- ಅರ್ಜಿಗಳನ್ನು
- ತಾಮ್ರದ ಕೊಳವೆಗಳ ವಿಧಗಳು
- ಬೆಸುಗೆ ಹಾಕುವ ತಾಮ್ರದ ಕೊಳವೆಗಳಿಗೆ ಏನು ಬೇಕು
- ಸಂಖ್ಯೆ 11. ತಾಪನ ಪೈಪ್ ವ್ಯಾಸ
- ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ವಿಧಾನಗಳು
- ವೆಲ್ಡಿಂಗ್
- ನಿಷ್ಕಾಸ ಫಿಟ್ಟಿಂಗ್ಗಳೊಂದಿಗೆ ತಾಮ್ರದ ಕೊಳವೆಗಳ ಸಂಪರ್ಕ.
- ರೋಲಿಂಗ್
- ಕಂಪ್ರೆಷನ್ ಫಿಟ್ಟಿಂಗ್
- ಪ್ರೆಸ್ ಫಿಟ್ಟಿಂಗ್
- ಬೆಸುಗೆ ಹಾಕುವ ತಾಮ್ರದ ಕೊಳವೆಗಳು
- ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಬಳಸುವಾಗ ಮಿತಿಗಳು
- ತಾಮ್ರದ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ವಿಧಾನಗಳು
- ತಾಪನದ ಅನುಸ್ಥಾಪನೆಯನ್ನು ಸರಳಗೊಳಿಸುವುದು ಹೇಗೆ
- ಕ್ಯಾಪಿಲ್ಲರಿ ಬೆಸುಗೆ ಹಾಕುವುದು
- ಸಂಖ್ಯೆ 6. ತಾಪನಕ್ಕಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳು
- ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳ ವೈವಿಧ್ಯಗಳು
- ಉತ್ಪಾದನೆ
- ವಿಧಾನ #2: ಗ್ರೂವಿಂಗ್ (ರೋಲ್ ಗ್ರೂವ್)
- ನರ್ಲ್ಡ್ ಗ್ರೂವ್ ಸಂಪರ್ಕವನ್ನು ಸಿದ್ಧಪಡಿಸುವುದು ಮತ್ತು ಮಾಡುವುದು
- ಸಂಪೂರ್ಣ ನರ್ಲ್ಡ್ ಸಿಸ್ಟಮ್ ಅನ್ನು ಪರೀಕ್ಷಿಸಲಾಗುತ್ತಿದೆ
- ಸಂಖ್ಯೆ 7. ಬಿಸಿಗಾಗಿ ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳು
- ತುಲನಾತ್ಮಕ ಬೆಲೆ ಅವಲೋಕನ
- ವಿಧಗಳು
- ವಿಶೇಷಣಗಳು
ಅರ್ಜಿಗಳನ್ನು
ಈ ವಸ್ತುವನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು ಉತ್ತಮವಾದಾಗ ಹಲವಾರು ಸಂದರ್ಭಗಳಿವೆ:
- ತಾಮ್ರದ ಕೊಳವೆಗಳಿಂದ ತಾಪನ ವ್ಯವಸ್ಥೆಯನ್ನು ಸ್ಥಾಪಿಸುವ ಪ್ರಸ್ತುತ ಆಯ್ಕೆಯು ಘನ ಇಂಧನ ಬಾಯ್ಲರ್ಗೆ ಸಂಪರ್ಕಿಸುವುದು. ಅಂತಹ ವ್ಯವಸ್ಥೆಗಳು ಹೆಚ್ಚಿನ ತಾಪಮಾನಕ್ಕೆ (100 ಡಿಗ್ರಿ ಸೆಲ್ಸಿಯಸ್ಗಿಂತ ಹೆಚ್ಚು) ದೀರ್ಘಾವಧಿಯ ಮಾನ್ಯತೆಗೆ ಒಳಗಾಗುತ್ತವೆ ಎಂಬ ಅಂಶದಿಂದಾಗಿ ಇದು ಸಂಭವಿಸುತ್ತದೆ.
- ಇತರ ವಸ್ತುಗಳಿಗೆ ಹೋಲಿಸಿದರೆ, ತಾಮ್ರವು ಸಂಕೀರ್ಣವಾದ ಆಕಾರವನ್ನು ಹೊಂದಿದ್ದರೆ ಉತ್ತಮವಾಗಿದೆ.
- ಮನೆಯ ಮಾಲೀಕರು ಸಾಕಷ್ಟು ಹಣವನ್ನು ಹೊಂದಿದ್ದರೆ ಅನುಸ್ಥಾಪನೆಯನ್ನು 100% ಸಮರ್ಥಿಸಲಾಗುತ್ತದೆ, ಅವರು ಹೆಚ್ಚಿನ ಬಾಳಿಕೆ ಸೂಚಕವನ್ನು ಪಡೆಯಲು ಬಯಸುತ್ತಾರೆ.
ಇತರ ಆಯ್ಕೆಗಳನ್ನು ಪರಿಗಣಿಸಿ, ನೀವು ಪ್ಲಾಸ್ಟಿಕ್ ಅಥವಾ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ಗೆ ಗಮನ ಕೊಡಬೇಕು.
ತಾಮ್ರದ ಕೊಳವೆಗಳ ವಿಧಗಳು
ಅಂತಹ ಉತ್ಪನ್ನಗಳು ಗಾತ್ರ ಮತ್ತು ಅಡ್ಡ ವಿಭಾಗದಲ್ಲಿ ಬದಲಾಗುತ್ತವೆ ಮತ್ತು ಈ ಕೆಳಗಿನ ಪ್ರಕಾರಗಳಾಗಿವೆ:
- ತಾಮ್ರ ಅನೆಲ್ಡ್ ಪೈಪ್. ಮೃದುತ್ವವನ್ನು ಪಡೆಯಲು, ಅಂತಹ ಉತ್ಪನ್ನಗಳನ್ನು ಶಾಖ ಚಿಕಿತ್ಸೆಗೆ ಒಳಪಡಿಸಲಾಗುತ್ತದೆ. ಇದು ಅವರ ಅನುಸ್ಥಾಪನೆಯನ್ನು ಸರಳಗೊಳಿಸುತ್ತದೆ.
- ತಾಮ್ರವನ್ನು ಅನೆಲ್ ಮಾಡದ ಪೈಪ್ಗಳು. ಇವು 1 ರಿಂದ 5 ಮೀ ಉದ್ದದ ನೇರ ಭಾಗಗಳಾಗಿವೆ.
ಪೈಪ್ಗಳ ಅಡ್ಡ ವಿಭಾಗವು ಕ್ಲಾಸಿಕ್ ಮತ್ತು ಆಯತಾಕಾರದ ಆಗಿರಬಹುದು. ಎರಡನೆಯದನ್ನು ಸ್ಟೇಟರ್ ವಿಂಡ್ಗಳಿಗೆ ಕಂಡಕ್ಟರ್ಗಳ ರಚನೆಯಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ದ್ರವಗಳಿಂದ ತಂಪಾಗುತ್ತದೆ. ಅವುಗಳ ತಯಾರಿಕೆಯು ಸಂಕೀರ್ಣವಾಗಿದೆ ಮತ್ತು ವೆಚ್ಚವು ಸಾಂಪ್ರದಾಯಿಕಕ್ಕಿಂತ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ. ನೀರಿನ ಪೂರೈಕೆಗಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳ ಅತ್ಯಂತ ಜನಪ್ರಿಯ ವ್ಯಾಸವು 10 ರಿಂದ 23 ಮಿಮೀ, ಡ್ರೈನ್ ವ್ಯವಸ್ಥೆಗಳಿಗೆ - 30 ರಿಂದ 45 ಮಿಮೀ.
ಬೆಸುಗೆ ಹಾಕುವ ತಾಮ್ರದ ಕೊಳವೆಗಳಿಗೆ ಏನು ಬೇಕು
ಬೆಸುಗೆ ಹಾಕುವ ತಾಮ್ರದ ಕೊಳವೆಗಳು, ನಿಮ್ಮ ಸ್ವಂತ ಕೈಗಳಿಂದ ಮಾಡಲು ಕಷ್ಟವಾಗುವುದಿಲ್ಲ, ದುಬಾರಿ ಉಪಕರಣಗಳು ಮತ್ತು ಯಾವುದೇ ವಿಶೇಷ ವಸ್ತುಗಳ ಅಗತ್ಯವಿರುವುದಿಲ್ಲ. ಅದನ್ನು ಸರಿಯಾಗಿ ಕಾರ್ಯಗತಗೊಳಿಸಲು, ನಿಮಗೆ ಈ ಕೆಳಗಿನ ಸಾಧನಗಳು ಬೇಕಾಗುತ್ತವೆ.
ಬರ್ನರ್, ಅದರ ಕಾರಣದಿಂದಾಗಿ ಬೆಸುಗೆ ಮತ್ತು ಪೈಪ್ ವಿಭಾಗವನ್ನು ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ, ಅಲ್ಲಿ ಅವು ಸಂಪರ್ಕಗೊಳ್ಳುತ್ತವೆ. ನಿಯಮದಂತೆ, ಪ್ರೋಪೇನ್ ಅನಿಲವನ್ನು ಅಂತಹ ಬರ್ನರ್ಗೆ ಸರಬರಾಜು ಮಾಡಲಾಗುತ್ತದೆ, ಅದರ ಒತ್ತಡವನ್ನು ವೆಲ್ಡಿಂಗ್ ರಿಡ್ಯೂಸರ್ನಿಂದ ನಿಯಂತ್ರಿಸಲಾಗುತ್ತದೆ.
ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಕತ್ತರಿಸುವ ವಿಶೇಷ ಸಾಧನ. ಈ ಲೋಹದಿಂದ ಮಾಡಿದ ಉತ್ಪನ್ನಗಳು ತುಂಬಾ ಮೃದುವಾಗಿರುವುದರಿಂದ, ಗೋಡೆಗಳನ್ನು ಸುಕ್ಕುಗಟ್ಟದಂತೆ ಅವುಗಳನ್ನು ನಿಧಾನವಾಗಿ ಕತ್ತರಿಸಬೇಕು. ವಿವಿಧ ಮಾದರಿಗಳ ಪೈಪ್ ಕಟ್ಟರ್ಗಳನ್ನು ಆಧುನಿಕ ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ನೀಡಲಾಗುತ್ತದೆ, ಅವುಗಳ ಕ್ರಿಯಾತ್ಮಕತೆ ಮತ್ತು ತಾಂತ್ರಿಕ ಸಾಮರ್ಥ್ಯಗಳಲ್ಲಿ ಭಿನ್ನವಾಗಿರುತ್ತವೆ.
ಅಂತಹ ಸಾಧನಗಳ ಪ್ರತ್ಯೇಕ ಮಾದರಿಗಳ ವಿನ್ಯಾಸವು ಮುಖ್ಯವಾಗಿದೆ, ಅವುಗಳನ್ನು ಕಠಿಣವಾಗಿ ತಲುಪುವ ಸ್ಥಳಗಳಲ್ಲಿ ಕೆಲಸ ಮಾಡಲು ಸಹ ಬಳಸಲು ಅನುಮತಿಸುತ್ತದೆ.
ಪೈಪ್ ಎಕ್ಸ್ಪಾಂಡರ್ ಎನ್ನುವುದು ತಾಮ್ರದ ಪೈಪ್ನ ವ್ಯಾಸವನ್ನು ವಿಸ್ತರಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುವ ಸಾಧನವಾಗಿದೆ, ಇದು ಉತ್ತಮ ಬೆಸುಗೆಗೆ ಅಗತ್ಯವಾಗಿರುತ್ತದೆ. ತಾಮ್ರದ ಕೊಳವೆಗಳಿಂದ ಜೋಡಿಸಲಾದ ವಿವಿಧ ವ್ಯವಸ್ಥೆಗಳಲ್ಲಿ, ಅದೇ ವಿಭಾಗದ ಅಂಶಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಮತ್ತು ಅವುಗಳನ್ನು ಗುಣಾತ್ಮಕವಾಗಿ ಸಂಪರ್ಕಿಸುವ ಸಲುವಾಗಿ, ಸಂಪರ್ಕಿತ ಅಂಶಗಳಲ್ಲಿ ಒಂದರ ವ್ಯಾಸವನ್ನು ಸ್ವಲ್ಪಮಟ್ಟಿಗೆ ಹೆಚ್ಚಿಸುವ ಅವಶ್ಯಕತೆಯಿದೆ. ಪೈಪ್ ಎಕ್ಸ್ಪಾಂಡರ್ನಂತಹ ಸಾಧನವು ಈ ಸಮಸ್ಯೆಯನ್ನು ಪರಿಹರಿಸುತ್ತದೆ.
ಪೈಪ್ ಎಕ್ಸ್ಪಾಂಡರ್ನಂತಹ ಸಾಧನವು ಈ ಸಮಸ್ಯೆಯನ್ನು ಪರಿಹರಿಸುತ್ತದೆ.
ತಾಮ್ರದ ಪೈಪ್ ಫ್ಲೇರಿಂಗ್ ಕಿಟ್
ತಾಮ್ರದ ಕೊಳವೆಗಳ ತುದಿಗಳನ್ನು ಚೇಂಫರ್ ಮಾಡುವ ಸಾಧನ. ಚೂರನ್ನು ಮಾಡಿದ ನಂತರ, ಬರ್ರ್ಸ್ ಭಾಗಗಳ ತುದಿಯಲ್ಲಿ ಉಳಿಯುತ್ತದೆ, ಇದು ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹ ಸಂಪರ್ಕವನ್ನು ಪಡೆಯುವಲ್ಲಿ ಹಸ್ತಕ್ಷೇಪ ಮಾಡುತ್ತದೆ. ಅವುಗಳನ್ನು ತೆಗೆದುಹಾಕಲು ಮತ್ತು ಪೈಪ್ಗಳ ತುದಿಗಳನ್ನು ಅಗತ್ಯವಿರುವ ಸಂರಚನೆಯನ್ನು ನೀಡಲು, ಬೆವೆಲರ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಮೊದಲು ಬಳಸಲಾಗುತ್ತದೆ. ಇಂದು ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ಎರಡು ಪ್ರಮುಖ ವಿಧದ ಚೇಂಫರಿಂಗ್ ಸಾಧನಗಳಿವೆ: ಒಂದು ಸುತ್ತಿನ ದೇಹದಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಪೆನ್ಸಿಲ್ ರೂಪದಲ್ಲಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಬಳಸಲು ಹೆಚ್ಚು ಅನುಕೂಲಕರವಾಗಿದೆ, ಆದರೆ ಹೆಚ್ಚು ದುಬಾರಿ, 36 ಮಿಮೀ ಗಿಂತ ಹೆಚ್ಚಿನ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಮೃದುವಾದ ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸಂಸ್ಕರಿಸುವ ಸುತ್ತಿನ ಸಾಧನಗಳಾಗಿವೆ.
