವರ್ತಿಸಿದ್ದೀರಿ, ಆದರೆ ಈಗ ಅವುಗಳನ್ನು ಇನ್ನೂ ಸರಿಯಾಗಿ ಸ್ಥಾಪಿಸಬೇಕಾಗಿದೆ. ಕಲಿಯೋಣ
ಮೂಲ ನಿಯಮಗಳು
ನೀವು ಯಾವ ತಂತ್ರಜ್ಞಾನವನ್ನು ಆಯ್ಕೆ ಮಾಡಿದರೂ - ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಅಥವಾ ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳ ಬಟ್ ವೆಲ್ಡಿಂಗ್, ನೀವು ಅಂತಹ ಪ್ರಮುಖ ತತ್ವಗಳಿಗೆ ಬದ್ಧರಾಗಿರಬೇಕು:
- ಸೇರಿಕೊಳ್ಳಬೇಕಾದ ಅಂಶಗಳು ಹೊಂದಾಣಿಕೆಯಾಗಿರಬೇಕು (ಸಂಯೋಜನೆಯಲ್ಲಿ ಮತ್ತು ಭೌತಿಕ ನಿಯತಾಂಕಗಳಲ್ಲಿ ಎರಡೂ).
- ಭಾಗಗಳು ಒಂದೇ ವ್ಯಾಸ ಮತ್ತು ಸಮಾನ ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಹೊಂದಿದ್ದರೆ ಮಾತ್ರ ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳ ಬಟ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಕೈಗೊಳ್ಳಬಹುದು.
- ಅಂಚುಗಳನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕು ಮತ್ತು ಡಿಗ್ರೀಸ್ ಮಾಡಬೇಕು.
- ಸಂಪರ್ಕ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಭಾಗಿಯಾಗದ ರಚನೆಗಳ ತುದಿಗಳನ್ನು ತಂಪಾದ ಗಾಳಿಗೆ ಒಡ್ಡಿಕೊಳ್ಳುವುದನ್ನು ತಪ್ಪಿಸಲು ಪ್ಲಗ್ಗಳೊಂದಿಗೆ ಮುಚ್ಚಬೇಕು, ಇದು ಪ್ರಕ್ರಿಯೆಯನ್ನು ಪ್ರತಿಕೂಲವಾಗಿ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.
- ಕೆಲಸದ ಸಮಯದಲ್ಲಿ, ಬಾಹ್ಯ ಪರಿಸರದ ಪ್ರಭಾವವನ್ನು ಕಡಿಮೆ ಮಾಡುವುದು ಅವಶ್ಯಕ, ಅವುಗಳೆಂದರೆ:
- ಶಾಖದಲ್ಲಿ, ಸಂಪರ್ಕ ಪ್ರದೇಶವನ್ನು ತಲುಪಲು ಸೂರ್ಯನ ಬೆಳಕನ್ನು ಅನುಮತಿಸಬೇಡಿ;
- ಗಾಳಿಯ ವಾತಾವರಣದಲ್ಲಿ, ಗಾಳಿಯ ಗಾಳಿಗೆ ತಡೆಗೋಡೆ ರಚಿಸಿ;
- ಶೀತ ವಾತಾವರಣದಲ್ಲಿ, ಕೆಲಸಕ್ಕಾಗಿ ಕೋಣೆಯನ್ನು ಬಿಸಿಮಾಡಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ.
- ರಚನೆಯ ಬೆಸುಗೆ ಮತ್ತು ತಂಪಾಗಿಸುವ ಸಮಯದಲ್ಲಿ, ವ್ಯವಸ್ಥೆಯಲ್ಲಿ ಯಾಂತ್ರಿಕ ಪ್ರಭಾವವನ್ನು ಹೊರತುಪಡಿಸಿ.
ಮತ್ತು ಈಗ ವೆಲ್ಡಿಂಗ್ ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳ ತಂತ್ರಜ್ಞಾನವು ಬಟ್-ವೆಲ್ಡಿಂಗ್ ಮತ್ತು ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ವಿಧಾನವನ್ನು ಬಳಸುವುದನ್ನು ವಿವರವಾಗಿ ಪರಿಗಣಿಸೋಣ.
 ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ತಂತ್ರದ ಫೋಟೋಫ್ರಾಗ್ಮೆಂಟ್: ಲಗತ್ತಿಸಲಾದ ಹೀಟರ್ಗಳು
ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ತಂತ್ರದ ಫೋಟೋಫ್ರಾಗ್ಮೆಂಟ್: ಲಗತ್ತಿಸಲಾದ ಹೀಟರ್ಗಳು
ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಸಂಪರ್ಕ
ಈ ರೀತಿಯ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಥರ್ಮಿಸ್ಟರ್ ವೆಲ್ಡಿಂಗ್ ಎಂದೂ ಕರೆಯುತ್ತಾರೆ, ಇದನ್ನು ವಿವಿಧ ಗೋಡೆಯ ದಪ್ಪ ಮತ್ತು ವ್ಯಾಸದ ಅಂಶಗಳನ್ನು ಜೋಡಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ, ಜೊತೆಗೆ ಒತ್ತಡವಿಲ್ಲದ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಸ್ಥಾಪಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ - ಒಳಚರಂಡಿ ಸ್ಥಾಪನೆಗಳು, ಗುರುತ್ವಾಕರ್ಷಣೆಯ ಒಳಚರಂಡಿ, ಇತ್ಯಾದಿ.
ಈ ತಂತ್ರಜ್ಞಾನವನ್ನು ಬಳಸಿಕೊಂಡು ಸಂಪರ್ಕಿಸಲು, ನಿಮಗೆ ವಿಶೇಷ - ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಫಿಟ್ಟಿಂಗ್ಗಳು ಬೇಕಾಗುತ್ತವೆ. ಈಗ ಕೆಲಸದ ಕ್ರಮವನ್ನು ನೆನಪಿಡಿ.
- ವ್ಯವಸ್ಥೆಯನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಿ.
- ಅಗತ್ಯವಿರುವ ಸಂಖ್ಯೆಯ ಪೈಪ್ಗಳು ಮತ್ತು ಇತರ ಭಾಗಗಳನ್ನು ಲೆಕ್ಕಾಚಾರ ಮಾಡಿ.
- ಖರೀದಿ ಮಾಡಿ.
- ಯೋಜನೆಯಿಂದ ಸೂಚಿಸಲಾದ ಉದ್ದದ ತುಂಡುಗಳಾಗಿ ರಚನೆಯನ್ನು ಕತ್ತರಿಸಿ. ಕಟ್ ನೇರವಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ, ಕರಗಿದ ವಸ್ತುಗಳ ಹರಿವನ್ನು ವ್ಯವಸ್ಥೆಯಲ್ಲಿ ತಪ್ಪಿಸಿ.
- ಕಪ್ಲಿಂಗ್ಸ್ ಸೇರಿದಂತೆ ಭಾಗಗಳನ್ನು ತಯಾರಿಸಿ ಮತ್ತು ಸ್ವಚ್ಛಗೊಳಿಸಿ. ಅಂಶಗಳ ಮೇಲ್ಮೈಯನ್ನು ಆಲ್ಕೋಹಾಲ್ನೊಂದಿಗೆ ಡಿಗ್ರೀಸ್ ಮಾಡುವುದು, ಅದನ್ನು ಚಿಂದಿಗೆ ಅನ್ವಯಿಸುವುದು ಅತಿಯಾಗಿರುವುದಿಲ್ಲ.