ಬೆಸುಗೆ ಹಾಕಲು ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸರಿಯಾಗಿ ತಯಾರಿಸಲು, ಅವುಗಳ ಮೇಲ್ಮೈಯಿಂದ ಎಲ್ಲಾ ಕಲ್ಮಶಗಳು ಮತ್ತು ಆಕ್ಸೈಡ್ಗಳನ್ನು ತೆಗೆದುಹಾಕುವುದು ಅವಶ್ಯಕ. ಈ ಉದ್ದೇಶಗಳಿಗಾಗಿ, ಕುಂಚಗಳು ಮತ್ತು ಕುಂಚಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇವುಗಳ ಬಿರುಗೂದಲುಗಳನ್ನು ಉಕ್ಕಿನ ತಂತಿಯಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ.
ತಾಮ್ರದ ಕೊಳವೆಗಳ ಬ್ರೇಜಿಂಗ್ ಅನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಹಾರ್ಡ್ ಬೆಸುಗೆಯೊಂದಿಗೆ ನಡೆಸಲಾಗುತ್ತದೆ, ಇದು ಹೆಚ್ಚಿನ ಮತ್ತು ಕಡಿಮೆ ತಾಪಮಾನವನ್ನು ಹೊಂದಿರುತ್ತದೆ. ಅಧಿಕ-ತಾಪಮಾನದ ಬೆಸುಗೆಯು ತಾಮ್ರದ ತಂತಿಯಾಗಿದ್ದು, ಅದರ ಸಂಯೋಜನೆಯಲ್ಲಿ ಸುಮಾರು 6% ರಂಜಕವನ್ನು ಹೊಂದಿರುತ್ತದೆ. ಅಂತಹ ತಂತಿಯು 700 ಡಿಗ್ರಿ ತಾಪಮಾನದಲ್ಲಿ ಕರಗುತ್ತದೆ, ಆದರೆ ಅದರ ಕಡಿಮೆ-ತಾಪಮಾನದ ಪ್ರಕಾರಕ್ಕೆ (ಟಿನ್ ತಂತಿ), 350 ಡಿಗ್ರಿ ಸಾಕು.
ಬೆಸುಗೆ ಹಾಕುವ ತಾಮ್ರದ ಕೊಳವೆಗಳ ತಂತ್ರಜ್ಞಾನವು ರಕ್ಷಣಾತ್ಮಕ ಕಾರ್ಯವನ್ನು ನಿರ್ವಹಿಸುವ ವಿಶೇಷ ಫ್ಲಕ್ಸ್ ಮತ್ತು ಪೇಸ್ಟ್ಗಳ ಬಳಕೆಯನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ. ಅಂತಹ ಹರಿವುಗಳು ಅದರಲ್ಲಿ ಗಾಳಿಯ ಗುಳ್ಳೆಗಳ ರಚನೆಯಿಂದ ರೂಪುಗೊಂಡ ಸೀಮ್ ಅನ್ನು ರಕ್ಷಿಸುವುದಿಲ್ಲ, ಆದರೆ ಪೈಪ್ ವಸ್ತುಗಳಿಗೆ ಬೆಸುಗೆಯ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಗಮನಾರ್ಹವಾಗಿ ಸುಧಾರಿಸುತ್ತದೆ.
ಫ್ಲಕ್ಸ್, ಬೆಸುಗೆ ಮತ್ತು ಇತರ ಮೂಲಭೂತ ಅಂಶಗಳ ಜೊತೆಗೆ, ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಲು ಹೆಚ್ಚುವರಿ ಉಪಕರಣಗಳು ಬೇಕಾಗುತ್ತವೆ, ಇದನ್ನು ಪ್ರತಿ ಕಾರ್ಯಾಗಾರ ಅಥವಾ ಗ್ಯಾರೇಜ್ನಲ್ಲಿ ಕಾಣಬಹುದು. ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಲು ಅಥವಾ ಬೆಸುಗೆ ಹಾಕಲು, ಹೆಚ್ಚುವರಿಯಾಗಿ ತಯಾರಿಸಿ:
- ಸಾಮಾನ್ಯ ಮಾರ್ಕರ್;
- ರೂಲೆಟ್;
- ಕಟ್ಟಡ ಮಟ್ಟ;
- ಗಟ್ಟಿಯಾದ ಬಿರುಗೂದಲುಗಳೊಂದಿಗೆ ಸಣ್ಣ ಕುಂಚ;
- ಒಂದು ಸುತ್ತಿಗೆ.
ಕೆಲಸವನ್ನು ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು, ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವುದು ಹೇಗೆ ಎಂದು ನಿರ್ಧರಿಸಲು ಸಹ ಮುಖ್ಯವಾಗಿದೆ. ಎರಡು ಮುಖ್ಯ ಆಯ್ಕೆಗಳಿರಬಹುದು: ತಾಮ್ರವನ್ನು ಬೆಸುಗೆ ಹಾಕುವುದು (ಕಡಿಮೆ ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ) ಮತ್ತು ಮೃದುವಾದ ಬೆಸುಗೆಯನ್ನು ಬಳಸುವುದು. ಈ ಸಮಸ್ಯೆಯನ್ನು ಪರಿಹರಿಸುವಾಗ, ಒಂದು ಅಥವಾ ಇನ್ನೊಂದು ರೀತಿಯ ಬೆಸುಗೆಯ ಬಳಕೆಗೆ ಅವಶ್ಯಕತೆಗಳಿವೆ ಎಂಬ ಅಂಶದಿಂದ ಮುಂದುವರಿಯುವುದು ಮುಖ್ಯ
ಆದ್ದರಿಂದ, ಶೈತ್ಯೀಕರಣ ಘಟಕಗಳು ಮತ್ತು ಹವಾನಿಯಂತ್ರಣಗಳ ಬೆಸುಗೆ ಹಾಕುವ ಅಂಶಗಳಿಗೆ ಹಾರ್ಡ್ ಬೆಸುಗೆಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಎಲ್ಲಾ ಇತರ ಸಂದರ್ಭಗಳಲ್ಲಿ (ನೀರು ಸರಬರಾಜು ವ್ಯವಸ್ಥೆಗಳು, ತಾಪನ ವ್ಯವಸ್ಥೆಗಳು, ಇತ್ಯಾದಿ), ತವರ ತಂತಿಯನ್ನು ಬಳಸಬಹುದು. ಆದರೆ ಯಾವುದೇ ತಂತ್ರಜ್ಞಾನವನ್ನು ಆಯ್ಕೆಮಾಡಲಾಗಿದೆ, ಯಾವುದೇ ಸಂದರ್ಭದಲ್ಲಿ ಫ್ಲಕ್ಸ್ ಅಗತ್ಯ ಎಂದು ನೆನಪಿನಲ್ಲಿಡಬೇಕು.










ಈ ಸಮಸ್ಯೆಯನ್ನು ಪರಿಹರಿಸುವಾಗ, ಒಂದು ಅಥವಾ ಇನ್ನೊಂದು ರೀತಿಯ ಬೆಸುಗೆಯ ಬಳಕೆಗೆ ಅವಶ್ಯಕತೆಗಳಿವೆ ಎಂಬ ಅಂಶದಿಂದ ಮುಂದುವರಿಯುವುದು ಮುಖ್ಯ. ಆದ್ದರಿಂದ, ಶೈತ್ಯೀಕರಣ ಘಟಕಗಳು ಮತ್ತು ಹವಾನಿಯಂತ್ರಣಗಳ ಬೆಸುಗೆ ಹಾಕುವ ಅಂಶಗಳಿಗೆ ಹಾರ್ಡ್ ಬೆಸುಗೆಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಎಲ್ಲಾ ಇತರ ಸಂದರ್ಭಗಳಲ್ಲಿ (ನೀರು ಸರಬರಾಜು ವ್ಯವಸ್ಥೆಗಳು, ತಾಪನ ವ್ಯವಸ್ಥೆಗಳು, ಇತ್ಯಾದಿ), ತವರ ತಂತಿಯನ್ನು ಬಳಸಬಹುದು. ಆದರೆ ಯಾವುದೇ ತಂತ್ರಜ್ಞಾನವನ್ನು ಆಯ್ಕೆಮಾಡಲಾಗಿದೆ, ಯಾವುದೇ ಸಂದರ್ಭದಲ್ಲಿ ಫ್ಲಕ್ಸ್ ಅಗತ್ಯ ಎಂದು ನೆನಪಿನಲ್ಲಿಡಬೇಕು.
ಬೆಸುಗೆ ಹಾಕುವ ಮೊದಲು ತಾಮ್ರದ ಪೈಪ್ನ ಆಂತರಿಕ ಮೇಲ್ಮೈಯನ್ನು ತೆಗೆದುಹಾಕಲು ಕುಂಚಗಳು
ಸಂಖ್ಯೆ 11. ತಾಪನ ಪೈಪ್ ವ್ಯಾಸ
ವಿವಿಧ ವಸ್ತುಗಳಿಂದ ಮಾಡಿದ ಪೈಪ್ಗಳನ್ನು ವಿವಿಧ ವ್ಯಾಸಗಳಲ್ಲಿ ಪ್ರಸ್ತುತಪಡಿಸಲಾಗುತ್ತದೆ. ಹೆಚ್ಚು ಸೂಕ್ತವಾದ ಮೌಲ್ಯವನ್ನು ಆಯ್ಕೆ ಮಾಡಲು, ನೀವು ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಸಂಪೂರ್ಣ ಯೋಜನೆಯನ್ನು ಅಧ್ಯಯನ ಮಾಡಬೇಕಾಗುತ್ತದೆ ಮತ್ತು ತಜ್ಞರ ಸಹಾಯವನ್ನು ಕೇಳಬೇಕು. ಅಂದಾಜು ವ್ಯಾಸವನ್ನು ಸ್ವತಂತ್ರವಾಗಿ ಲೆಕ್ಕ ಹಾಕಬಹುದು. ಶಾಖದ ಶಕ್ತಿಯು ಅವಲಂಬಿತವಾಗಿರುವ ಕೋಣೆಯ ಪ್ರದೇಶ ಮತ್ತು ಶೀತಕದ ವೇಗದಂತಹ ನಿಯತಾಂಕಗಳನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳಲಾಗುತ್ತದೆ.
ಪೈಪ್ನ ದೊಡ್ಡ ವ್ಯಾಸವು ಸಿಸ್ಟಮ್ನ ದಕ್ಷತೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ ಎಂದು ಹಲವರು ತಪ್ಪಾಗಿ ಭಾವಿಸುತ್ತಾರೆ. ವಾಸ್ತವವಾಗಿ, ತುಂಬಾ ದೊಡ್ಡದಾದ ಪೈಪ್ಗಳನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ, ವ್ಯವಸ್ಥೆಯಲ್ಲಿನ ಒತ್ತಡವು ಕಡಿಮೆಯಾಗುತ್ತದೆ, ಮತ್ತು ತಾಪನವು ಸಂಪೂರ್ಣವಾಗಿ ಕಣ್ಮರೆಯಾಗುತ್ತದೆ - ಬೆಚ್ಚಗಿನ ನೀರು ಸಂಪೂರ್ಣ ಪೈಪಿಂಗ್ ವ್ಯವಸ್ಥೆ ಮತ್ತು ರೇಡಿಯೇಟರ್ಗಳ ಸುತ್ತಲೂ ಹೋಗಲು ಸಾಧ್ಯವಿಲ್ಲ. ಸಣ್ಣ ವ್ಯಾಸ, ಹೆಚ್ಚಿನ ನೀರಿನ ಹರಿವಿನ ಪ್ರಮಾಣ. ತಾತ್ತ್ವಿಕವಾಗಿ, ವೇಗವು 0.2 m / s ಗಿಂತ ಹೆಚ್ಚಿರಬೇಕು, ಆದರೆ 1.5 m / s ಗಿಂತ ಕಡಿಮೆಯಿರಬೇಕು, ಇಲ್ಲದಿದ್ದರೆ ಶೀತಕ ಪರಿಚಲನೆ ಪ್ರಕ್ರಿಯೆಯು ತುಂಬಾ ಗದ್ದಲದಂತಾಗುತ್ತದೆ.
ಲೆಕ್ಕಾಚಾರದ ಆಧಾರದ ಮೇಲೆ ವ್ಯಾಸವನ್ನು ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ ಅಗತ್ಯವಿರುವ ಶಾಖ ಉತ್ಪಾದನೆ. 3 ಮೀ ವರೆಗಿನ ಸೀಲಿಂಗ್ ಎತ್ತರವಿರುವ ಕೋಣೆಗಳಿಗೆ, ಪ್ರತಿ 1 ಮೀ 2 ಗೆ 100 W ಶಕ್ತಿಯ ಅಗತ್ಯವಿದೆ. 20 ಮೀ 2 ಕೋಣೆಗೆ, ಉದಾಹರಣೆಗೆ, 2000 W ಉಷ್ಣ ಶಕ್ತಿಯ ಅಗತ್ಯವಿದೆ, ಇಲ್ಲಿ 20% ಮೀಸಲು ಸೇರಿಸುವುದು ಯೋಗ್ಯವಾಗಿದೆ, ನಾವು 2400 W ಅನ್ನು ಪಡೆಯುತ್ತೇವೆ. ಈ ಥರ್ಮಲ್ ಪವರ್ ಅನ್ನು ಒಂದು ಅಥವಾ ಎರಡು ರೇಡಿಯೇಟರ್ಗಳಿಂದ ಒದಗಿಸಲಾಗುತ್ತದೆ, ಕೋಣೆಯಲ್ಲಿ ಎರಡು ಕಿಟಕಿಗಳಿದ್ದರೆ - ಪ್ರತಿ ಕಿಟಕಿಯ ಅಡಿಯಲ್ಲಿ. ಮೇಜಿನ ಪ್ರಕಾರ, ಈ ಶಕ್ತಿಯನ್ನು ಒಳಗೊಳ್ಳಲು 8 ಎಂಎಂ ಒಳಗಿನ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ಗಳು ಅಗತ್ಯವಿದೆಯೆಂದು ನಾವು ನೋಡುತ್ತೇವೆ, ಆದರೆ 10 ಎಂಎಂ ಸಹ ಸೂಕ್ತವಾಗಿದೆ. ಸಹಜವಾಗಿ, ಇವುಗಳು ಎಲ್ಲಾ ಷರತ್ತುಬದ್ಧ ಲೆಕ್ಕಾಚಾರಗಳಾಗಿವೆ, ಆದರೆ ಪೈಪ್ಗಳ ಖರೀದಿಗಾಗಿ ಬಜೆಟ್ ಅನ್ನು ನ್ಯಾವಿಗೇಟ್ ಮಾಡಲು ಅವರು ನಿಮಗೆ ಸಹಾಯ ಮಾಡುತ್ತಾರೆ.
ಅಂತಿಮವಾಗಿ, ತಾಪನ ಕೊಳವೆಗಳಲ್ಲಿ ಉಳಿಸದಿರುವುದು ಉತ್ತಮ ಎಂದು ನಾವು ಗಮನಿಸುತ್ತೇವೆ - ಇದು ಹಲವಾರು ಸಮಸ್ಯೆಗಳಿಂದ ನಿಮ್ಮನ್ನು ಉಳಿಸುತ್ತದೆ.ಅಕ್ವಾಥರ್ಮ್, ರೆಹೌ, ಬ್ಯಾನಿಂಗರ್, ವೆಫಾದರ್ಮ್, ಎಫ್ವಿ-ಪ್ಲಾಸ್ಟ್ ಮುಂತಾದ ತಯಾರಕರ ಉತ್ಪನ್ನಗಳು ತಮ್ಮನ್ನು ತಾವು ಚೆನ್ನಾಗಿ ಸಾಬೀತುಪಡಿಸಿವೆ.
ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ವಿಧಾನಗಳು
ವೆಲ್ಡಿಂಗ್
ಇದು ಸಾಕಷ್ಟು ವಿರಳವಾಗಿ ಸಂಭವಿಸುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ಟಾರ್ಚ್ ಬಿಸಿಗಾಗಿ ದೊಡ್ಡ ವ್ಯಾಸದ ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸಂಪರ್ಕಿಸುತ್ತದೆ (108 ಮಿಮೀ ವ್ಯಾಸದಿಂದ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ);
ನಿಷ್ಕಾಸ ಫಿಟ್ಟಿಂಗ್ಗಳೊಂದಿಗೆ ತಾಮ್ರದ ಕೊಳವೆಗಳ ಸಂಪರ್ಕ.
ಪೈಪ್ ಒಳಗೆ ರಂಧ್ರವನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಕ್ಯಾಮೆರಾಗಳನ್ನು ಸೇರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ವಿಶೇಷ ಉಪಕರಣವನ್ನು ಬಳಸಿಕೊಂಡು ಸಾಕೆಟ್ ಅನ್ನು ಹೊರತೆಗೆಯಲಾಗುತ್ತದೆ. ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಸಾಕಷ್ಟು ಪ್ರಯಾಸಕರ ಮತ್ತು ದುಬಾರಿ ಮಾರ್ಗವಾಗಿದೆ, ನಿಮಗೆ ವಿಶೇಷ ಯಂತ್ರ ಬೇಕಾಗುತ್ತದೆ ಮತ್ತು ಸ್ಥಾಪಕರು ಈ ಆರೋಹಿಸುವಾಗ ಆಯ್ಕೆಯನ್ನು ಗೌರವಿಸುವುದಿಲ್ಲ.
ರೋಲಿಂಗ್
ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ವಿಧಾನವು ಒಳ್ಳೆಯದು, ಆದರೆ ತಾಪನ ವ್ಯವಸ್ಥೆಗಳಲ್ಲಿ ಇದನ್ನು ಬಳಸಲಾಗುವುದಿಲ್ಲ. ಭುಗಿಲೆದ್ದ ಭಾಗವನ್ನು ಕಂಡುಹಿಡಿಯುವುದು ಬಹಳ ಅಪರೂಪ, ಮತ್ತು ನಂತರ ಕಾರ್ಖಾನೆ ನಿರ್ಮಿತವಾಗಿದೆ.
ಕಂಪ್ರೆಷನ್ ಫಿಟ್ಟಿಂಗ್
ಸಾಕಷ್ಟು ಬಾರಿ ಸಂಭವಿಸುತ್ತದೆ. ಇದು ಮೂರು ಭಾಗಗಳನ್ನು ಒಳಗೊಂಡಿದೆ: ಒಂದು ಅಡಿಕೆ, ಓ-ರಿಂಗ್ ಮತ್ತು ಸ್ವತಃ ಒಂದು ಮೂಲೆಯ ರೂಪದಲ್ಲಿ ಅಳವಡಿಸುವುದು. ಸಂಪರ್ಕ ತತ್ವ: ತಾಮ್ರದ ಪೈಪ್ನಲ್ಲಿ ಅಡಿಕೆ, ಓ-ರಿಂಗ್ ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಹಾಕಲಾಗುತ್ತದೆ. ನಂತರ ಅಡಿಕೆ ತಿರುಚಿದ ಮತ್ತು ಪೈಪ್ ಅನ್ನು ಫಿಟ್ಟಿಂಗ್ಗೆ ಒತ್ತುತ್ತದೆ. ಮತ್ತೊಂದೆಡೆ, ಅದೇ ರೀತಿ ಮಾಡಲಾಗುತ್ತದೆ.
ತಾಮ್ರದ ಪೈಪ್ ಅನ್ನು ಸಂಪರ್ಕಿಸುವ ಈ ವಿಧಾನದ ಅನನುಕೂಲವೆಂದರೆ ಫಿಟ್ಟಿಂಗ್ನಲ್ಲಿ ಅಡಿಕೆ ಬಿಗಿಗೊಳಿಸಲು ಯಾವ ಬಲದೊಂದಿಗೆ ಯಾವುದೇ ಶಿಫಾರಸು ಇಲ್ಲ. ಪ್ರತಿಯೊಬ್ಬರೂ ಅದನ್ನು ಅತ್ಯುತ್ತಮವಾಗಿ ಮಾಡುತ್ತಾರೆ ಮತ್ತು ಪರಿಣಾಮವಾಗಿ, ನೀರಿನ ಸೋರಿಕೆಯು ಸಂಭವಿಸಬಹುದು.
ಮತ್ತೊಂದು ಅನನುಕೂಲವೆಂದರೆ ಫಿಟ್ಟಿಂಗ್, tk ನ ಷರತ್ತುಬದ್ಧ ಅಲ್ಲದ ಪ್ರತ್ಯೇಕತೆ. ಸೀಲಿಂಗ್ ರಿಂಗ್, ಪೈಪ್ ಮೇಲೆ ಧರಿಸಿದಾಗ, ಅದರೊಳಗೆ ಕತ್ತರಿಸಿ ಶಾಶ್ವತವಾಗಿ ಉಳಿಯುತ್ತದೆ. ಆದ್ದರಿಂದ, ಪೈಪ್ ವಿಭಾಗವನ್ನು ಸರಿಪಡಿಸಲು (ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ತೆಗೆದುಹಾಕಿ), ಈ ಪೈಪ್ ವಿಭಾಗವನ್ನು ಕತ್ತರಿಸಿ ಹೊಸದನ್ನು ಸೇರಿಸಬೇಕು.
ನಿಮಗೆ ಕಂಪ್ರೆಷನ್ ಫಿಟ್ಟಿಂಗ್ ನೀಡಿದರೆ, ನಿರಾಕರಿಸುವುದು ಮತ್ತು ಬೇರೆ ಯಾವುದನ್ನಾದರೂ ಕೇಳುವುದು ಉತ್ತಮ.
ಪ್ರೆಸ್ ಫಿಟ್ಟಿಂಗ್
ಇದು ಅಪರೂಪ, ಏಕೆಂದರೆ.ಮಾಸ್ಟರ್ಗೆ ವಿಶೇಷ ಇಕ್ಕಳ (ಸುಮಾರು ಹನ್ನೆರಡು) ಮತ್ತು ಅದನ್ನು ಸ್ಥಾಪಿಸಲು ದುಬಾರಿ ಪ್ರೆಸ್ ಅಗತ್ಯವಿದೆ. ಸಂಪರ್ಕದ ತತ್ವ: ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಪೈಪ್ ಮೇಲೆ ಎಸೆಯಲಾಗುತ್ತದೆ ಮತ್ತು ಬಯಸಿದ ಪ್ರಕಾರದ ಇಕ್ಕುಳಗಳೊಂದಿಗೆ ಜೋಡಿಸಲಾಗುತ್ತದೆ. ಫಲಿತಾಂಶವು ಸಂಪೂರ್ಣವಾಗಿ ಬಲವಾದ ಬೇರ್ಪಡಿಸಲಾಗದ ಸಂಪರ್ಕವಾಗಿದೆ.
ಈ ಮೃದು ಮತ್ತು ಹಾರ್ಡ್ ಪೈಪ್ ಫಿಟ್ಟಿಂಗ್ಗಳ ಸಂಸ್ಕರಣೆಯ ನಡುವಿನ ವ್ಯತ್ಯಾಸ.
ಕಂಪ್ರೆಷನ್ ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಸ್ಥಾಪಿಸುವಾಗ ಮೃದುವಾದ ತಾಮ್ರದ ಪೈಪ್ ಒಳಗೆ ಬೆಂಬಲ ತೋಳು ಸೇರಿಸಬೇಕು. ಬೆಂಬಲ ರಿಂಗ್ ಅನ್ನು ಕುಗ್ಗಿಸುವಾಗ ಪೈಪ್ನ ಜ್ಯಾಮಿತಿಯನ್ನು ಉಳಿಸಲು ತೋಳು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ.










ಬೆಸುಗೆ ಹಾಕುವ ತಾಮ್ರದ ಕೊಳವೆಗಳು
ಅಗ್ಗದ ಉಪಕರಣಗಳನ್ನು ಬಳಸಿಕೊಂಡು ತಾಮ್ರದ ಪೈಪ್ನ ಉನ್ನತ-ಗುಣಮಟ್ಟದ ಸಂಪರ್ಕವನ್ನು ಪಡೆಯಲು ವಿಧಾನವು ಅನುಮತಿಸುತ್ತದೆ. ಇದು ಸಾಮಾನ್ಯವಾಗಿ ಸಣ್ಣ ಪೈಪ್ ವ್ಯಾಸಗಳಿಗೆ ಪ್ರೋಪೇನ್ ಟಾರ್ಚ್ ಆಗಿದೆ. 54 ಮಿಮೀ ಗಿಂತ ಹೆಚ್ಚಿನ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ಗಳಿಗಾಗಿ, ಅಸಿಟಿಲೀನ್-ಏರ್ ಟಾರ್ಚ್ ಸೂಕ್ತವಾಗಿದೆ.
ಬೆಸುಗೆ ಹಾಕುವಲ್ಲಿ ಎರಡು ವಿಧಗಳಿವೆ - ಕಠಿಣ ಮತ್ತು ಮೃದು (ಹೆಚ್ಚಿನ ಮತ್ತು ಕಡಿಮೆ ತಾಪಮಾನ). ಮೃದುವಾದ ಬೆಸುಗೆಗಿಂತ ಹೆಚ್ಚಿನ ತಾಪಮಾನದಲ್ಲಿ ಹಾರ್ಡ್ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ. ಹಾರ್ಡ್ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯು ಮೃದುವಾದ ಬೆಸುಗೆಗಿಂತ ಪ್ರಬಲವಾಗಿದೆ ಎಂಬ ಅಭಿಪ್ರಾಯವಿದೆ. ಇದು ನಿಜವಲ್ಲ.
ಹಾರ್ಡ್ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯು ಸಾಫ್ಟ್ ಬೆಸುಗೆಗಿಂತ ಕಡಿಮೆ ತಾಂತ್ರಿಕವಾಗಿ ಮುಂದುವರಿದಿದೆ. ಗಟ್ಟಿಯಾದ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು ಬಳಸಿಕೊಂಡು ಬೆಸುಗೆ ಹಾಕುವ ಸಲುವಾಗಿ, ನೀವು ಪೈಪ್ನಲ್ಲಿ ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಹಾಕಬೇಕು, ಜಂಕ್ಷನ್ ಅನ್ನು ಗಾಢವಾದ ಕಡುಗೆಂಪು ಬಣ್ಣಕ್ಕೆ ಬಿಸಿ ಮಾಡಿ, ತದನಂತರ ಬೆಸುಗೆಯನ್ನು ಲಗತ್ತಿಸಿ.
ಮೃದುವಾದ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯು ಒಳಗೊಂಡಿದೆ:
- ಲೋಹೀಯ ಹೊಳಪಿಗೆ ಜಂಟಿ ಸ್ವಚ್ಛಗೊಳಿಸುವುದು,
- ಫಿಟ್ಟಿಂಗ್ನ ಆಂತರಿಕ ಮೇಲ್ಮೈಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸುವುದು,
- ಫ್ಲಕ್ಸ್ ಅಪ್ಲಿಕೇಶನ್,
- ಸಂಪರ್ಕಿಸುವ ಭಾಗಗಳು,
- ಹೆಚ್ಚುವರಿ ಫ್ಲಕ್ಸ್ ಅನ್ನು ತೆಗೆದುಹಾಕುವುದು
- ವಾಸ್ತವವಾಗಿ ಬೆಸುಗೆ ಹಾಕುವುದು.
ಮೃದುವಾದ ಬೆಸುಗೆ ಮತ್ತು ಗಟ್ಟಿಯಾದ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯ ನಡುವಿನ ಪ್ರಮುಖ ವ್ಯತ್ಯಾಸವೆಂದರೆ ಮೃದುವಾದ ಬೆಸುಗೆ ಹಾಕಿದ ನಂತರ, ತಾಮ್ರದ ಪೈಪ್ ಗಟ್ಟಿಯಾದ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯ ನಂತರ ಹೆಚ್ಚು ಅಚ್ಚುಕಟ್ಟಾಗಿ ಕಾಣುತ್ತದೆ.ಗಟ್ಟಿಯಾದ ಬೆಸುಗೆ ಹಾಕುವ ಸಮಯದಲ್ಲಿ, ಪೈಪ್ ತುಂಬಾ ಬಿಸಿಯಾಗುತ್ತದೆ, ದಪ್ಪದಲ್ಲಿ ಕಪ್ಪಾಗುತ್ತದೆ, ಚಕ್ಕೆಗಳಿಂದ ಮುಚ್ಚಲಾಗುತ್ತದೆ - ಅದನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲು ಅಸಾಧ್ಯ, ಅದು ಹೊಳೆಯುವ ತಾಮ್ರದ ಪೈಪ್ನಂತೆ ಕಾಣುವುದಿಲ್ಲ, ಅದು ಕಪ್ಪುಯಾಗಿರುತ್ತದೆ. ಹಾರ್ಡ್ ಬೆಸುಗೆ ಹಾಕಿದ ನಂತರ, ಬಾಯ್ಲರ್ ಕೊಠಡಿ ಕೊಳಕು ಕಾಣುತ್ತದೆ, ಆದ್ದರಿಂದ ಅವರು ಹಾರ್ಡ್ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು ನೀಡಿದರೆ, ಅದನ್ನು ನಿರಾಕರಿಸುವುದು ಉತ್ತಮ. ಮೃದುವಾದ ಬೆಸುಗೆಯನ್ನು ಮಾತ್ರ ಬಳಸಬೇಕು.