- ಅಂಶಗಳ ಮೇಲ್ಮೈ ಆಕ್ಸಿಡೀಕರಣಗೊಂಡರೆ, ವಿಶೇಷ ಸ್ಕ್ರಾಪರ್ನೊಂದಿಗೆ ಹೆಚ್ಚುವರಿ ತೆಗೆದುಹಾಕಿ.
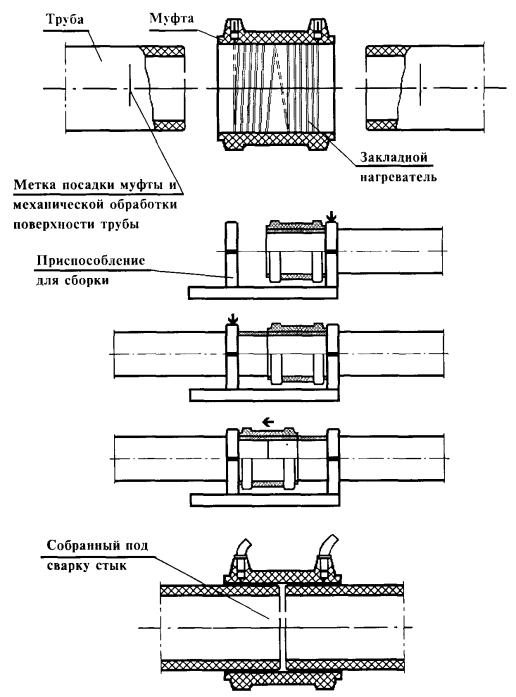
- ಜೋಡಣೆಯನ್ನು ಗಮನದಲ್ಲಿಟ್ಟುಕೊಂಡು, ಸ್ಥಾನಿಕದಲ್ಲಿನ ಅಂಶಗಳನ್ನು ಜೋಡಿಸಿ.
- ಧೂಳು ಪ್ರವೇಶಿಸುವುದನ್ನು ತಡೆಯಲು ಅಂಟಿಕೊಳ್ಳುವ ಟೇಪ್ನೊಂದಿಗೆ ಜಂಟಿಯಾಗಿ ಸುತ್ತಿಕೊಳ್ಳಿ.
- ಪ್ಲಗ್ಗಳೊಂದಿಗೆ ರಚನೆಗಳ ಮುಕ್ತ ತುದಿಗಳನ್ನು ಮುಚ್ಚಿ.
- ಕ್ಲಚ್ ಟರ್ಮಿನಲ್ಗಳಿಗೆ ವೋಲ್ಟೇಜ್ ಅನ್ನು ಅನ್ವಯಿಸಿ.
- ಅಂಶಗಳು ಬೆಚ್ಚಗಾಗುವವರೆಗೆ ಒಟ್ಟಿಗೆ ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳುವವರೆಗೆ ಕಾಯಿರಿ.
ಸಂಪರ್ಕಿತ ಅಂಶಗಳು ಅಚಲವಾಗಿದ್ದರೆ ಮಾತ್ರ ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳ ಥರ್ಮಿಸ್ಟರ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಕೈಗೊಳ್ಳಬೇಕು. ಅದೇ ಸ್ಥಾನದಲ್ಲಿ, ಸೀಮ್ ಸಂಪೂರ್ಣವಾಗಿ ತಂಪಾಗುವವರೆಗೂ ರಚನೆಯು ಉಳಿಯಬೇಕು.
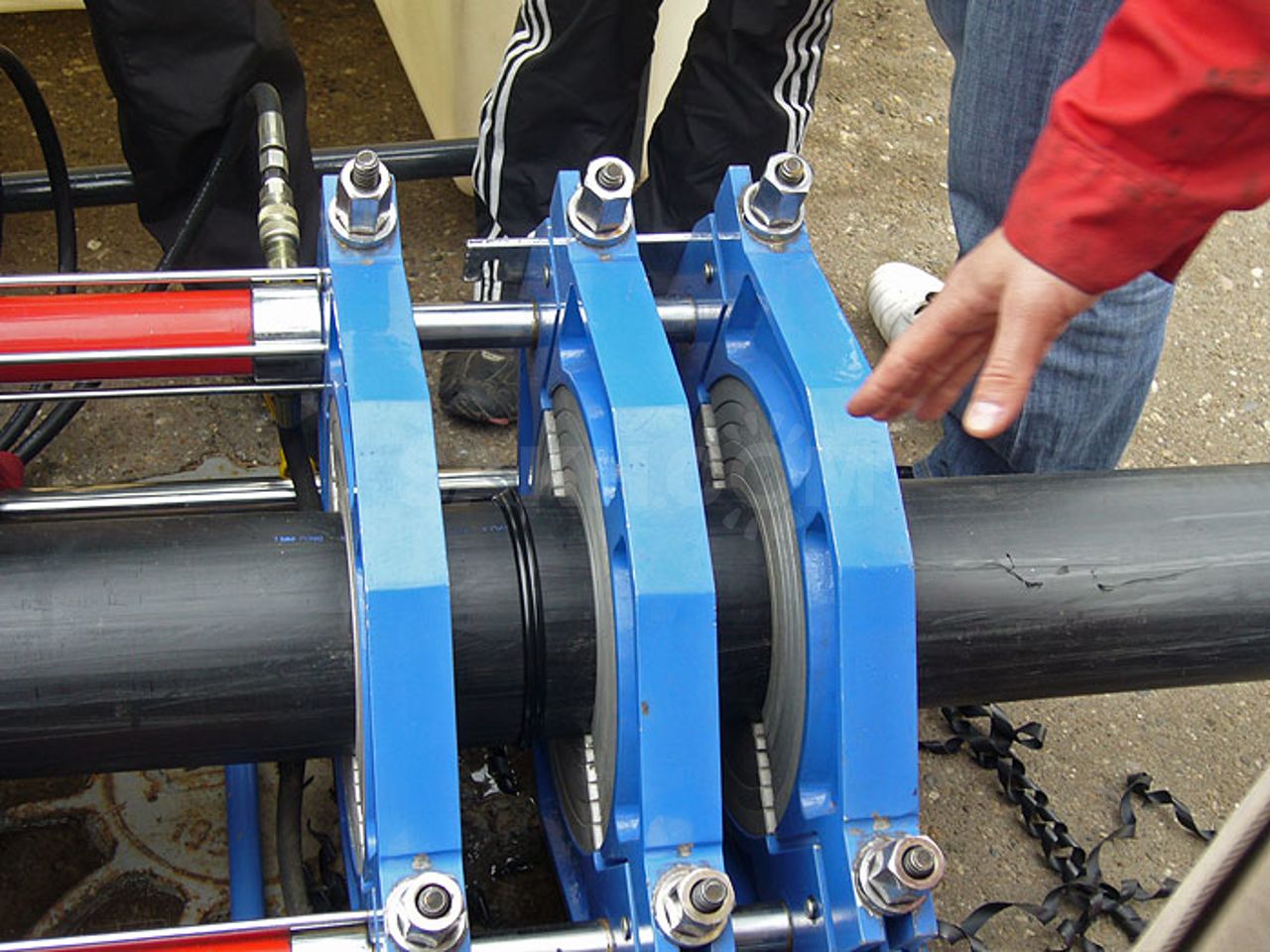
 ಸ್ಪ್ಲೈಸ್ ಸೆಟಪ್ ಈ ರೀತಿ ಕಾಣುತ್ತದೆ
ಸ್ಪ್ಲೈಸ್ ಸೆಟಪ್ ಈ ರೀತಿ ಕಾಣುತ್ತದೆ
ಬಟ್ ವೆಲ್ಡಿಂಗ್
ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳ ಬಟ್ ವೆಲ್ಡಿಂಗ್ನ ತಂತ್ರಜ್ಞಾನ ಮತ್ತು ನಿಯತಾಂಕಗಳು ಹೆಚ್ಚು ಆಸಕ್ತಿದಾಯಕವಾಗಿವೆ, ಏಕೆಂದರೆ ಅಂಶಗಳು ಆಣ್ವಿಕ ಮಟ್ಟದಲ್ಲಿ ಸಂಪರ್ಕ ಹೊಂದಿದ್ದು, ಬಲವಾದ ಸೀಮ್ ಅನ್ನು ರೂಪಿಸುತ್ತವೆ. 50 ಎಂಎಂ ವ್ಯಾಸ ಮತ್ತು 5 ಎಂಎಂ ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಹೊಂದಿರುವ ಅಂಶಗಳನ್ನು ಆರೋಹಿಸಲು ಈ ವಿಧಾನವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಈ ವಿಧಾನದಿಂದ, ಉತ್ಪನ್ನಗಳ ಅಂಚುಗಳನ್ನು ವಿಶೇಷ ತಾಪನ ಸಾಧನದೊಂದಿಗೆ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ, ಮತ್ತು ನಂತರ ಕರಗಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಈ ಸ್ಥಿತಿಯಲ್ಲಿ ಸೇರಿಕೊಳ್ಳಲಾಗುತ್ತದೆ, ಒಂದೇ ಸಂಪೂರ್ಣ ಮತ್ತು ಪರಿಪೂರ್ಣ ಸೀಮ್ ಅನ್ನು ರೂಪಿಸುತ್ತದೆ.