ತಾಮ್ರದ ಪೈಪ್ನ ಹಾರ್ಡ್ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯು ದ್ರವವಲ್ಲದ ಸಂದರ್ಭಗಳಲ್ಲಿ ಸೂಕ್ತವಾಗಿದೆ, ಆದರೆ ಪೈಪ್ಲೈನ್ ಮೂಲಕ ಅನಿಲವನ್ನು ಸಾಗಿಸಲಾಗುತ್ತದೆ. ಉದಾಹರಣೆಗೆ, ಹವಾನಿಯಂತ್ರಣ ವ್ಯವಸ್ಥೆಗಳಿಗೆ, ಯಾವುದೇ ಅನಿಲಗಳನ್ನು ಸಾಗಿಸುವ ವ್ಯವಸ್ಥೆಗಳಿಗೆ, ಗಟ್ಟಿಯಾದ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು ಮಾತ್ರ ಅನುಮತಿಸಲಾಗಿದೆ, ಏಕೆಂದರೆ ಪೈಪ್ಗೆ ಅನ್ವಯಿಸಲಾದ ಫ್ಲಕ್ಸ್ ಅವಶೇಷಗಳು ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ನ ಒಳಗಿನ ಮೇಲ್ಮೈ ಪೈಪ್ಲೈನ್ಗೆ ಬರುತ್ತವೆ ಮತ್ತು ಅದನ್ನು ತೊಳೆಯಬೇಕು.
ಮೃದುವಾದ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯು ಹೈಡ್ರಾಲಿಕ್ ವ್ಯವಸ್ಥೆಗಳಿಗೆ ಸೂಕ್ತವಾಗಿದೆ ಇದು ಹೆಚ್ಚು ಸೌಂದರ್ಯವಾಗಿ ಕಾಣುತ್ತದೆ.
ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಬಳಸುವಾಗ ಮಿತಿಗಳು
ತಾಮ್ರಕ್ಕಾಗಿ, ಲೋಹದ ಗುಣಲಕ್ಷಣಗಳಿಂದಾಗಿ ಈ ಕೆಳಗಿನ ಕಾರ್ಯಾಚರಣೆಯ ಮಿತಿಗಳಿವೆ:
- ಪೈಪ್ಗಳ ಪ್ಲಾಸ್ಟಿಟಿಯನ್ನು ಮತ್ತು ಅವುಗಳ ಅನುಸ್ಥಾಪನೆಯ ಅನುಕೂಲತೆಯನ್ನು ಖಾತ್ರಿಪಡಿಸುವ ಮೃದುತ್ವವು ಅನುಮತಿಸುವ ನೀರಿನ ಹರಿವಿನ ದರಗಳ ಮೇಲೆ ಮಿತಿಯನ್ನು ವಿಧಿಸುತ್ತದೆ. ನೀರು ಸರಬರಾಜು ವ್ಯವಸ್ಥೆಯ ಸುದೀರ್ಘ ಸೇವಾ ಜೀವನಕ್ಕಾಗಿ, 2 ಮೀ / ಸೆ ವರೆಗಿನ ಮೌಲ್ಯಗಳು ಸೂಕ್ತವಾಗಿವೆ.
- ತಾಮ್ರದ ಮೃದುತ್ವದಿಂದಾಗಿ, ನೀರಿನ ಶುದ್ಧತೆಯ ಮೇಲೆ ಈ ಕೆಳಗಿನ ಅವಶ್ಯಕತೆಗಳನ್ನು ವಿಧಿಸಲಾಗುತ್ತದೆ - ಇದು ಯಾಂತ್ರಿಕ ಕಲ್ಮಶಗಳನ್ನು ಹೊಂದಿರಬಾರದು, ಇದು ಪ್ರವೇಶದ್ವಾರದಲ್ಲಿ ಸೂಕ್ತವಾದ ಫಿಲ್ಟರ್ಗಳನ್ನು ಸ್ಥಾಪಿಸುವ ಮೂಲಕ ಸಾಧಿಸಲ್ಪಡುತ್ತದೆ. ಯಾಂತ್ರಿಕ ಪ್ರಭಾವದಿಂದಾಗಿ ಅಮಾನತುಗೊಳಿಸಿದ ಕಣಗಳು ಸವೆತವನ್ನು ಉಂಟುಮಾಡಬಹುದು (ಪೈಪ್ ಗೋಡೆಯ ವಸ್ತುಗಳ ತೊಳೆಯುವುದು).
- ತಾಮ್ರದ ಮೇಲ್ಮೈಯನ್ನು ಆಕ್ಸೈಡ್ ಫಿಲ್ಮ್ನಿಂದ ಮುಚ್ಚಲಾಗುತ್ತದೆ, ಅದು ನೈಸರ್ಗಿಕವಾಗಿ ಸಂಭವಿಸುತ್ತದೆ ಮತ್ತು ರಕ್ಷಣಾತ್ಮಕ ಪದರವಾಗಿದೆ. ನೀರಿನಲ್ಲಿ ಇರುವ ಕ್ಲೋರಿನ್ ಈ ಫಿಲ್ಮ್ ಅನ್ನು ನಿಜವಾದ ಪಾಟಿನಾ ಆಗಿ ಪರಿವರ್ತಿಸುತ್ತದೆ, ಇದು ಪೈಪ್ಗೆ ಇನ್ನೂ ಹೆಚ್ಚಿನ ರಕ್ಷಣೆ ನೀಡುತ್ತದೆ.ನೀರಿನ ಹರಿವಿನ ಒಟ್ಟು ಗಡಸುತನವು 6.0-9.0 ವ್ಯಾಪ್ತಿಯಲ್ಲಿ pH ನೊಂದಿಗೆ 1.42-3.1 mg / l ಆಗಿದ್ದರೆ ಮಾತ್ರ ಇದು ಸಂಭವಿಸುತ್ತದೆ. ಇಲ್ಲದಿದ್ದರೆ, ಪಾಟಿನಾ ನಾಶವಾಗುತ್ತದೆ, ಮತ್ತು ಇದು ತಾಮ್ರದ ಬಳಕೆಯಿಂದಾಗಿ ಅದರ ನಿರಂತರ ಪುನಃಸ್ಥಾಪನೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ, ಇದು ಪೈಪ್ಲೈನ್ನ ಜೀವನವನ್ನು ಗಣನೀಯವಾಗಿ ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
- ಕುಡಿಯುವ ನೀರು ಸರಬರಾಜಿನಲ್ಲಿ, ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಸೀಸದ ಬೆಸುಗೆಯ ಬಳಕೆಯನ್ನು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ (ಸೀಸವು ವಿಷಕಾರಿ ವಸ್ತುವಾಗಿದೆ).
- ತಾಮ್ರದ ಪೈಪ್ಲೈನ್ ಅನ್ನು ಸ್ಥಾಪಿಸುವಾಗ, ಅಂದಾಜು 50 ವರ್ಷಗಳಿಂದ ಸಿಸ್ಟಮ್ನ ಸೇವಾ ಜೀವನವನ್ನು ಕಡಿಮೆ ಮಾಡದಂತೆ ಎಲ್ಲಾ ಕಾರ್ಯಾಚರಣೆಗಳನ್ನು ಕೈಗೊಳ್ಳಲು ಇದು ಅಗತ್ಯವಾಗಿರುತ್ತದೆ. ಪೈಪ್ಗಳನ್ನು ಬಾಗಿಸುವಾಗ, ಅವುಗಳ ಕ್ರೀಸ್ಗಳನ್ನು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ, ಏಕೆಂದರೆ ಇದು ನೀರಿನ ಲ್ಯಾಮಿನಾರ್ ಹರಿವನ್ನು ಉಲ್ಲಂಘಿಸುತ್ತದೆ. ಪೈಪ್ ತಿರುಚಬಾರದು. ಜಾಮ್ನ ಸಂದರ್ಭದಲ್ಲಿ, ಸಂಪಾದನೆಯನ್ನು 1 ಬಾರಿಗಿಂತ ಹೆಚ್ಚು ನಡೆಸಲಾಗುವುದಿಲ್ಲ.
- ಬೆಸುಗೆ ಹಾಕಿದ ನಂತರ ರೂಪುಗೊಂಡ ಬರ್ಸ್ ಮತ್ತು ಬರ್ರ್ಸ್ ಅನ್ನು ತೆಗೆದುಹಾಕಬೇಕು, ಏಕೆಂದರೆ ಅವುಗಳು ಸಮಕಾಲೀನ ಸವೆತದೊಂದಿಗೆ ನೀರಿನ ಹರಿವಿನಲ್ಲಿ ಪ್ರಕ್ಷುಬ್ಧ ಸುಳಿಗಳ ಸಂಭವಕ್ಕೆ ಕೊಡುಗೆ ನೀಡುತ್ತವೆ, ಇದು ತಾಮ್ರದ ಪೈಪ್ಲೈನ್ನ ಸೇವೆಯ ಜೀವನದಲ್ಲಿ ಇಳಿಕೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ.
- ಬೆಸುಗೆ ಹಾಕುವ ಸಮಯದಲ್ಲಿ ಮಿತಿಮೀರಿದ, ವಿಶೇಷವಾಗಿ ಬಲವಾದ, ಸೋರುವ ಸಂಪರ್ಕ ಅಥವಾ ತಾಮ್ರದ ಶಕ್ತಿಯ ನಷ್ಟಕ್ಕೆ ಕಾರಣವಾಗಬಹುದು, ಸ್ಫೋಟದವರೆಗೆ.
- ಬೆಸುಗೆ ಹಾಕುವಲ್ಲಿ ಬಳಸುವ ಫ್ಲಕ್ಸ್ ಅನ್ನು ತೊಳೆಯುವ ಮೂಲಕ ತೆಗೆದುಹಾಕಬೇಕು, ಏಕೆಂದರೆ ಇದು ಆಕ್ರಮಣಕಾರಿ ವಸ್ತುವಾಗಿದೆ ಮತ್ತು ಪೈಪ್ ತುಕ್ಕುಗೆ ಕಾರಣವಾಗಬಹುದು.
- ನಂತರದ ಸವೆತವನ್ನು ತಡೆಗಟ್ಟಲು ನೀರಿನ ಹರಿವಿನ ದಿಕ್ಕಿನಲ್ಲಿ ತಾಮ್ರದ ಕೊಳವೆಗಳ ನಂತರ ಅಲ್ಯೂಮಿನಿಯಂ, ಸತು, ಉಕ್ಕಿನಿಂದ ಮಾಡಿದ ಅಂಶಗಳನ್ನು ಆರೋಹಿಸಲು ನಿಷೇಧಿಸಲಾಗಿದೆ. ಈ ಸ್ಥಿತಿಯನ್ನು ಪೂರೈಸದಿದ್ದರೆ, ನಿಷ್ಕ್ರಿಯ ಆನೋಡ್ಗಳ ಬಳಕೆ (ಉದಾಹರಣೆಗೆ ಮೆಗ್ನೀಸಿಯಮ್ನಿಂದ) ಅಗತ್ಯವಿದೆ.
- ತಾಮ್ರದಿಂದ ಇತರ ಲೋಹಗಳಿಂದ ಮಾಡಿದ ಪೈಪ್ಗೆ ಪರಿವರ್ತನೆಯನ್ನು ಹಿತ್ತಾಳೆ, ಕಂಚಿನ ಅಥವಾ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫಿಟ್ಟಿಂಗ್ಗಳ ಮೂಲಕ ಕೈಗೊಳ್ಳಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ, ನಂತರದ ತ್ವರಿತ ತುಕ್ಕು ತಪ್ಪಿಸುತ್ತದೆ.
ಬಳಕೆಯ ಮೇಲೆ ಅಸ್ತಿತ್ವದಲ್ಲಿರುವ ನಿರ್ಬಂಧಗಳ ಹೊರತಾಗಿಯೂ, ಇಂದು ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಕೊಳಾಯಿ ವ್ಯವಸ್ಥೆಗಳನ್ನು ವ್ಯವಸ್ಥೆಗೊಳಿಸಲು ಅತ್ಯುತ್ತಮ ವಸ್ತುವೆಂದು ಪರಿಗಣಿಸಲಾಗಿದೆ.
ತಾಮ್ರದ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ವಿಧಾನಗಳು
ಪ್ರಾಯೋಗಿಕವಾಗಿ, ತಾಪನಕ್ಕಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಈ ಕೆಳಗಿನ ವಿಧಾನಗಳಲ್ಲಿ ಸಂಪರ್ಕಿಸಲಾಗಿದೆ.
ಕ್ಯಾಪಿಲ್ಲರಿ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯು ಅತ್ಯಂತ ವಿಶ್ವಾಸಾರ್ಹ ಆರೋಹಿಸುವ ವಿಧಾನವಾಗಿದೆ. ಇದನ್ನು ಮಾಡಲು, ನಿಮಗೆ ಟಾರ್ಚ್ ಮತ್ತು ವಿಶೇಷ ಬೆಸುಗೆ ಬೇಕಾಗುತ್ತದೆ.
 ಮುಂದಿನ ಅತ್ಯಂತ ವಿಶ್ವಾಸಾರ್ಹ ವಿಧಾನವೆಂದರೆ ಪ್ರೆಸ್ ಫಿಟ್ಟಿಂಗ್ಗಳೊಂದಿಗೆ ಸಂಪರ್ಕ. ಈ ವಿಧಾನವು ಒತ್ತುವ ಇಕ್ಕುಳಗಳ ಬಳಕೆಯನ್ನು ಬಯಸುತ್ತದೆ. ಈ ವಿಧಾನವು ಗುಣಮಟ್ಟದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಗಿಂತ ಸ್ವಲ್ಪ ಕೆಳಮಟ್ಟದ್ದಾಗಿದೆ ಎಂಬ ವಾಸ್ತವದ ಹೊರತಾಗಿಯೂ, ಇದನ್ನು ಆಗಾಗ್ಗೆ ಬಳಸಲಾಗುತ್ತದೆ, ಏಕೆಂದರೆ ಇದು ಪ್ರಾಯೋಗಿಕವಾಗಿ ವಿಶೇಷ ತರಬೇತಿ ಅಗತ್ಯವಿಲ್ಲ. ಶಕ್ತಿಯ ವಾಹಕದ ಒತ್ತಡವು 10 ವಾತಾವರಣವನ್ನು ಮೀರದಿದ್ದರೆ ಸಂಪರ್ಕದ ಈ ವಿಧಾನದ ಬಳಕೆ ಸಾಧ್ಯ.
ಮುಂದಿನ ಅತ್ಯಂತ ವಿಶ್ವಾಸಾರ್ಹ ವಿಧಾನವೆಂದರೆ ಪ್ರೆಸ್ ಫಿಟ್ಟಿಂಗ್ಗಳೊಂದಿಗೆ ಸಂಪರ್ಕ. ಈ ವಿಧಾನವು ಒತ್ತುವ ಇಕ್ಕುಳಗಳ ಬಳಕೆಯನ್ನು ಬಯಸುತ್ತದೆ. ಈ ವಿಧಾನವು ಗುಣಮಟ್ಟದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಗಿಂತ ಸ್ವಲ್ಪ ಕೆಳಮಟ್ಟದ್ದಾಗಿದೆ ಎಂಬ ವಾಸ್ತವದ ಹೊರತಾಗಿಯೂ, ಇದನ್ನು ಆಗಾಗ್ಗೆ ಬಳಸಲಾಗುತ್ತದೆ, ಏಕೆಂದರೆ ಇದು ಪ್ರಾಯೋಗಿಕವಾಗಿ ವಿಶೇಷ ತರಬೇತಿ ಅಗತ್ಯವಿಲ್ಲ. ಶಕ್ತಿಯ ವಾಹಕದ ಒತ್ತಡವು 10 ವಾತಾವರಣವನ್ನು ಮೀರದಿದ್ದರೆ ಸಂಪರ್ಕದ ಈ ವಿಧಾನದ ಬಳಕೆ ಸಾಧ್ಯ.
ಸಂಕೋಚನ ಫಿಟ್ಟಿಂಗ್ಗಳೊಂದಿಗೆ ಸಂಪರ್ಕ. ತಾಪನ ವ್ಯವಸ್ಥೆಯ ತಾಮ್ರದ ಭಾಗಗಳನ್ನು ಸೇರಲು ಸುಲಭವಾದ ಮಾರ್ಗವೆಂದರೆ, ಉಪಕರಣದಿಂದ ಸೂಕ್ತವಾದ ಗಾತ್ರದ ವ್ರೆಂಚ್ಗಳು ಮಾತ್ರ ಅಗತ್ಯವಿದೆ. ಈ ಸರಳತೆಯು ಸಂಪರ್ಕದ ಗುಣಮಟ್ಟವನ್ನು ಸ್ವಲ್ಪಮಟ್ಟಿಗೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ, ಸಮಸ್ಯೆಯ ಕಾರಣವು ಹೆಚ್ಚಾಗಿ ಫಿಟ್ಟಿಂಗ್ಗಳ ಗುಣಮಟ್ಟದಲ್ಲಿದೆ ಮತ್ತು ಪೈಪ್ನಲ್ಲಿ ಅಲ್ಲ.
ತಾಪನದ ಅನುಸ್ಥಾಪನೆಯನ್ನು ಸರಳಗೊಳಿಸುವುದು ಹೇಗೆ
ತಾಮ್ರದ ಕೊಳವೆಗಳಿಂದ ಬಿಸಿ ಮಾಡುವ ಬಗ್ಗೆ ತಿಳಿದುಕೊಳ್ಳಲು ಬೇರೆ ಏನು ಆಸಕ್ತಿದಾಯಕವಾಗಿದೆ - ಸಿಸ್ಟಮ್ನ ಅನುಸ್ಥಾಪನೆಯನ್ನು ಹೆಚ್ಚು ಸರಳಗೊಳಿಸಬಹುದು ಮತ್ತು ಹೆಚ್ಚು ವಿಶ್ವಾಸಾರ್ಹಗೊಳಿಸಬಹುದು. ಲೋಹದ ಕೊಳವೆಗಳು ತಾಮ್ರವಾಗಿದ್ದು, ಅವು ಹೆಚ್ಚು ಡಕ್ಟೈಲ್ ಆಗಿರುವುದರಿಂದ ಇದು ಸಾಧ್ಯ. ಇದರ ಜೊತೆಗೆ, ಅಂತಹ ಪೈಪ್ ಅನ್ನು ಅಳತೆ ಮಾಡಿದ ವಸ್ತುಗಳ ರೂಪದಲ್ಲಿ ಮಾತ್ರ ಉತ್ಪಾದಿಸಲಾಗುತ್ತದೆ, ಗಣನೀಯ ಉದ್ದದ ಸುರುಳಿಗಳಲ್ಲಿ ಅದನ್ನು ಖರೀದಿಸಲು ಸಾಧ್ಯವಿದೆ. ವಾಸ್ತವಿಕವಾಗಿ ರೇಖೀಯ ಕೀಲುಗಳಿಲ್ಲದೆ ಸಿಸ್ಟಮ್ ಅನ್ನು ಆರೋಹಿಸಲು ಇದು ನಿಮ್ಮನ್ನು ಅನುಮತಿಸುತ್ತದೆ.
ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಪೈಪ್ ಅನ್ನು ಬಾಗಿಸುವ ಮೂಲಕ ತಾಪನ ರೇಖೆಯ ಅಗತ್ಯವಿರುವ ಸಂರಚನೆಯನ್ನು ಸಾಧಿಸಲಾಗುತ್ತದೆ, ನೀವು ಮೂಲೆಯ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಬೇಕಾಗಿಲ್ಲ. ನಂತರದ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯೊಂದಿಗೆ ಪೈಪ್ಗಳ ಅಡ್ಡ ಅಳವಡಿಕೆಯ ಸಾಧ್ಯತೆಯೂ ಇದೆ.
ತಾಮ್ರದ ಪೈಪ್ ಅನ್ನು ಬಗ್ಗಿಸಲು ಮತ್ತು ಅದರ ವಿರೂಪವನ್ನು ತಡೆಗಟ್ಟಲು, ಈ ಕೆಳಗಿನಂತೆ ಮುಂದುವರಿಯಿರಿ.
ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸದೆ ತಾಮ್ರದ ತಾಪನ ಕೊಳವೆಗಳನ್ನು ಬಗ್ಗಿಸಲು, ನೀವು ವಿಶೇಷ ಸಾಧನವನ್ನು ಬಳಸಬೇಕಾಗುತ್ತದೆ - ಪೈಪ್ ಬೆಂಡರ್. ಪೈಪ್ ವಿರೂಪವನ್ನು ತಡೆಯುವಾಗ, ನಿರ್ದಿಷ್ಟ ಬಾಗುವ ಕೋನವನ್ನು ಪಡೆಯಲು ಇದು ನಿಮ್ಮನ್ನು ಅನುಮತಿಸುತ್ತದೆ. ನೀವು ಅದನ್ನು ಹಸ್ತಚಾಲಿತವಾಗಿ ಮಾಡಲು ಪ್ರಯತ್ನಿಸಿದರೆ, ನೀವು ಹಾನಿಗೊಳಗಾದ ವಸ್ತುಗಳನ್ನು ಪಡೆಯುತ್ತೀರಿ, ಏಕೆಂದರೆ ಬಹುತೇಕ ಎಲ್ಲಾ ಸಂದರ್ಭಗಳಲ್ಲಿ ಆಂತರಿಕ ವಿಭಾಗವು ಗಮನಾರ್ಹವಾಗಿ ತೊಂದರೆಗೊಳಗಾಗುತ್ತದೆ, ಇದು ಹೆಚ್ಚುವರಿ ಪ್ರತಿರೋಧವನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ, ಇದು ಶಕ್ತಿಯ ವಾಹಕದ ಪರಿಚಲನೆಯಲ್ಲಿ ಇಳಿಕೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ.
ಹೆಚ್ಚು ಸರಳ, ಮತ್ತು ಹೆಚ್ಚು ಸಂಕೀರ್ಣ ಸಾಧನಗಳ ಅಗತ್ಯವಿಲ್ಲ, ಬಿಸಿಯಾದ ಕೊಳವೆಗಳ ಬಾಗುವಿಕೆ. ಇದನ್ನು ಮಾಡಲು, ಕೊಳವೆಗಳನ್ನು ಬರ್ನರ್ನಿಂದ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ, ಅವುಗಳನ್ನು ಮೊದಲು ವಿಶೇಷ ಸುರುಳಿಯ ಮೇಲೆ ಹಾಕಬೇಕು, ಇದು ಅಡ್ಡ ವಿಭಾಗದಲ್ಲಿ ಕಡಿಮೆಯಾಗುವುದನ್ನು ತಡೆಯುತ್ತದೆ. ಜರ್ಕ್ಸ್ ಇಲ್ಲದೆ ಮೃದುವಾದ ಚಲನೆಯಿಂದ ಬೆಂಡ್ ಅನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ.










ನೆನಪಿಡಿ, ಪುನಃ ಕಾಯಿಸಿದ ನಂತರವೇ ಕೋನವನ್ನು ಸರಿಪಡಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ, ಆದರೆ ಇದು ಅನಪೇಕ್ಷಿತವಾಗಿದೆ, ಅಂತಹ ಪರಿಣಾಮವು ಪೈಪ್ನ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಪ್ರತಿಕೂಲವಾಗಿ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.
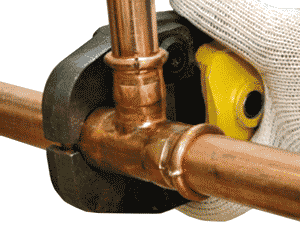
ಕ್ಯಾಪಿಲ್ಲರಿ ಬೆಸುಗೆ ಹಾಕುವುದು
ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ಈ ವಿಧಾನವು ಮೇಲ್ಮೈ ಒತ್ತಡದ ಶಕ್ತಿಗಳ ಕ್ರಿಯೆಯನ್ನು ಆಧರಿಸಿದೆ, ಇದು ಬೆಸುಗೆಯೊಂದಿಗೆ ಸಂಪರ್ಕಿತ ಅಂಶಗಳ ಜಂಟಿಯನ್ನು ತುಂಬಲು ನಿಮಗೆ ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ.
ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಸಂಪರ್ಕವನ್ನು ಪಡೆಯಲು, ಈ ಕೆಳಗಿನ ಷರತ್ತುಗಳನ್ನು ಪೂರೈಸಬೇಕು:
- ಸೇರಬೇಕಾದ ಭಾಗಗಳನ್ನು ಸಾಕೆಟ್ ವಿಧಾನದಿಂದ ಸಂಪರ್ಕಿಸಲಾಗಿದೆ. ಇದನ್ನು ಮಾಡಲು, ಒಂದು ಅಂಶದ ಅಂತ್ಯವು ಭುಗಿಲೆದ್ದಿರಬೇಕು (ವಿಸ್ತರಿಸಲಾಗಿದೆ), ಜಂಟಿಯಾಗಿ ಪೈಪ್ಗಳ ನಡುವಿನ ಅಂತರವು ಮಿಲಿಮೀಟರ್ನ ಹತ್ತನೇ ಭಾಗವಾಗಿರಬೇಕು ಎಂಬುದನ್ನು ನೆನಪಿನಲ್ಲಿಡಿ.ಈ ಉದ್ದೇಶಕ್ಕಾಗಿ, ವಿಶೇಷ ಎಕ್ಸ್ಪಾಂಡರ್ ಅಥವಾ ಫ್ಲೇಂಗಿಂಗ್ ಉಪಕರಣವನ್ನು ಬಳಸುವುದು ಉತ್ತಮ (ಪೈಪ್ ಅಳವಡಿಕೆಗಾಗಿ).
- ಪೈಪ್ಗಳನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗುತ್ತದೆ, ಬೆಸುಗೆಯನ್ನು ಅವಲಂಬಿಸಿ, ಅವುಗಳನ್ನು ಫ್ಲಕ್ಸ್ನೊಂದಿಗೆ ಚಿಕಿತ್ಸೆ ನೀಡಬೇಕು.
- ವರ್ಕ್ಪೀಸ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಿದ ನಂತರ, ಜಂಟಿಯನ್ನು ಸಮವಾಗಿ ಬಿಸಿಮಾಡಲು ಪ್ರಾರಂಭಿಸಿ. ಅಗತ್ಯವಾದ ತಾಪಮಾನವನ್ನು ತಲುಪಿದ ನಂತರ, ಬೆಸುಗೆ ತಂತಿಯನ್ನು ಜ್ವಾಲೆಗೆ ತರಲು. ಕರಗುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ದ್ರವ ಬೆಸುಗೆಯು ಜಂಟಿಯಾಗಿ ಪೈಪ್ಗಳ ನಡುವಿನ ಸಂಪೂರ್ಣ ಜಾಗವನ್ನು ತುಂಬುತ್ತದೆ.
ಕ್ಯಾಪಿಲ್ಲರಿ ಬೆಸುಗೆ ಹಾಕುವ ತಂತ್ರಜ್ಞಾನವು ತನ್ನದೇ ಆದ ಸೂಕ್ಷ್ಮ ವ್ಯತ್ಯಾಸಗಳನ್ನು ಹೊಂದಿದೆ, ಅದರ ಪರಿಗಣನೆಯು ಒಂದು ಲೇಖನದ ಪರಿಮಾಣದಲ್ಲಿ ಅಸಾಧ್ಯವಾಗಿದೆ. ಆದರೆ ಈ ರೀತಿಯ ಸಂಪರ್ಕವು ಹೆಚ್ಚು ಬಳಸಲ್ಪಡುತ್ತದೆ, ಏಕೆಂದರೆ ತಾಮ್ರದ ಕೊಳವೆಗಳೊಂದಿಗೆ ತಾಪನವು ಅದರ ವೆಚ್ಚವನ್ನು ಹೊಂದಿಸಲು ಸುಂದರವಾಗಿರಬೇಕು.
ಸಂಖ್ಯೆ 6. ತಾಪನಕ್ಕಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳು
ಲೋಹದ ತಾಪನ ಕೊಳವೆಗಳ ಅಧ್ಯಯನವನ್ನು ಮುಂದುವರಿಸೋಣ. ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು 17 ನೇ ಶತಮಾನದಷ್ಟು ಹಿಂದೆಯೇ ಬಳಸಲಾರಂಭಿಸಿತು ಮತ್ತು ಅಗ್ಗದ ಆಯ್ಕೆಗಳ ಗೋಚರಿಸುವಿಕೆಯ ಹೊರತಾಗಿಯೂ ಇನ್ನೂ ಸಕ್ರಿಯವಾಗಿ ಬಳಸಲಾಗುತ್ತಿದೆ.
ಪ್ರಯೋಜನಗಳು:
- ಕಟ್ಟಡಗಳ ಜೀವನಕ್ಕೆ ಹೋಲಿಸಿದರೆ ಬಾಳಿಕೆ. ತಾಮ್ರದ ಕೊಳವೆಗಳು ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ಗಳು 100 ವರ್ಷ ಅಥವಾ ಅದಕ್ಕಿಂತ ಹೆಚ್ಚು ಕಾಲ ತಮ್ಮ ಗುಣಗಳನ್ನು ಕಳೆದುಕೊಳ್ಳುವುದಿಲ್ಲ;
- ತುಕ್ಕುಗೆ ಪ್ರತಿರೋಧ, ಹೆಚ್ಚಿನ ಬಿಗಿತ, ಗಾಳಿಯನ್ನು ಹಾದುಹೋಗುವ ಸಾಮರ್ಥ್ಯದ ಕೊರತೆ ಮತ್ತು ಒಳಗಿನ ಮೇಲ್ಮೈಯಲ್ಲಿ ನಿಕ್ಷೇಪಗಳನ್ನು ಸಂಗ್ರಹಿಸುತ್ತದೆ, ಆದ್ದರಿಂದ, ವರ್ಷಗಳಲ್ಲಿ, ಪೈಪ್ಗಳ ಥ್ರೋಪುಟ್ ಕಡಿಮೆಯಾಗುವುದಿಲ್ಲ;
- ಹೆಚ್ಚಿನ ಉಷ್ಣ ವಾಹಕತೆ;
- ತಾಪಮಾನದ ವಿಪರೀತಗಳಿಗೆ ಪ್ರತಿರೋಧ (ಕಾರ್ಯಾಚರಣೆ ತಾಪಮಾನದ ವ್ಯಾಪ್ತಿಯು -200 ರಿಂದ +500С ವರೆಗೆ) ಮತ್ತು ವ್ಯವಸ್ಥೆಯಲ್ಲಿನ ಒತ್ತಡದ ಉಲ್ಬಣಗಳು;
- ಸೌಂದರ್ಯದ ನೋಟ.