ಪಾಯಿಂಟ್ ಸಂಖ್ಯೆ 7 ರವರೆಗಿನ ಈ ರೀತಿಯ ವೆಲ್ಡಿಂಗ್ನ ವಿಧಾನವು ಹಿಂದಿನ ಸಂಪರ್ಕದ ಆಯ್ಕೆಗೆ ಹೋಲುತ್ತದೆ (ಕೆಲಸಕ್ಕೆ ಕೂಪ್ಲಿಂಗ್ಗಳು ಅಗತ್ಯವಿಲ್ಲ ಎಂದು ಹೊರತುಪಡಿಸಿ).
ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಅಂಶಗಳ ತಾಪನ ಮತ್ತು ತಂಪಾಗಿಸುವ ಸಮಯವನ್ನು ನಿರ್ಧರಿಸಲು ಟೇಬಲ್
ತದನಂತರ ಅದು ಭಿನ್ನವಾಗಿರುತ್ತದೆ ಮತ್ತು ಈ "ಸನ್ನಿವೇಶ" ದ ಪ್ರಕಾರ ಹೋಗುತ್ತದೆ:
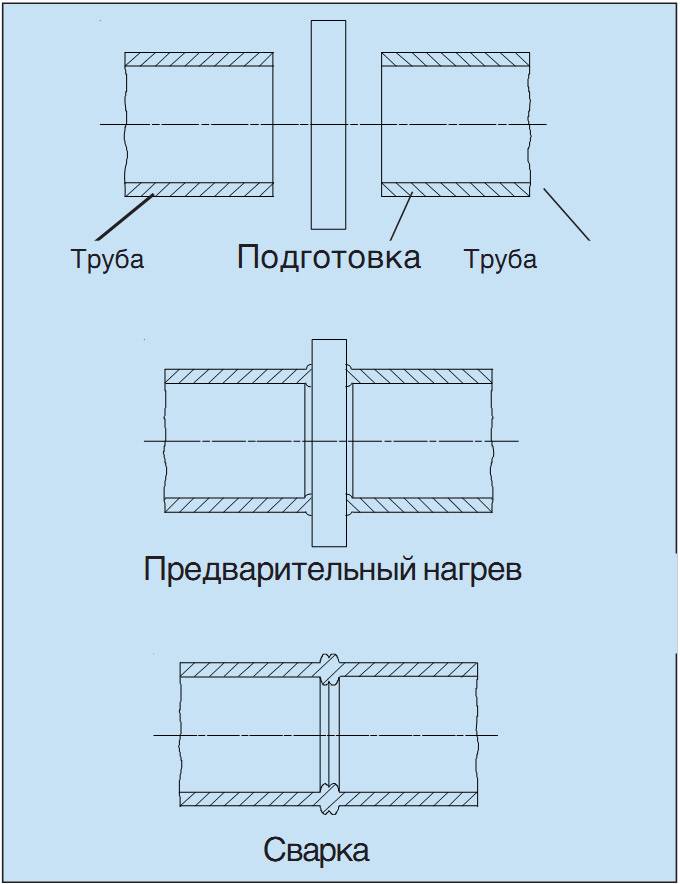
- ಅಂಶಗಳ ತುದಿಗಳನ್ನು ಉಪಕರಣಕ್ಕೆ ಸೇರಿಸಿ ಇದರಿಂದ ತಾಪನ ಫಲಕವು ಅವುಗಳ ನಡುವೆ ಇರುತ್ತದೆ;
- ಪ್ಲೇಟ್ ವಿರುದ್ಧ ಅಂಚುಗಳನ್ನು ಒತ್ತಿ ಮತ್ತು ಕರಗುವ ಪ್ರಕ್ರಿಯೆಯ ತನಕ ಒತ್ತುವ ಒತ್ತಡವನ್ನು ಬದಲಾಯಿಸಬೇಡಿ;
- ಅಂಶಗಳನ್ನು ಬಿಸಿ ಮಾಡಿ, ಮಾನದಂಡಗಳಿಗೆ ಬದ್ಧರಾಗಿರಿ (ಪಾಲಿಎಥಿಲಿನ್ ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಲು ಕೆಳಗಿನ ಕೋಷ್ಟಕವು ನಿಮಗೆ ಸಹಾಯ ಮಾಡುತ್ತದೆ);
- ಪ್ಲೇಟ್ ಅನ್ನು ತೆಗೆದುಹಾಕಿ ಮತ್ತು ತುದಿಗಳನ್ನು ಡಾಕ್ ಮಾಡಿ, ಅವುಗಳ ಮೇಲೆ ಏಕರೂಪದ ಒತ್ತಡವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ;
- ಗಂಟು ಹಿಡಿದು, ಪಾಲಿಥಿಲೀನ್ ತಣ್ಣಗಾಗಲು ಕಾಯಿರಿ.
ಬೆಲ್ ತಂತ್ರಜ್ಞಾನ
ಬೆಸುಗೆ ಹಾಕುವ HDPE ಕೊಳವೆಗಳನ್ನು ಹಲವಾರು ವಿಧಗಳಲ್ಲಿ ಮಾಡಬಹುದು. ಈ ಪ್ರಕ್ರಿಯೆಗಳಲ್ಲಿ ನಿರ್ದಿಷ್ಟವಾಗಿ ಸಂಕೀರ್ಣವಾದ ಏನೂ ಇಲ್ಲ, ಆದರೆ ವೆಲ್ಡರ್ ಯಾವ ವಿಧಾನವು ಅವನಿಗೆ ಹೆಚ್ಚು ಸೂಕ್ತವಾಗಿದೆ ಎಂಬುದನ್ನು ನಿರ್ಧರಿಸಬೇಕು.





ಸಾಕೆಟ್ ಸಂಪರ್ಕ ತಂತ್ರಜ್ಞಾನವಿದೆ. ಇದನ್ನು ಕೆಲವೊಮ್ಮೆ "ಕಪ್ಲಿಂಗ್" ಎಂದೂ ಕರೆಯುತ್ತಾರೆ. ಇದರ ಸಾರವು ವಿಶೇಷ ಸಾಧನಗಳ ಸಹಾಯದಿಂದ ಅಂಶಗಳ ಸಂಪರ್ಕದಲ್ಲಿದೆ - ಫಿಟ್ಟಿಂಗ್ಗಳು. ಅವುಗಳ ಜೊತೆಗೆ, ನಿಮಗೆ ಕೆಲಸಕ್ಕಾಗಿ ಉಪಕರಣಗಳು ಬೇಕಾಗುತ್ತವೆ, ಅವುಗಳೆಂದರೆ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರ. ನೀವು ಸಣ್ಣ ಉತ್ಪನ್ನಗಳಿಗೆ (50 ಎಂಎಂ ವರೆಗೆ) ಹಸ್ತಚಾಲಿತ ಮಾದರಿಯನ್ನು ಆಯ್ಕೆ ಮಾಡಬಹುದು ಅಥವಾ ದೊಡ್ಡ ವ್ಯಾಸದ ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳಿಗೆ (40 ಎಂಎಂ ಮತ್ತು ಹೆಚ್ಚಿನದರಿಂದ) ಯಾಂತ್ರಿಕ ಒಂದನ್ನು ಆಯ್ಕೆ ಮಾಡಬಹುದು.
ಕೆಲಸಕ್ಕಾಗಿ ಅಡಾಪ್ಟರ್ಗಳು ಅಥವಾ ವೆಲ್ಡಿಂಗ್ ನಳಿಕೆಗಳನ್ನು ಮತ್ತು ಉತ್ಪನ್ನಗಳನ್ನು ಕತ್ತರಿಸಲು ವಿವಿಧ ಸಾಧನಗಳನ್ನು ತಯಾರಿಸಲು ಸಹ ನೀವು ನೆನಪಿಟ್ಟುಕೊಳ್ಳಬೇಕು.
ಅಂತಹ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನಿರ್ವಹಿಸುವಾಗ, ಪೈಪ್ನ ಹೊರ ಭಾಗವನ್ನು ಅಳವಡಿಸುವ ಒಳಭಾಗಕ್ಕೆ ಸಂಪರ್ಕಿಸುವುದು ಅವಶ್ಯಕ. ಈ ಎರಡೂ ಮೇಲ್ಮೈಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ನಳಿಕೆಯಿಂದ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ: ಪೈಪ್ ಅನ್ನು ತೋಳಿನಿಂದ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಮ್ಯಾಂಡ್ರೆಲ್ನಿಂದ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ.
ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಸಾಧನವು ಸಾಕಷ್ಟು ದುಬಾರಿಯಾಗಿದೆ
ಸಾಕೆಟ್ ವೆಲ್ಡಿಂಗ್ನ ನಿಜವಾದ ಪ್ರಕ್ರಿಯೆಯು ಈ ರೀತಿ ಕಾಣುತ್ತದೆ:
- ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರವನ್ನು ಅಗತ್ಯವಾದ ತಾಪಮಾನಕ್ಕೆ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ;
- ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಮ್ಯಾಂಡ್ರೆಲ್ನಲ್ಲಿ ಸಾಧ್ಯವಾದಷ್ಟು ವಿಸ್ತರಿಸಲಾಗುತ್ತದೆ, ಮತ್ತು ಅದೇ ಸಮಯದಲ್ಲಿ, ಪೈಪ್ನ ತುದಿಯನ್ನು ಅದು ನಿಲ್ಲುವವರೆಗೆ ತೋಳಿನ ಮೇಲೆ ಹಾಕಲಾಗುತ್ತದೆ (ಇದೆಲ್ಲವನ್ನೂ ಬಹಳ ಬೇಗನೆ ಮಾಡಬೇಕು);
- ಭಾಗಗಳ ಗಾತ್ರದಲ್ಲಿನ ವ್ಯತ್ಯಾಸದಿಂದಾಗಿ, ಹೆಚ್ಚುವರಿ ಪದರವು ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತದೆ, ಅದು ಬಿಸಿಯಾದಾಗ ಕರಗುತ್ತದೆ ಮತ್ತು ಸಣ್ಣ ರೋಲರ್ ರೂಪದಲ್ಲಿ ಕ್ರಾಲ್ ಆಗುತ್ತದೆ, ಇದನ್ನು ಬರ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ;
- ಮಣಿ ಪೈಪ್ಗಳ ವ್ಯಾಸವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ತನ್ಮೂಲಕ ಅವುಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ನಳಿಕೆಯನ್ನು ಪ್ರವೇಶಿಸಲು ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ನೊಂದಿಗೆ ಮ್ಯಾಂಡ್ರೆಲ್ನೊಂದಿಗೆ ಜೋಡಿಸಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ;
- ಎಲ್ಲಾ ಭಾಗಗಳು ನಿಲ್ಲುವವರೆಗೂ ತಾಪನ ನಳಿಕೆಯೊಳಗೆ ಚಲಿಸಬೇಕು ಮತ್ತು ಈ ಕ್ಷಣವನ್ನು ತಲುಪಿದಾಗ, ಅವುಗಳ ಮೇಲೆ ಯಾವುದೇ ಒತ್ತಡವನ್ನು ನಿಲ್ಲಿಸಬೇಕು;
- ಇದಲ್ಲದೆ, ಅಗತ್ಯವಿರುವ ಸಮಯಕ್ಕೆ ಎಲ್ಲಾ ತುಣುಕುಗಳನ್ನು ಈ ಸ್ಥಾನದಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ;
- ಸಮಯದ ಅಂತ್ಯದ ನಂತರ, ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ, ಪೈಪ್ ಅನ್ನು ನಳಿಕೆಯಿಂದ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ ಮತ್ತು ಈ ಭಾಗಗಳನ್ನು ಸಾಧ್ಯವಾದಷ್ಟು ಸಂಯೋಜಿಸಲಾಗುತ್ತದೆ;
- ಬೆಸುಗೆ ಹಾಕಿದ ತುಣುಕು ತಣ್ಣಗಾದ ನಂತರ, ಎರಡನೇ ಉತ್ಪನ್ನವನ್ನು ಫಿಟ್ಟಿಂಗ್ನ ಇನ್ನೊಂದು ತುದಿಯಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಬೇಕು.