ಮುಖ್ಯ ಅನನುಕೂಲವೆಂದರೆ ಹೆಚ್ಚಿನ ಬೆಲೆ. ವಸ್ತುವು ಸ್ವತಃ ದುಬಾರಿಯಾಗಿದೆ, ಆದರೆ ಮುಖ್ಯ ತಯಾರಕರು ದೇಶದ ಹೊರಗೆ ಕೇಂದ್ರೀಕೃತರಾಗಿದ್ದಾರೆ.
ಮುಂದಿನ 100 ವರ್ಷಗಳಲ್ಲಿ ವಸ್ತುಗಳ ಬಾಳಿಕೆ ಮತ್ತು ಸಮಸ್ಯೆಗಳ ಅನುಪಸ್ಥಿತಿಯನ್ನು ನಾವು ಗಣನೆಗೆ ತೆಗೆದುಕೊಂಡರೆ, ವೆಚ್ಚವು ಅಂತಹ ಗಮನಾರ್ಹ ನ್ಯೂನತೆಯಂತೆ ಕಾಣುವುದಿಲ್ಲ.ತಾಪನ ಕೊಳವೆಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡುವ ವಿಷಯವು ಬಜೆಟ್ನಲ್ಲಿ ವಿಶ್ರಾಂತಿ ಪಡೆಯದಿದ್ದರೆ, ತಾಮ್ರದ ಕೊಳವೆಗಳು ಅತ್ಯುತ್ತಮ ಆಯ್ಕೆಯಾಗಿರುತ್ತದೆ.
ಅನುಸ್ಥಾಪನಾ ಪ್ರಕ್ರಿಯೆಯು ನಿರ್ದಿಷ್ಟವಾಗಿದೆ, ಆದ್ದರಿಂದ ವೃತ್ತಿಪರರಿಂದ ಸಹಾಯ ಪಡೆಯುವುದು ಉತ್ತಮ.
ತಾಪನ ವ್ಯವಸ್ಥೆಯು ಹಲವು ವರ್ಷಗಳವರೆಗೆ ಸೇವೆ ಸಲ್ಲಿಸಲು, ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಮಿಶ್ರಣ ಮಾಡದ ಉಕ್ಕಿನ ಕೊಳವೆಗಳೊಂದಿಗೆ ಸಂಯೋಜಿಸದಿರುವುದು ಉತ್ತಮ. ಎರಡನೆಯದು ಬಹಳ ಬೇಗನೆ ತುಕ್ಕು ಹಿಡಿಯುತ್ತದೆ. ಅಂತಹ ಸಂಯೋಜನೆಯನ್ನು ತಪ್ಪಿಸಲು ಸಾಧ್ಯವಾಗದಿದ್ದರೆ, ನಂತರ ಉಕ್ಕಿನ ಕೊಳವೆಗಳು ನೀರಿನ ಚಲನೆಯ ದಿಕ್ಕಿನಲ್ಲಿ ತಾಮ್ರದ ಕೊಳವೆಗಳ ಮುಂದೆ ಇರಲಿ.

ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳ ವೈವಿಧ್ಯಗಳು

ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ವಿವಿಧ ಮಾನದಂಡಗಳ ಪ್ರಕಾರ ವರ್ಗೀಕರಿಸಲಾಗಿದೆ. ಮುಖ್ಯವಾದವುಗಳಲ್ಲಿ ಒಂದು ಅವುಗಳನ್ನು ತಯಾರಿಸಿದ ವಿಧಾನವಾಗಿದೆ. ಈ ಮಾನದಂಡದ ಪ್ರಕಾರ, ಉತ್ಪನ್ನಗಳನ್ನು ಈ ಕೆಳಗಿನ ಪ್ರಕಾರಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ:
- ಅನೀಲ್ ಮಾಡದ ತಾಮ್ರದ ಕೊಳವೆಗಳು. ಅವುಗಳನ್ನು ರೋಲಿಂಗ್ ಅಥವಾ ಸ್ಟಾಂಪಿಂಗ್ ಮೂಲಕ ಶುದ್ಧ ಲೋಹದಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಪೈಪ್ಗಳು ಹೆಚ್ಚಿನ ಶಕ್ತಿಯನ್ನು ಹೊಂದಿವೆ ಮತ್ತು 450 MPa ಒತ್ತಡವನ್ನು ಸುಲಭವಾಗಿ ತಡೆದುಕೊಳ್ಳುತ್ತವೆ. ಈ ವಿಧಾನವನ್ನು ಬಳಸುವುದು ಕೆಲವು ನ್ಯೂನತೆಗಳನ್ನು ಹೊಂದಿದೆ. ಫಲಿತಾಂಶವು ಕಡಿಮೆ ಪ್ಲಾಸ್ಟಿಟಿಯನ್ನು ಹೊಂದಿರುವ ವಸ್ತುವಾಗಿದೆ, ಇದು ಅದರ ವ್ಯಾಪ್ತಿಯನ್ನು ಸ್ವಲ್ಪಮಟ್ಟಿಗೆ ಮಿತಿಗೊಳಿಸುತ್ತದೆ.
- ಅನೆಲ್ಡ್. ವಿಶೇಷ ತಂತ್ರಜ್ಞಾನವನ್ನು ಬಳಸಿಕೊಂಡು ಪೈಪ್ ಸಂಸ್ಕರಣೆಯನ್ನು ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ. ಇದರ ಸಾರವು ವಸ್ತುವನ್ನು 700 ಡಿಗ್ರಿಗಳಿಗೆ ಬಿಸಿಮಾಡುತ್ತದೆ, ನಂತರ ತಂಪಾಗಿಸುತ್ತದೆ. ಕೂಲಿಂಗ್ ಅನ್ನು ಕ್ರಮೇಣ ನಡೆಸಲಾಗುತ್ತದೆ. ಅಂತಹ ಸಂಸ್ಕರಣೆಯ ಪರಿಣಾಮವಾಗಿ, ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳು ತಮ್ಮ ಶಕ್ತಿಯನ್ನು ಕಳೆದುಕೊಳ್ಳುತ್ತವೆ. ಬದಲಾಗಿ, ಅದರ ಪ್ಲಾಸ್ಟಿಟಿಯು ಹೆಚ್ಚಾಗುತ್ತದೆ. ಈ ವೈಶಿಷ್ಟ್ಯದಿಂದಾಗಿ, ಸಂಕೀರ್ಣ ಸಂರಚನೆಯನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ಲೈನ್ನ ನಿರ್ಮಾಣಕ್ಕಾಗಿ ತಾಮ್ರದ ಪೈಪ್ ಅನ್ನು ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಮಾನದಂಡಗಳ ಪ್ರಕಾರ, ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಮೂರು ವಿಧಗಳಲ್ಲಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಇದು ಯಾಂತ್ರಿಕ ಮತ್ತು ಕಾರ್ಯಾಚರಣೆಯ ಗುಣಲಕ್ಷಣಗಳ ವಿಷಯದಲ್ಲಿ ವಿಶಿಷ್ಟ ವ್ಯತ್ಯಾಸಗಳನ್ನು ಹೊಂದಿದೆ. ಆದ್ದರಿಂದ, ಗಡಸುತನದ ಮಟ್ಟವನ್ನು ಅವಲಂಬಿಸಿ, ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳನ್ನು ಈ ಕೆಳಗಿನ ಪ್ರಕಾರಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ:
- ಘನ.ಉತ್ಪನ್ನಗಳನ್ನು ಪೈಪಿಂಗ್ಗಾಗಿ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಹೆಚ್ಚಿನ ಶಕ್ತಿಯನ್ನು ಹೊಂದಿರಬೇಕು. ಅನುಸ್ಥಾಪನೆಯ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಪೈಪ್ನ ವಿತರಣೆಯನ್ನು ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸುವುದರ ಮೂಲಕ ಮಾತ್ರ ನಡೆಸಲಾಗುತ್ತದೆ. ಪೈಪ್ಲೈನ್ ಅನೇಕ ತಿರುವುಗಳನ್ನು ಹೊಂದಿರಬಹುದು. ಆಯ್ದ ಕೋನದಲ್ಲಿ ಪೈಪ್ ಅನ್ನು ಬಗ್ಗಿಸಲು, ನೀವು ಪೈಪ್ ಬೆಂಡರ್ ಅನ್ನು ಬಳಸಬೇಕು.
- ಅರೆ-ಘನ. ವ್ಯಾಸವನ್ನು 15% ಹೆಚ್ಚಿಸಿದರೆ ಈ ಪ್ರಕಾರದ ತಾಮ್ರದ ಕೊಳವೆಗಳು ವಿಸ್ತರಣೆಯನ್ನು ಸುಲಭವಾಗಿ ತಡೆದುಕೊಳ್ಳಬಲ್ಲವು. ಉತ್ಪನ್ನವು ಹಿಂದಿನ ವಸ್ತುಗಳಿಗಿಂತ ಹೆಚ್ಚಿನ ಪ್ಲಾಸ್ಟಿಟಿಯನ್ನು ಹೊಂದಿದೆ. ಆದರೆ, ಅದೇನೇ ಇದ್ದರೂ, ಬಾಗಲು ನಿಮಗೆ ಪೈಪ್ ಬೆಂಡರ್ ಅಗತ್ಯವಿದೆ.
- ಮೃದುವಾದ ಕೊಳವೆಗಳು. ವ್ಯಾಸದಲ್ಲಿ ಕಾಲು ಹೆಚ್ಚಳದೊಂದಿಗೆ ವಿತರಣೆಯನ್ನು ತಡೆದುಕೊಳ್ಳುವ ಸಾಮರ್ಥ್ಯ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಯಾವುದೇ ಅಂತರಗಳು ಮತ್ತು ಬಿರುಕುಗಳಿಲ್ಲ. ಉತ್ಪನ್ನವನ್ನು ಬಗ್ಗಿಸುವುದು ಸುಲಭ. ಇದಕ್ಕಾಗಿ, ವಸ್ತುವನ್ನು ಬಿಸಿ ಮಾಡುವ ಅಗತ್ಯವಿಲ್ಲ. ಮೃದುವಾದ ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ತಾಪನ ಮತ್ತು ನೀರು ಸರಬರಾಜು ವ್ಯವಸ್ಥೆಗಳಿಗೆ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಅಂಡರ್ಫ್ಲೋರ್ ತಾಪನವನ್ನು ಹಾಕುವಲ್ಲಿ ಅವುಗಳನ್ನು ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಅಲ್ಲದೆ, ವಿಭಾಗದ ಆಕಾರದ ಪ್ರಕಾರ ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ವರ್ಗೀಕರಿಸಲಾಗಿದೆ. ಅವು ಸುತ್ತಿನಲ್ಲಿ ಅಥವಾ ಆಯತಾಕಾರದವು. ನಂತರದ ಆಯ್ಕೆಯು ಹೆಚ್ಚು ದುಬಾರಿಯಾಗಿದೆ. ವಿದ್ಯುತ್ ಉಪಕರಣಗಳಲ್ಲಿ ವಿಶೇಷ ವಾಹಕಗಳ ತಯಾರಿಕೆಗಾಗಿ ಆಯತಾಕಾರದ ಕೊಳವೆಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಅಲ್ಲದೆ, ತಾಮ್ರದ ಕೊಳವೆಗಳು ವಿಭಿನ್ನ ಗೋಡೆಯ ದಪ್ಪಗಳನ್ನು (0.6 - 3 ಮಿಮೀ) ಮತ್ತು ವ್ಯಾಸವನ್ನು (12 - 267 ಮಿಮೀ) ಹೊಂದಬಹುದು. ವಿವಿಧ ಪ್ರದೇಶಗಳಲ್ಲಿ, ಕೆಲವು ನಿಯತಾಂಕಗಳನ್ನು ಹೊಂದಿರುವ ಉತ್ಪನ್ನಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, ಅನಿಲ ಪೈಪ್ಲೈನ್ ಅನ್ನು ನಿರ್ಮಿಸಲು ಪೈಪ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಗೋಡೆಯ ದಪ್ಪವು 1 ಮಿಮೀ, ಮತ್ತು ಕೊಳಾಯಿಗಳಲ್ಲಿ - 2 ಮಿಮೀ.
ಉತ್ಪಾದನೆ
ನೀರು ಸರಬರಾಜು ಮತ್ತು ತಾಪನಕ್ಕಾಗಿ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣಕ್ಕಾಗಿ, ತಡೆರಹಿತ ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಅವುಗಳನ್ನು ಮೂರು ತಂತ್ರಜ್ಞಾನಗಳನ್ನು ಬಳಸಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ:
- ಕೋಲ್ಡ್ ರೋಲಿಂಗ್ - ತಿರುಗುವ ರೋಲ್ಗಳ ನಡುವೆ ಹಾದುಹೋಗುವಾಗ ಲೋಹದ ವರ್ಕ್ಪೀಸ್ನ ವಿರೂಪ ಸಂಭವಿಸುತ್ತದೆ. ಫರ್ಮ್ವೇರ್ ವಿಧಾನದಿಂದ ರಂಧ್ರದ ಮೂಲಕ ರಚಿಸಲಾಗಿದೆ.ನಂತರ ಸ್ಲೀವ್ ಅನ್ನು ಅಪೇಕ್ಷಿತ ಆಯಾಮಗಳಿಗೆ ಮಾಪನಾಂಕ ಮಾಡಲಾಗುತ್ತದೆ;
- ಕೋಲ್ಡ್ ಡ್ರಾಯಿಂಗ್ - ವಿಶೇಷ ಚಾನೆಲ್ ಉದ್ದದ ಟೇಪರಿಂಗ್ನೊಂದಿಗೆ ಡ್ರಾಯಿಂಗ್ ಟೂಲ್ (ಡ್ರಾಯಿಂಗ್ ಟೂಲ್) ಮೂಲಕ ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಎಳೆಯುವುದನ್ನು ಆಧರಿಸಿದೆ. ರೇಖಾಚಿತ್ರದ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಲೋಹವನ್ನು ಅಗತ್ಯವಿರುವ ಜ್ಯಾಮಿತೀಯ ನಿಯತಾಂಕಗಳಿಗೆ ಸಂಕುಚಿತಗೊಳಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಉದ್ದಕ್ಕೂ ವಿಸ್ತರಿಸಲಾಗುತ್ತದೆ;
- ಬಿಸಿ ಒತ್ತುವ - ಮ್ಯಾಟ್ರಿಕ್ಸ್ನ ಔಟ್ಲೆಟ್ ಮೂಲಕ ಹೊರತೆಗೆಯುವಿಕೆ (ಹೊರತೆಗೆಯುವಿಕೆ) ಮೂಲಕ ಪೈಪ್ ಅನ್ನು ಪಡೆಯುವುದು.