ಬೆಸುಗೆ ಹಾಕುವ ಪಿಇ ಕೊಳವೆಗಳಿಗೆ ಪ್ರಸರಣ ವಿಧಾನ
ಇಲ್ಲಿಯವರೆಗೆ, ಪಾಲಿಥಿಲೀನ್ ಇನ್ನೂ ಲೋಹ ಅಥವಾ ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ನಂತಹ ಅಧಿಕಾರವನ್ನು ಹೊಂದಿಲ್ಲ, ಆದರೆ ವಾಸ್ತವವಾಗಿ ಅದರ ಶಕ್ತಿ ಮತ್ತು ಕಾರ್ಯಕ್ಷಮತೆಯ ಗುಣಲಕ್ಷಣಗಳು ಕೆಟ್ಟದ್ದಲ್ಲ. ಉತ್ಪಾದನಾ ಹಂತದಲ್ಲಿ ಆಧುನಿಕ ತಂತ್ರಜ್ಞಾನಗಳು ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹತೆಯ PE ಪೈಪ್ಗಳನ್ನು ಮಾಡಲು ಸಾಧ್ಯವಾಗುವಂತೆ ಮಾಡುತ್ತದೆ. ಅವುಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಅತ್ಯಂತ ಆಸಕ್ತಿದಾಯಕ ಮಾರ್ಗವೆಂದರೆ ಪ್ರಸರಣ, ಇದು ವಿಶೇಷ ಉಪಕರಣಗಳ ಬಳಕೆಯನ್ನು ಅಗತ್ಯವಿರುವುದಿಲ್ಲ. ಹರಿಕಾರ ಕೂಡ ಈ ರೀತಿಯಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.

ಹೆಚ್ಚಿನ ಮತ್ತು ಕಡಿಮೆ ಒತ್ತಡದ ಪಾಲಿಥಿಲೀನ್ (LDPE ಮತ್ತು HDPE) ಅತ್ಯಂತ ಜನಪ್ರಿಯ ಪಾಲಿಮರಿಕ್ ಥರ್ಮೋಪ್ಲಾಸ್ಟಿಕ್ಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ, ಇದು ವಿವಿಧ ರೀತಿಯ ನೀರು ಸರಬರಾಜು, ನೈರ್ಮಲ್ಯ ವ್ಯವಸ್ಥೆಗಳು ಇತ್ಯಾದಿಗಳನ್ನು ಆಯೋಜಿಸುವಲ್ಲಿ ಹೆಚ್ಚಿನ ಬೇಡಿಕೆಯನ್ನು ಹೊಂದಿದೆ. ಪಾಲಿಮರ್ ವಸ್ತುವಿನ ವಿಶಿಷ್ಟ ಲಕ್ಷಣವೆಂದರೆ ಬಿಸಿಯಾದಾಗ ಅದು ಮೃದುವಾಗುತ್ತದೆ, ಏಕೆಂದರೆ ಪರಸ್ಪರ ಅಣುಗಳ ಸರಪಳಿಯ ಪರಸ್ಪರ ಸಂಪರ್ಕವು ಕಳೆದುಹೋಗುತ್ತದೆ. ಅದು ಹೆಪ್ಪುಗಟ್ಟಿದಂತೆ, ಅದು ತನ್ನ ಹಿಂದಿನ ಶಕ್ತಿಯನ್ನು ಮರಳಿ ಪಡೆಯುತ್ತದೆ, ರೂಪಾಂತರವು ಎಂದಿಗೂ ಸಂಭವಿಸಲಿಲ್ಲ. ಇದು ಪಾಲಿಥಿಲೀನ್ ಅನ್ನು ಅದರ ಮೇಲೆ ಬೆಸುಗೆ ಹಾಕಲು ಸೂಕ್ತವಾದ ವಸ್ತುವನ್ನಾಗಿ ಮಾಡುವ ಈ ವೈಶಿಷ್ಟ್ಯವಾಗಿದೆ. ಎರಡು ಉತ್ಪನ್ನಗಳ ಮೃದುತ್ವದ ಸಮಯದಲ್ಲಿ, ಅವುಗಳನ್ನು ಸಂಪರ್ಕಿಸಬಹುದು, ಇದು ಘನೀಕರಣದ ನಂತರ, ಹೆಚ್ಚು ಬಾಳಿಕೆ ಬರುವ ಬಂಧಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ. ಎರಡು ತುಂಡುಗಳ ನಡುವೆ ಬಲವಾದ ವೆಲ್ಡ್ ಅನ್ನು ರಚಿಸಲಾಗುತ್ತದೆ.

ಪಿಇ ಪೈಪ್ಗಳನ್ನು 270 ಡಿಗ್ರಿ ಸೆಲ್ಸಿಯಸ್ನ ತುಲನಾತ್ಮಕವಾಗಿ ಕಡಿಮೆ ತಾಪಮಾನದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, ಇದು ಕಾರ್ಯವನ್ನು ಹೆಚ್ಚು ಸರಳಗೊಳಿಸುತ್ತದೆ ಸಲಕರಣೆಗಳ ಆಯ್ಕೆಯಿಂದ ಮತ್ತು ನಂತರದ ಬಳಕೆ.ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯವು ಅತ್ಯಂತ ಚಿಕ್ಕದಾಗಿದೆ (ಪ್ರತಿ ಹಂತಕ್ಕೆ ಕೆಲವು ಸೆಕೆಂಡುಗಳು) ಮತ್ತು ಪೈಪ್ಲೈನ್ಗಳ ದಪ್ಪವನ್ನು ಬದಲಿಸುವ ಮೂಲಕ ಮಾತ್ರ ಸರಿಹೊಂದಿಸಬಹುದು.
ಉತ್ಪನ್ನವನ್ನು ಬಗ್ಗಿಸುವುದು ಅಥವಾ ನೇರಗೊಳಿಸುವುದು ಹೇಗೆ
ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳು ನೇರವಾದ 12-ಮೀಟರ್ ಉದ್ದಗಳಲ್ಲಿ ಅಥವಾ ದೊಡ್ಡ ಸುರುಳಿಗಳ ಮೇಲೆ ಗಾಯಗೊಂಡ ಘನ ಉತ್ಪನ್ನಗಳ ರೂಪದಲ್ಲಿ ಮಾರಾಟಕ್ಕೆ ಲಭ್ಯವಿದೆ. ತಿರುಚಿದ ಸ್ಥಿತಿಯಲ್ಲಿರುವುದರಿಂದ, ಉತ್ಪನ್ನಗಳು ಉಂಗುರಗಳ ರೂಪವನ್ನು ಪಡೆದುಕೊಳ್ಳುತ್ತವೆ ಮತ್ತು ವಿರೂಪಗೊಳ್ಳುತ್ತವೆ. ವಿರೂಪಗೊಂಡ HDPE ಪೈಪ್ ಅನ್ನು ನೇರಗೊಳಿಸುವ ಅಥವಾ ಬಾಗಿಸುವ ಮೊದಲು, ಅದನ್ನು ಬಿಸಿ ಮಾಡಬೇಕು.

ಪೈಪ್ಲೈನ್ ಅನ್ನು ಜೋಡಿಸುವಾಗ, ತಿರುಚಿದ ಅಥವಾ ವಿರೂಪಗೊಂಡ ಪಾಲಿಥಿಲೀನ್ ಪೈಪ್ ಅನ್ನು ಬಗ್ಗಿಸುವುದು ಆಗಾಗ್ಗೆ ಅಗತ್ಯವಾಗಿರುತ್ತದೆ.
ಕಡಿಮೆ ಸಾಂದ್ರತೆಯ ಪಾಲಿಥಿಲೀನ್ ಅದರ ಉತ್ತಮ ಸ್ಥಿತಿಸ್ಥಾಪಕತ್ವಕ್ಕೆ ಹೆಸರುವಾಸಿಯಾಗಿದೆ. ಆದರೆ ಇದು + 80 ° C ಗಿಂತ ಹೆಚ್ಚಿನ ತಾಪನ ತಾಪಮಾನದಲ್ಲಿ ಈ ಆಸ್ತಿಯನ್ನು ಕಳೆದುಕೊಳ್ಳುತ್ತದೆ. ಉತ್ಪನ್ನದ ಸಂರಚನೆಯನ್ನು ಬದಲಾಯಿಸಲು ಅಗತ್ಯವಿದ್ದರೆ ಈ ಕ್ಷಣವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಆದರೆ ನೇರಗೊಳಿಸಲು ಅಥವಾ ಬಾಗಲು ತಾಪಮಾನವನ್ನು ಅಲ್ಪಾವಧಿಗೆ ಮಾತ್ರ ಹೆಚ್ಚಿಸಬಹುದು ಎಂದು ನೆನಪಿನಲ್ಲಿಟ್ಟುಕೊಳ್ಳುವುದು ಯೋಗ್ಯವಾಗಿದೆ. ಎಲ್ಲಾ ನಂತರ, ಪಾಲಿಥಿಲೀನ್ ಪೈಪ್ ಕಟ್ಟಡ ಸಾಮಗ್ರಿಗಳ ವರ್ಗಕ್ಕೆ ಸೇರಿದ್ದು, ತಾಪಮಾನದ ಆಡಳಿತವನ್ನು ಉಲ್ಲಂಘಿಸಿದರೆ, ಹಾನಿಗೊಳಗಾಗಬಹುದು.
ಪೈಪ್ ಬಾಗುವ ವಿಧಾನಗಳ ಅವಲೋಕನ
ಉತ್ಪನ್ನವನ್ನು ಸ್ವಲ್ಪ ಬಿಸಿ ಮಾಡಿದ ನಂತರ ಅದರ ಸಂಗ್ರಹಣೆ ಮತ್ತು ಸಾಗಣೆಯ ಸಮಯದಲ್ಲಿ ಉದ್ಭವಿಸಿದ ಕ್ರೀಸ್ಗಳನ್ನು ತೆಗೆದುಹಾಕುವ ಮೂಲಕ ಪೈಪ್ ಅನ್ನು ನೇರಗೊಳಿಸುವುದು ಸುಲಭವಾಗಿದೆ. ಪೈಪ್ಲೈನ್ನ ಬದಲಿ ಅಥವಾ ದುರಸ್ತಿ ಬೇಸಿಗೆಯಲ್ಲಿ ನಡೆಸಿದರೆ, ಸೂರ್ಯನ ಕಿರಣಗಳು ಸಾಧ್ಯವಾದಷ್ಟು ಬಿಸಿಯಾಗಿರುವಾಗ, ಕೆಲಸವನ್ನು ಸಾಧಿಸಲು ನೀವು ಅವುಗಳನ್ನು ಬಳಸಬಹುದು.








HDPE ಪೈಪ್ ಅನ್ನು ನೇರಗೊಳಿಸಲು, ನೀವು ಅದನ್ನು ನೇರ ಸೂರ್ಯನ ಬೆಳಕಿನಲ್ಲಿ ಒಂದೆರಡು ಗಂಟೆಗಳ ಕಾಲ ಬಿಡಬೇಕು, ವಿಭಾಗದ ತುದಿಗಳನ್ನು ದೃಢವಾಗಿ ಸರಿಪಡಿಸಿ
UV ಕಿರಣಗಳು ಪಾಲಿಥಿಲೀನ್ನ ಕಾರ್ಯಾಚರಣೆಯ ನಿಯತಾಂಕಗಳನ್ನು ಹದಗೆಡಿಸುವುದಿಲ್ಲ, ಆದರೆ ಅದೇ ಸಮಯದಲ್ಲಿ ಅವರು ಸ್ವಲ್ಪ ಸಮಯದವರೆಗೆ ಉತ್ಪನ್ನದ ಗೋಡೆಗಳನ್ನು ಮೃದುಗೊಳಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.ನೀವು ಮೃದುಗೊಳಿಸಿದ ಪೈಪ್ ಅನ್ನು ಗಟ್ಟಿಯಾದ ಬೆಂಬಲ ಅಥವಾ ಗೋಡೆಯ ಉದ್ದಕ್ಕೂ ಸರಿಪಡಿಸಬೇಕು ಅಥವಾ ಅದನ್ನು ಮೊದಲೇ ಅಗೆದ ಕಂದಕದಲ್ಲಿ ಇಡಬೇಕು. ನೀವು ನೆಲದ ಮೇಲೆ ಬಾಗಿದ HDPE ಪೈಪ್ ಅನ್ನು ನೇರಗೊಳಿಸುವ ಮೊದಲು, ನೀವು ಪ್ರದೇಶವನ್ನು ತೆರವುಗೊಳಿಸಬೇಕಾಗಿದೆ.
ಚಳಿಗಾಲದಲ್ಲಿ ಕೆಲಸವನ್ನು ಮಾಡಬೇಕಾದರೆ, ಉತ್ಪನ್ನವನ್ನು ಬಿಸಿಮಾಡಲು ಬಿಸಿನೀರನ್ನು ಬಳಸಿ. ಆದರೆ ಈ ವಿಧಾನವು ಪೈಪ್ಗಳಿಗೆ ಪರಿಣಾಮಕಾರಿಯಾಗಿದೆ, ಅದರ ಗಾತ್ರವು 50 ಮಿಮೀ ಮೀರುವುದಿಲ್ಲ. ನೇರಗೊಳಿಸುವಿಕೆಗೆ ಸಹಾಯಕವಾಗಿ, ನೀವು ಲೋಹದ ಬೇಲಿಗಳು ಮತ್ತು ಇಟ್ಟಿಗೆ ಕೆಲಸಗಳನ್ನು ಬಳಸಬಹುದು. ಯಾವುದೇ ಸಂದರ್ಭದಲ್ಲಿ: ಉತ್ಪನ್ನದ ಉದ್ದವು ಚಿಕ್ಕದಾಗಿದೆ, ಅದರೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವುದು ಸುಲಭವಾಗುತ್ತದೆ.
ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಬಗ್ಗಿಸಲು ಪರಿಣಾಮಕಾರಿ ವಿಧಾನಗಳು
HDPE ಪೈಪ್ ಅನ್ನು ಬಗ್ಗಿಸಲು ಅಗತ್ಯವಾದಾಗ ವಿರುದ್ಧವಾದ ಪರಿಸ್ಥಿತಿಯು ಉದ್ಭವಿಸಿದರೆ, ಒಂದೇ ರೀತಿಯ ಶಾಖ ಚಿಕಿತ್ಸೆಯನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಬೆಚ್ಚಗಾಗಲು, ಈ ಕೆಳಗಿನ ವಿಧಾನಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ:
- ಕಟ್ಟಡದ ಕೂದಲು ಶುಷ್ಕಕಾರಿಯ ಬಿಸಿ ದಿಕ್ಕಿನ ಗಾಳಿಯೊಂದಿಗೆ ಬೀಸಲಾಯಿತು;
- ಗ್ಯಾಸ್ ಬರ್ನರ್ನೊಂದಿಗೆ ಉತ್ಪನ್ನದ ಗೋಡೆಗಳನ್ನು ಬೆಚ್ಚಗಾಗಿಸಿ;
- ಕುದಿಯುವ ನೀರಿನಿಂದ ಮೇಲ್ಮೈಯನ್ನು ಸುರಿಯಿರಿ.