ಕೈಗಾರಿಕಾ ಉತ್ಪಾದನೆಯಲ್ಲಿ, ಈ ತಂತ್ರಜ್ಞಾನಗಳಲ್ಲಿ ಒಂದನ್ನು ಅಥವಾ ಅವುಗಳ ಸಂಯೋಜನೆಯನ್ನು ಬಳಸಬಹುದು. ಉಪಕರಣಗಳು ಮತ್ತು ತಾಂತ್ರಿಕ ಕಾರ್ಯಾಚರಣೆಗಳ ಸಂಯೋಜನೆಯು ಕೆಲವು ವ್ಯತ್ಯಾಸಗಳನ್ನು ಹೊಂದಿರಬಹುದು, ಆದರೆ ಮುಖ್ಯ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯು ಯಾವಾಗಲೂ ಈ ಕೆಳಗಿನ ಹಂತಗಳನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ:
- ವರ್ಕ್ಪೀಸ್ ತಯಾರಿಕೆ;
- ಕೋಲ್ಡ್ ರೋಲಿಂಗ್ ಅಥವಾ ಡ್ರಾಯಿಂಗ್ ಅಥವಾ ಬಿಸಿ ಒತ್ತುವಿಕೆ;
- ಶಾಖ ಚಿಕಿತ್ಸೆ;
- ಕೊಳವೆಗಳು ಮತ್ತು ಉಪಕರಣಗಳ ನಯಗೊಳಿಸುವಿಕೆ;
- ಸಿದ್ಧಪಡಿಸಿದ ಮತ್ತು ಮಧ್ಯಂತರ ಉತ್ಪನ್ನಗಳ ಸಂಸ್ಕರಣೆ;
- ಅಳತೆ ಮಾಡಿದ ಭಾಗಗಳಾಗಿ ಕತ್ತರಿಸುವುದು ಅಥವಾ ಸುರುಳಿಗಳಾಗಿ ವಿಂಡ್ ಮಾಡುವುದು;
- ಸಿದ್ಧಪಡಿಸಿದ ಉತ್ಪನ್ನಗಳ ಗುಣಮಟ್ಟದ ನಿಯಂತ್ರಣ.
ವಿಧಾನ #2: ಗ್ರೂವಿಂಗ್ (ರೋಲ್ ಗ್ರೂವ್)
ಕೊನೆಯ ಚಡಿಗಳ (ನರ್ಲಿಂಗ್ ಗ್ರೂವ್ಸ್) ಸಂಪರ್ಕದಿಂದ ರಚಿಸಲಾದ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಸಿಂಪಡಿಸುವ (ನೀರಾವರಿ) ಅಗ್ನಿಶಾಮಕ ವ್ಯವಸ್ಥೆಗಳ ನಿರ್ಮಾಣದ ಮೇಲೆ ದೀರ್ಘಕಾಲ ಅಭ್ಯಾಸ ಮಾಡಲಾಗಿದೆ. 1925 ರಿಂದ, ಬಿಸಿ, ವಾತಾಯನ, ಹವಾನಿಯಂತ್ರಣ ಮತ್ತು ಇತರ ವ್ಯವಸ್ಥೆಗಳಿಗೆ ಉಕ್ಕು ಮತ್ತು ಕಬ್ಬಿಣದ ಪೈಪ್ಲೈನ್ಗಳಲ್ಲಿ ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ಈ ಸಂಪೂರ್ಣ ವಿಶ್ವಾಸಾರ್ಹ ವಿಧಾನವನ್ನು ಬಳಸಲಾಗಿದೆ.










ಏತನ್ಮಧ್ಯೆ, 50mm ನಿಂದ 200mm ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ತಾಮ್ರದ ಕೊಳವೆಗಳಿಗೆ ಇದೇ ರೀತಿಯ ನರ್ಲಿಂಗ್ ಯಾಂತ್ರಿಕ ಸಂಪರ್ಕ ವಿಧಾನವು ಲಭ್ಯವಿದೆ. ನುರ್ಲ್ಡ್ ಮೆಕ್ಯಾನಿಕಲ್ ಸಂಪರ್ಕ ಕಿಟ್ ಒಳಗೊಂಡಿದೆ:
- ಜೋಡಣೆಗಳು,
- ಗ್ಯಾಸ್ಕೆಟ್ಗಳು,
- ವಿವಿಧ ಫಿಟ್ಟಿಂಗ್ಗಳು.
ಮೆಕ್ಯಾನಿಕಲ್ ನರ್ಲಿಂಗ್ ವ್ಯವಸ್ಥೆಯು ದೊಡ್ಡ ವ್ಯಾಸದ ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಬ್ರೇಜಿಂಗ್ ಮಾಡಲು ಪ್ರಾಯೋಗಿಕ ಪರ್ಯಾಯವನ್ನು ನೀಡುತ್ತದೆ. ಅಂತೆಯೇ, ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯ ಸಂದರ್ಭದಲ್ಲಿ ನರ್ಲಿಂಗ್ ವಿಧಾನವು ಹೆಚ್ಚುವರಿ ತಾಪನ (ತೆರೆದ ಜ್ವಾಲೆಯ ಅಪ್ಲಿಕೇಶನ್) ಅಗತ್ಯವಿರುವುದಿಲ್ಲ. ಗಟ್ಟಿಯಾದ ಅಥವಾ ಮೃದುವಾದ ಬೆಸುಗೆ.
ತಾಮ್ರದ ಪೈಪ್ನ ತುದಿಯಲ್ಲಿರುವ ನರ್ಲಿಂಗ್ ಗ್ರೂವ್ "ನರ್ಲ್ಡ್ ಗ್ರೂವ್" ಸಂಪರ್ಕ ವಿಧಾನದ ಮುಖ್ಯ ಅಂಶಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ. ರೋಲಿಂಗ್ ನಂತರ ಮಾಪನವು ಸೂಕ್ತವಾದ ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ನಿರ್ಧರಿಸುತ್ತದೆ
ಗ್ರೂವ್ ಸಂಪರ್ಕವು ತಾಮ್ರದ ಡಕ್ಟಿಲಿಟಿ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಮತ್ತು ಶೀತ ಕೆಲಸದ ಸಮಯದಲ್ಲಿ ಈ ಲೋಹದ ಹೆಚ್ಚಿದ ಶಕ್ತಿಯನ್ನು ಆಧರಿಸಿದೆ. ವಿನ್ಯಾಸವು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ವ್ಯವಸ್ಥೆಯನ್ನು ಮುಚ್ಚುವುದನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ, ಇದಕ್ಕಾಗಿ ಸಿಂಥೆಟಿಕ್ ಎಲಾಸ್ಟೊಮರ್ ಗ್ಯಾಸ್ಕೆಟ್ (EPDM - ಎಥಿಲೀನ್ ಪ್ರೊಪಿಲೀನ್ ಡೈನೆ ಮೆಥಿಲೀನ್) ಮತ್ತು ವಿಶೇಷವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಿದ ಕ್ಲಾಂಪ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಪ್ರಪಂಚದಾದ್ಯಂತದ ಹಲವಾರು ತಯಾರಕರು ಗ್ರೂವ್ ಕೀಲುಗಳನ್ನು ರಚಿಸಲು ಉಪಕರಣಗಳನ್ನು ನೀಡುತ್ತಾರೆ - ಗ್ಯಾಸ್ಕೆಟ್ಗಳು, ಹಿಡಿಕಟ್ಟುಗಳು, ಫಿಟ್ಟಿಂಗ್ಗಳು.
ವಿವಿಧ ಗಾತ್ರದ ಫಿಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ಗ್ಯಾಸ್ಕೆಟ್ಗಳೊಂದಿಗೆ ಕೆಲಸದ ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ನರ್ಲ್ಡ್ ಗ್ರೂವ್ ವಿಧಾನದಿಂದ ಮಾಡಿದ ಸಂಪರ್ಕಗಳ ವಿನ್ಯಾಸದಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ.
ನರ್ಲ್ಡ್ ಗ್ರೂವ್ ಸಂಪರ್ಕವನ್ನು ಸಿದ್ಧಪಡಿಸುವುದು ಮತ್ತು ಮಾಡುವುದು
ಇತರ ಬೆಸುಗೆಯಿಲ್ಲದ ತಾಮ್ರ ಸೇರುವ ಪ್ರಕ್ರಿಯೆಗಳಂತೆ, ಬಲವಾದ, ಸೋರಿಕೆ-ಬಿಗಿಯಾದ ವೆಲ್ಡ್ ಅನ್ನು ರಚಿಸುವಲ್ಲಿ ಪೈಪ್ ಅಂತ್ಯದ ಸರಿಯಾದ ತಯಾರಿಕೆಯು ಪ್ರಾಥಮಿಕ ಪ್ರಾಮುಖ್ಯತೆಯನ್ನು ಹೊಂದಿದೆ. ಪ್ರತಿಯೊಂದು ವಿಧದ ತಾಮ್ರದ ಪೈಪ್ಗಾಗಿ ನರ್ಲಿಂಗ್ ಉಪಕರಣದ ಸರಿಯಾದ ಆಯ್ಕೆಯು ಸಹ ಸ್ಪಷ್ಟವಾಗಿದೆ. ಈ ರೀತಿಯ ಸಂಪರ್ಕಗಳ ಸುರಕ್ಷಿತ, ತೊಂದರೆ-ಮುಕ್ತ ತಯಾರಿಕೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ತಯಾರಕರ ಶಿಫಾರಸುಗಳನ್ನು ಅನುಸರಿಸಬೇಕು.
ಈ ರೀತಿಯ ಸಂಪರ್ಕಕ್ಕಾಗಿ ಅನುಮತಿಸುವ ಒತ್ತಡಗಳು ಮತ್ತು ತಾಪಮಾನಗಳ ಕೋಷ್ಟಕ
| ಸಂಪರ್ಕ ಪ್ರಕಾರ | ಒತ್ತಡದ ಶ್ರೇಣಿ, kPa | ತಾಪಮಾನ ಶ್ರೇಣಿ, ºC |
| ಗ್ರೂವ್, ಡಿ = 50.8 - 203.2 ಎಂಎಂ, ಟೈಪ್ ಕೆ, ಎಲ್ | 0 — 2065 | K ಗೆ ಮೈನಸ್ 35 / ಜೊತೆಗೆ 120 L ಗೆ ಮೈನಸ್ 30 / ಜೊತೆಗೆ 80 |
| ರೋಲ್ ಗ್ರೂವ್, D = 50.8 - 101.2 mm, D = 50.8 - 203.2 mm ಟೈಪ್ M | 0 — 1725 | ಮೈನಸ್ 35 / ಪ್ಲಸ್ 120 |
| 0 — 1375 | ಮೈನಸ್ 30 / ಪ್ಲಸ್ 80 |
ನರ್ಲಿಂಗ್ ಚಡಿಗಳೊಂದಿಗೆ ಗಂಟು ಜೋಡಿಸಲು ಹಂತ-ಹಂತದ ಪ್ರಕ್ರಿಯೆ:
- ತಾಮ್ರದ ಕೊಳವೆಗಳ ತುದಿಗಳನ್ನು ಅಕ್ಷಕ್ಕೆ ನಿಖರವಾಗಿ ಲಂಬವಾಗಿ ಗಾತ್ರಕ್ಕೆ ಕತ್ತರಿಸಿ.
- ಕತ್ತರಿಸಿದ ಮತ್ತು ಚೇಂಫರ್ ನಂತರ ಬರ್ರ್ಸ್ ತೆಗೆದುಹಾಕಿ.
- ಫಿಟ್ಟಿಂಗ್ ತಯಾರಕರು ಅಗತ್ಯವಿರುವ ಅಳತೆಗಳಿಗೆ ಚಡಿಗಳನ್ನು ರೋಲ್ ಮಾಡಿ.
- ಹಾನಿಗಾಗಿ ಫಿಟ್ಟಿಂಗ್ಗಳು, ಗ್ಯಾಸ್ಕೆಟ್ಗಳು, ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಪರೀಕ್ಷಿಸಿ.
- ತಯಾರಕರ ಶಿಫಾರಸುಗಳ ಪ್ರಕಾರ ಗ್ಯಾಸ್ಕೆಟ್ಗಳನ್ನು ನಯಗೊಳಿಸಿ.
ಅಂತಿಮ ಜೋಡಣೆಯ ಮೊದಲು, ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಮೇಲ್ಮೈಗಳನ್ನು ಸ್ವಚ್ಛತೆ ಮತ್ತು ಶಿಲಾಖಂಡರಾಶಿಗಳಿಗಾಗಿ ಪರೀಕ್ಷಿಸಿ. ತಯಾರಕರ ಶಿಫಾರಸುಗಳ ಪ್ರಕಾರ ಸಂಯುಕ್ತವನ್ನು ಜೋಡಿಸಿ.
"ನರ್ಲಿಂಗ್ ಗ್ರೂವ್" ವಿಧಾನವನ್ನು ಬಳಸಿಕೊಂಡು ನೋಡ್ನ ಪ್ರಾಯೋಗಿಕವಾಗಿ ಜೋಡಿಸಲಾದ ತುಣುಕು. ತಾಮ್ರದ ಕೊಳವೆಗಳ ಅಂತಿಮ ಆಸನದ ಮೊದಲು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬ್ರಾಕೆಟ್ನ ಸ್ಥಿತಿಸ್ಥಾಪಕ ಗ್ಯಾಸ್ಕೆಟ್ಗಳನ್ನು ಸಣ್ಣ ಪ್ರಮಾಣದ ಲೂಬ್ರಿಕಂಟ್ನೊಂದಿಗೆ ಚಿಕಿತ್ಸೆ ನೀಡಲಾಗುತ್ತದೆ.
ತಯಾರಕರ ಶಿಫಾರಸುಗಳ ಪ್ರಕಾರ ಕ್ಲ್ಯಾಂಪ್ ಬೀಜಗಳನ್ನು ಅಂತಿಮವಾಗಿ ಅಗತ್ಯವಾದ ಟಾರ್ಕ್ಗೆ ಬಿಗಿಗೊಳಿಸಬೇಕು. ತಿರುಪುಮೊಳೆಗಳನ್ನು ಬಿಗಿಗೊಳಿಸಿದ ನಂತರ, ಜೋಡಣೆಯನ್ನು ಸರಿಯಾಗಿ ಜೋಡಿಸಲಾಗಿದೆಯೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಪ್ರದೇಶವನ್ನು ಮರು-ಪರಿಶೀಲಿಸಬೇಕು.