ಬಾಗುವ ವಿಧಾನವನ್ನು ಸರಳೀಕರಿಸಲು, ಮೋಲ್ಡಿಂಗ್ ಚೌಕಟ್ಟನ್ನು ನಿರ್ಮಿಸುವುದು ಉತ್ತಮ. ಫ್ರೇಮ್, ಅದರ ಗಾತ್ರವು ಬಾಗಿದ ಪೈಪ್ನ ವ್ಯಾಸಕ್ಕೆ ಅನುರೂಪವಾಗಿದೆ, ಇದನ್ನು ಸಾಮಾನ್ಯ ಫೈಬರ್ಬೋರ್ಡ್ ಹಾಳೆಗಳಿಂದ ತಯಾರಿಸಬಹುದು. ಚೌಕಟ್ಟಿನ ಮೇಲ್ಮೈಯನ್ನು ಮೃದುಗೊಳಿಸಲು, ಮರಳು ಕಾಗದದ ತುಂಡುಗಳಿಂದ ಮರಳು ಮಾಡಿ.
ಕೂದಲು ಶುಷ್ಕಕಾರಿಯೊಂದಿಗೆ HDPE ಪೈಪ್ ಅನ್ನು ಬಗ್ಗಿಸಲು, ಕೆಲಸವನ್ನು ಈ ಕೆಳಗಿನ ಅನುಕ್ರಮದಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ:
- ಚಿಕಿತ್ಸೆ ನೀಡುವ ಪ್ರದೇಶವನ್ನು ಕಟ್ಟಡದ ಕೂದಲು ಶುಷ್ಕಕಾರಿಯೊಂದಿಗೆ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ.
- ಮೃದುಗೊಳಿಸಿದ ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಮೋಲ್ಡಿಂಗ್ ಫ್ರೇಮ್ಗೆ ಆಳಗೊಳಿಸಲಾಗುತ್ತದೆ.
- ಬೆಂಡ್ನಲ್ಲಿ ಉತ್ಪನ್ನವನ್ನು ಮುರಿಯದಂತೆ ಅತಿಯಾದ ಬಲವನ್ನು ಅನ್ವಯಿಸದೆ, ಪೈಪ್ ಅನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಬಗ್ಗಿಸಿ.
ಅಗತ್ಯವಿರುವ ಬಾಗುವ ಕೋನವನ್ನು ರಚಿಸಿದ ನಂತರ, ನೀವು ಉತ್ಪನ್ನವನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ತಂಪಾಗುವವರೆಗೆ ಬಿಡಬೇಕು ಮತ್ತು ನಂತರ ಅದನ್ನು ಫ್ರೇಮ್ನಿಂದ ತೆಗೆದುಹಾಕಿ.

ಪಾಲಿಥಿಲೀನ್ ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈಯ ಏಕರೂಪದ ತಾಪನವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು, ಪೈಪ್ ಅನ್ನು ನಿರಂತರವಾಗಿ ಅದರ ಅಕ್ಷದ ಸುತ್ತ ತಿರುಗಿಸಬೇಕು, ಕಿರಣಗಳ ಅಡಿಯಲ್ಲಿ ವಿವಿಧ ವಿಭಾಗಗಳನ್ನು ಬದಲಿಸಬೇಕು.
ಒಂದು ಪ್ರಮುಖ ಅಂಶ: ಪೈಪ್ ಅನ್ನು ಬಿಸಿಮಾಡುವಾಗ, "ಗೋಲ್ಡನ್ ಮೀನ್" ಗೆ ಅಂಟಿಕೊಳ್ಳುವುದು ಅವಶ್ಯಕ. ಬಾಗುವ ಸಮಯದಲ್ಲಿ ಮೇಲ್ಮೈ ಸಾಕಷ್ಟು ಬಿಸಿಯಾಗದಿದ್ದರೆ, ಪೈಪ್ ಮುರಿಯಬಹುದು. ತಾಪನದ ಸಮಯದಲ್ಲಿ, ತಾಪನ ಅಂಶವನ್ನು ಉತ್ಪನ್ನಕ್ಕೆ ತುಂಬಾ ಹತ್ತಿರಕ್ಕೆ ತಂದರೆ, ಪಾಲಿಮರ್ ಹೊತ್ತಿಕೊಳ್ಳಬಹುದು.
ಬಟ್ ವೆಲ್ಡಿಂಗ್

ನಿಮ್ಮ ಸ್ವಂತ ಕೈಗಳಿಂದ ನೀವು HDPE ಪೈಪ್ಗಳನ್ನು ಬಟ್-ವೆಲ್ಡ್ ಮಾಡಬಹುದು. ಬಟ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಯಾಂತ್ರಿಕ ಅಥವಾ ಹೈಡ್ರಾಲಿಕ್ ಡ್ರೈವ್ನೊಂದಿಗೆ ವಿಶೇಷ ಉಪಕರಣಗಳನ್ನು ಬಳಸಿ ನಡೆಸಲಾಗುತ್ತದೆ. ಅಂತಹ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರವು ಸಂಪೂರ್ಣ ಮತ್ತು ಬಿಗಿಯಾದ ಸಂಪರ್ಕದವರೆಗೆ ಟ್ಯೂಬ್ಗಳ ಎರಡು ಅಂಶಗಳನ್ನು ಸೇರಲು ಅನುಮತಿಸುತ್ತದೆ. ಸಾಫ್ಟ್ವೇರ್ ನಿಯಂತ್ರಣವನ್ನು ಹೊಂದಿರುವ ಅತ್ಯಂತ ಜನಪ್ರಿಯ ಸಾಧನಗಳು. ಅಂತಹ ಸಲಕರಣೆಗಳು ಸಂಪೂರ್ಣ ಯಾಂತ್ರೀಕೃತಗೊಂಡ ಮತ್ತು ಭೌತಿಕ ಪ್ರಯತ್ನದ ವಿಷಯದಲ್ಲಿ ಆಪರೇಟರ್ ಹಸ್ತಕ್ಷೇಪವಿಲ್ಲದೆಯೇ ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯನ್ನು ನಿಯಂತ್ರಿಸುವ ಸಾಮರ್ಥ್ಯದಿಂದ ನಿರೂಪಿಸಲ್ಪಡುತ್ತವೆ.
ನಿಮ್ಮ ಸ್ವಂತ ಕೈಗಳಿಂದ ಕೆಲಸವನ್ನು ಮಾಡುವ ಮೊದಲು, ಏಕರೂಪದ ತಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳೊಂದಿಗೆ HDPE ಪೈಪ್ಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡಬೇಕು. ಒಂದೇ ಬ್ಯಾಚ್ನಿಂದಲೂ ಟ್ಯೂಬ್ಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಲು ಸಲಹೆ ನೀಡಲಾಗುತ್ತದೆ. ಇಲ್ಲಿ ಪಾಲಿಮರ್ ಆಣ್ವಿಕ ಮಟ್ಟದಲ್ಲಿ ಸೇರಿಕೊಳ್ಳುವುದರಿಂದ, ಈ ವಿಧಾನವು ವೆಲ್ಡಿಂಗ್ ಸೀಮ್ ಅನ್ನು ಹೆಚ್ಚು ಗಾಳಿಯಾಡದ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹವಾಗಿಸುತ್ತದೆ.
ಬಟ್ ವೆಲ್ಡಿಂಗ್ನ ತತ್ವವು ಪೈಪ್ನ ತುದಿಗಳನ್ನು ವಿಶೇಷ ತಟ್ಟೆಯಲ್ಲಿ ಬಿಸಿ ಮಾಡುವುದು. ಕರಗಿದ ನಂತರ, ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಎರಡು ಪೈಪ್ಗಳ ತುದಿಗಳ ನಡುವಿನ ಪಿಇ ಪ್ಲೇಟ್ ಅನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ ಮತ್ತು ಪಾಲಿಮರ್ ಸಂಪೂರ್ಣವಾಗಿ ಮಿಶ್ರಣ ಮತ್ತು ಬೆಸುಗೆಯಾಗುವವರೆಗೆ ಅಂಶಗಳನ್ನು ಯಾಂತ್ರಿಕವಾಗಿ ಸಂಕುಚಿತಗೊಳಿಸಲಾಗುತ್ತದೆ. ಅದರ ನಂತರ, ಕೊಳವೆಗಳನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ತಣ್ಣಗಾಗಲು ಅನುಮತಿಸಬೇಕು.
ಪಿವಿಸಿ ಪೈಪ್ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳ ವಿವರಣೆ
- ಆದ್ದರಿಂದ, 20 ಮಿಮೀ ಅಡ್ಡ ವಿಭಾಗವನ್ನು ಹೊಂದಿರುವ ಕೊಳವೆಗಳಿಗೆ, ಕರಗುವ ಉದ್ದ (ವೆಲ್ಡಿಂಗ್ ಆಳ) 14.5 ಮಿಮೀ ಆಗಿರುತ್ತದೆ;
- ಎಲಿಮೆಂಟ್ಸ್ 25 ಎಂಎಂ - 16 ಎಂಎಂ;
- 32 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಟ್ಯೂಬ್ಗಳಿಗೆ - 18 ಮಿಮೀ;
- 40 ಎಂಎಂ ವಿಭಾಗದೊಂದಿಗೆ ಟ್ಯೂಬ್ಗಳಿಗೆ - 20 ಮಿಮೀ;
- 50 ಮಿಮೀ ವ್ಯಾಸದ ಪೈಪ್ಗಳು - 23 ಮಿಮೀ.
ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಅನ್ನು ಬಳಸುವ ಸಾಮರ್ಥ್ಯಗಳು
ವಿಶಿಷ್ಟವಾಗಿ, ಪಾಲಿಎಥಿಲಿನ್ ಪೈಪ್ಗಳನ್ನು ಕೊನೆಯಿಂದ ಕೊನೆಯವರೆಗೆ ವೆಲ್ಡ್ ಮಾಡಲು ಅನುಕೂಲಕರ ಅಥವಾ ಪ್ರಾಯೋಗಿಕವಲ್ಲದ ಸಂದರ್ಭಗಳಲ್ಲಿ ಎಲೆಕ್ಟ್ರಿಕ್ ಕಪ್ಲಿಂಗ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಹೆಚ್ಚಾಗಿ ಇದು ಒಳಚರಂಡಿ ಬಾವಿಗಳು, ಕಿರಿದಾದ ಮತ್ತು ಅನನುಕೂಲವಾದ ಚಾನಲ್ಗಳು, ಬೇಸ್ ಮತ್ತು ಮನೆಗಳ ಗೋಡೆಗಳಲ್ಲಿ ಅನುಸ್ಥಾಪನ ಹೊಂಡಗಳಲ್ಲಿ ಸಂಭವಿಸುತ್ತದೆ. ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಹೇಳುವುದಾದರೆ, ಬಟ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಬಳಸಲಾಗದ ಸಂದರ್ಭಗಳಲ್ಲಿ ಎಲೆಕ್ಟ್ರಿಕ್ ಕಪ್ಲಿಂಗ್ಗಳು ಪಾರುಗಾಣಿಕಾಕ್ಕೆ ಬರುತ್ತವೆ.








ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಸೇರುವ ಈ ವಿಧಾನದ ಮತ್ತೊಂದು ಪ್ರಯೋಜನವೆಂದರೆ ಅಪಘಾತ ಅಥವಾ ಪೈಪ್ಲೈನ್ಗೆ ಹಾನಿಯ ಸಂದರ್ಭದಲ್ಲಿ ಅದರ ಅನುಕೂಲತೆ. ನಿಯಮದಂತೆ, ಅಂತಹ ಸಂದರ್ಭಗಳಲ್ಲಿ ಬಹಳ ತ್ವರಿತ ದೋಷನಿವಾರಣೆ ಅಗತ್ಯವಿರುತ್ತದೆ. ಎಲೆಕ್ಟ್ರಿಕ್ ಕಂಪ್ಲಿಂಗ್ಗಳೊಂದಿಗೆ HDPE ಪೈಪ್ಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಮಾಡುವುದು ಅನುಷ್ಠಾನದ ಗಣನೀಯ ಸುಲಭತೆಯಿಂದ ನಿರೂಪಿಸಲ್ಪಟ್ಟಿದೆ - ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಯಾವುದೇ ವಿಶೇಷ ಜ್ಞಾನದ ಅಗತ್ಯವಿಲ್ಲ.

ಸಾಧನದ ಅನುಸ್ಥಾಪನೆಯ ಸುಲಭತೆಯು ಅದರ ಮೇಲೆ ವಿಶೇಷ ರಂಧ್ರಗಳ ಉಪಸ್ಥಿತಿಯಿಂದ ಖಾತ್ರಿಪಡಿಸಲ್ಪಡುತ್ತದೆ. ಆಧುನಿಕ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರಗಳಲ್ಲಿ ಡಾಕಿಂಗ್ ಮಾಡಲು ಸೂಕ್ತವಾದ ತಾಪಮಾನದ ಆಡಳಿತವನ್ನು ನಿರ್ಧರಿಸಲು, ವಿದ್ಯುತ್ ಕಪ್ಲಿಂಗ್ಗಳೊಂದಿಗೆ ಅಳವಡಿಸಲಾಗಿರುವ ಬಾರ್ಕೋಡ್ನಿಂದ ನೇರವಾಗಿ ಅಗತ್ಯವಿರುವ ಮಾಹಿತಿಯನ್ನು ಓದುವ ಕಾರ್ಯವನ್ನು ಒದಗಿಸಲಾಗುತ್ತದೆ. ಸಂಪರ್ಕ ವಿಧಾನವನ್ನು ಸರಳವಾದ ಸಾಧನಗಳೊಂದಿಗೆ ಅಳವಡಿಸಲಾಗಿದೆ - ಪೈಪ್ನ ತುದಿಗಳನ್ನು ತೆಗೆದುಹಾಕುವ ಸಾಧನ, ವಿದ್ಯುತ್ ಜೋಡಣೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರ.