ಸಂಪೂರ್ಣ ನರ್ಲ್ಡ್ ಸಿಸ್ಟಮ್ ಅನ್ನು ಪರೀಕ್ಷಿಸಲಾಗುತ್ತಿದೆ
ಸಂಪೂರ್ಣ ಪೈಪಿಂಗ್ ವ್ಯವಸ್ಥೆಯ ಪರೀಕ್ಷೆಯನ್ನು ವ್ಯವಸ್ಥೆಗೆ ಗಾಳಿ ಅಥವಾ ನೀರಿನ ಒತ್ತಡವನ್ನು ಅನ್ವಯಿಸುವ ಮೂಲಕ ನಿರ್ವಹಿಸಬಹುದು. ತುಲನಾತ್ಮಕವಾಗಿ ಹೆಚ್ಚಿನ ಪರೀಕ್ಷಾ ಒತ್ತಡವನ್ನು ಅನ್ವಯಿಸಿದಾಗ ಹೈಡ್ರೋನ್ಯೂಮ್ಯಾಟಿಕ್ ವಿಧಾನವನ್ನು ಸಹ ತಳ್ಳಿಹಾಕಲಾಗುವುದಿಲ್ಲ.
ಆದಾಗ್ಯೂ, ಪರೀಕ್ಷಾ ಒತ್ತಡದ ಮೌಲ್ಯವು ನರ್ಲ್ಡ್ ಗ್ರೂವ್ ಸಿಸ್ಟಮ್ನ ತಯಾರಕರು ನಿರ್ದಿಷ್ಟಪಡಿಸಿದ ಗರಿಷ್ಠ ಅನುಮತಿಸುವ ಕೆಲಸದ ಒತ್ತಡವನ್ನು ಮೀರಬಾರದು ಎಂದು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳಬೇಕು.
ಸಂಖ್ಯೆ 7. ಬಿಸಿಗಾಗಿ ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳು
ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಪಾಲಿಮರ್ಗಳ ಆಧಾರದ ಮೇಲೆ ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಅಂತಹ ಪೈಪ್ಗಳಲ್ಲಿ ಹಲವಾರು ವಿಧಗಳಿವೆ, ಆದರೆ ವಿಶೇಷ ಪ್ರೊಪಿಲೀನ್ನಿಂದ ಪಿಪಿಗಳ ಪೈಪ್ಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ತಾಪನ ವ್ಯವಸ್ಥೆಯಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ. ಎಲ್ಲಾ ವಿಧದ ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಒಳಗೊಂಡಿರುವ ಥರ್ಮೋಪ್ಲಾಸ್ಟಿಕ್ ಗುಂಪಿನ ವಸ್ತುಗಳು ಹೆಚ್ಚಿನ ತಾಪಮಾನಕ್ಕೆ ಅಸ್ಥಿರವಾಗಿರುತ್ತವೆ, ಆದ್ದರಿಂದ, ತಾಪನ ವ್ಯವಸ್ಥೆಗಳಿಗೆ, ಫೈಬರ್ಗ್ಲಾಸ್ನೊಂದಿಗೆ ಬಲವರ್ಧಿತ ಪೈಪ್ಗಳನ್ನು ಮಾತ್ರ ತೆಗೆದುಕೊಳ್ಳುವುದು ಅವಶ್ಯಕ. ಆದ್ದರಿಂದ, ಉದಾಹರಣೆಗೆ, PN25 ಪ್ರಕಾರದ ಪೈಪ್ಗಳನ್ನು ಬಲಪಡಿಸಲಾಗಿದೆ, 25 ಎಟಿಎಮ್ ವರೆಗೆ ಸಿಸ್ಟಮ್ನಲ್ಲಿ ಒತ್ತಡವನ್ನು ತಡೆದುಕೊಳ್ಳುತ್ತದೆ ಮತ್ತು +95 ಸಿ ತಾಪಮಾನವನ್ನು +120 ಸಿ ಗೆ ಅಲ್ಪಾವಧಿಯ ಹೆಚ್ಚಳದೊಂದಿಗೆ.

ಪ್ರಯೋಜನಗಳು:
- ತುಲನಾತ್ಮಕವಾಗಿ ದೀರ್ಘ ಸೇವಾ ಜೀವನ. ತಯಾರಕರ ಪ್ರಕಾರ, ಬಾಳಿಕೆ 50 ವರ್ಷಗಳನ್ನು ತಲುಪುತ್ತದೆ;
- ಕಿಲುಬು ನಿರೋಧಕ, ತುಕ್ಕು ನಿರೋಧಕ. ಥ್ರೋಪುಟ್ ಅನ್ನು ದುರ್ಬಲಗೊಳಿಸದೆಯೇ ಪೈಪ್ಗಳ ಆಂತರಿಕ ಮೇಲ್ಮೈ ಸಂಪೂರ್ಣ ಸೇವೆಯ ಜೀವನದುದ್ದಕ್ಕೂ ಮೃದುವಾಗಿರುತ್ತದೆ. ಬಿಗಿತದಿಂದಾಗಿ, ಆಮ್ಲಜನಕವು ವ್ಯವಸ್ಥೆಗೆ ಹಾದುಹೋಗುವುದಿಲ್ಲ ಮತ್ತು ಅದರ ಲೋಹದ ಅಂಶಗಳನ್ನು ಹಾನಿಗೊಳಿಸುವುದಿಲ್ಲ;
- ಹೆಚ್ಚಿನ ಯಾಂತ್ರಿಕ ಶಕ್ತಿ;
- ಕಡಿಮೆ ತೂಕ;
- ಕಡಿಮೆ ತಾಪಮಾನಕ್ಕೆ ಪ್ರತಿರೋಧ. ಪೈಪ್ನಲ್ಲಿ ನೀರು ಹೆಪ್ಪುಗಟ್ಟಿದರೆ, ನೀವು ಸಮಗ್ರತೆಯ ಬಗ್ಗೆ ಚಿಂತಿಸಬೇಕಾಗಿಲ್ಲ - ವಿಸ್ತರಿಸುವ ಸಾಮರ್ಥ್ಯದಿಂದಾಗಿ, ವಸ್ತುವು ಹಾನಿಗೊಳಗಾಗುವುದಿಲ್ಲ ಮತ್ತು ಕರಗಿದ ನಂತರ ಅದರ ಮೂಲ ಆಕಾರಕ್ಕೆ ಮರಳುತ್ತದೆ;
- ಹರ್ಮೆಟಿಕ್ ಸಂಪರ್ಕ, ಇದನ್ನು ವಿಶೇಷ ಫಿಟ್ಟಿಂಗ್ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಒದಗಿಸಲಾಗುತ್ತದೆ;
- ತುಲನಾತ್ಮಕವಾಗಿ ಸುಲಭವಾದ ಅನುಸ್ಥಾಪನ ಪ್ರಕ್ರಿಯೆ. ಫಿಟ್ಟಿಂಗ್ಗಳೊಂದಿಗೆ ಪ್ರತ್ಯೇಕ ಅಂಶಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು, ವಿಶೇಷ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಜನರು ಕಬ್ಬಿಣ ಮತ್ತು ಬೆಸುಗೆ ಹಾಕುವ ಕಬ್ಬಿಣ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ. ಜಂಟಿಯಾಗಿ ಬೆಸುಗೆ ಹಾಕಲು ಕೆಲವು ಸೆಕೆಂಡುಗಳು ತೆಗೆದುಕೊಳ್ಳುತ್ತದೆ, ಮತ್ತು ಸಾಧನದೊಂದಿಗೆ ಹೇಗೆ ಕೆಲಸ ಮಾಡಬೇಕೆಂದು ಕಲಿಯುವುದು ಕಷ್ಟವೇನಲ್ಲ;
- ಕೊಳವೆಗಳ ಮೂಲಕ ನೀರು ಚಲಿಸುವಾಗ ಕಡಿಮೆ ಶಬ್ದ ಮಟ್ಟ, ವಿಶೇಷವಾಗಿ ಲೋಹದ ಕೌಂಟರ್ಪಾರ್ಟ್ಸ್ನೊಂದಿಗೆ ಹೋಲಿಸಿದರೆ;
- ಆರೋಗ್ಯಕ್ಕೆ ಸಂಪೂರ್ಣ ನಿರುಪದ್ರವ;
- ತುಲನಾತ್ಮಕವಾಗಿ ಕಡಿಮೆ ಬೆಲೆ.ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಪೈಪ್ಗಳು ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಅಥವಾ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪೈಪ್ಗಳಿಗಿಂತ ಕಡಿಮೆ ವೆಚ್ಚದಲ್ಲಿರುತ್ತವೆ.
ಅನಾನುಕೂಲಗಳ ಪೈಕಿ:
- ಬೆಂಕಿಯ ಅಪಾಯಕಾರಿ ಪ್ರದೇಶಗಳಲ್ಲಿ ಬಳಸಲು ಅಸಮರ್ಥತೆ;
- ಹೆಚ್ಚಿನ ರೇಖೀಯ ವಿಸ್ತರಣೆಯು ಕಾಂಪೆನ್ಸೇಟರ್ಗಳನ್ನು ಬಳಸುವ ಅಗತ್ಯಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ.
ಆಗಾಗ್ಗೆ, ಅನಾನುಕೂಲಗಳು ಕಡಿಮೆ ಶಾಖದ ಪ್ರತಿರೋಧ, ಕಡಿಮೆ ಬಿಗಿತ ಮತ್ತು ನೀರಿನ ಸುತ್ತಿಗೆ ಅಸ್ಥಿರತೆಯನ್ನು ಒಳಗೊಂಡಿರುತ್ತವೆ. ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳ ತಪ್ಪು ಆಯ್ಕೆಯ ಕಾರಣದಿಂದಾಗಿ ಇದು ಸಂಭವಿಸುತ್ತದೆ. ತಾಪನ ವ್ಯವಸ್ಥೆಗಳಿಗೆ, ಕುಗ್ಗದ, ಹೆಚ್ಚಿನ ತಾಪಮಾನ ಮತ್ತು ಒತ್ತಡವನ್ನು ತಡೆದುಕೊಳ್ಳುವ ಬಲವರ್ಧಿತ ಉತ್ಪನ್ನಗಳು ಮಾತ್ರ ಅಗತ್ಯವಿದೆ. ಇದರ ಜೊತೆಗೆ, ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯು ಹೆಚ್ಚಿನ ಪ್ರಾಮುಖ್ಯತೆಯನ್ನು ಹೊಂದಿದೆ: ತಂತ್ರಜ್ಞಾನವನ್ನು ಉಲ್ಲಂಘಿಸಿದರೆ, ಅಸಮರ್ಪಕ ಗುಣಮಟ್ಟದ ಪೈಪ್ಗಳು ಹೊರಬರುತ್ತವೆ, ಆದ್ದರಿಂದ ವಿಶ್ವಾಸಾರ್ಹ ಪ್ರಖ್ಯಾತ ತಯಾರಕರಿಗೆ ಆದ್ಯತೆ ನೀಡುವುದು ಉತ್ತಮ.










ತುಲನಾತ್ಮಕ ಬೆಲೆ ಅವಲೋಕನ
ನಿರ್ಮಾಣದಲ್ಲಿ, ಕೊಳಾಯಿ ಅಂಗಡಿಗಳಲ್ಲಿ ನೀವು ವಿವಿಧ ವಸ್ತುಗಳಿಂದ ತಯಾರಿಸಿದ ತಾಪನ ಕೊಳವೆಗಳನ್ನು ಖರೀದಿಸಬಹುದು:
- ತಾಮ್ರ. 1 ಮೀಟರ್ (ವ್ಯಾಸ 20 ಮಿಮೀ) ಸರಾಸರಿ ಬೆಲೆ 250 ರೂಬಲ್ಸ್ಗಳನ್ನು ಹೊಂದಿದೆ. ಕೆಲಸದ ದ್ರವದ ಅನುಮತಿಸುವ ತಾಪಮಾನ - 500 ಡಿಗ್ರಿ ಸೆಲ್ಸಿಯಸ್ ವರೆಗೆ. ಅವರು ದಾರಿತಪ್ಪಿ ಪ್ರವಾಹಗಳನ್ನು ರವಾನಿಸುತ್ತಾರೆ, ಇದು ಅನನುಕೂಲವಾಗಿದೆ.
- ಪಾಲಿಪ್ರೊಪಿಲೀನ್. 1 ಮೀಟರ್ಗೆ ಸರಾಸರಿ ಬೆಲೆ 50 ರೂಬಲ್ಸ್ಗಳು. 95 ಡಿಗ್ರಿಗಳವರೆಗೆ ದ್ರವ ತಾಪಮಾನಕ್ಕೆ ಸೂಕ್ತವಾಗಿದೆ. ಅವು ಆಕ್ಸಿಡೀಕರಣಗೊಳ್ಳುವುದಿಲ್ಲ. ಬಲವಾದ ನೀರಿನ ಸುತ್ತಿಗೆಯನ್ನು ತಡೆದುಕೊಳ್ಳುವುದಿಲ್ಲ.
- ಲೋಹ-ಪ್ಲಾಸ್ಟಿಕ್. 1 ಮೀಟರ್ಗೆ ಸರಾಸರಿ ಬೆಲೆ 40 ರೂಬಲ್ಸ್ಗಳನ್ನು ಹೊಂದಿದೆ. ಗರಿಷ್ಠ ತಾಪಮಾನವು 150 ಡಿಗ್ರಿಗಳವರೆಗೆ ಇರುತ್ತದೆ. ಸಕ್ರಿಯ ಕಾರ್ಯಾಚರಣೆಯ ಅವಧಿಯು 15 ವರ್ಷಗಳು.
ವ್ಯಾಸ, ಗೋಡೆಯ ದಪ್ಪ, ತಯಾರಕರ ಖ್ಯಾತಿಯನ್ನು ಅವಲಂಬಿಸಿ ಬೆಲೆಗಳು ಬದಲಾಗುತ್ತವೆ.
 ತಾಪನಕ್ಕಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳು
ತಾಪನಕ್ಕಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳು
ವಿಧಗಳು
ವಿನ್ಯಾಸವನ್ನು ಅವಲಂಬಿಸಿ ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳ ವಿಧಗಳು:
- ಘನ - ಏಕರೂಪದ ಪ್ಲಾಸ್ಟಿಕ್ನಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆ;
- ಬಲವರ್ಧಿತ - ಉತ್ಪಾದನೆಯಲ್ಲಿ ಎರಡು ಅಥವಾ ಹೆಚ್ಚಿನ ವಸ್ತುಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇವುಗಳನ್ನು ಪರಸ್ಪರ ಸಂಯೋಜಿಸಲಾಗುತ್ತದೆ.
ಬಲವರ್ಧಿತ ಕೊಳವೆಗಳು ಘನ ಭಾಗಗಳಿಂದ ಹಲವಾರು ವ್ಯತ್ಯಾಸಗಳನ್ನು ಹೊಂದಿವೆ:
- ಹೊರಭಾಗವನ್ನು ಅಲ್ಯೂಮಿನಿಯಂ ಫಾಯಿಲ್ನಿಂದ ಲೇಪಿಸಲಾಗಿದೆ;
- ಹೆಚ್ಚುವರಿ ಅಲ್ಯೂಮಿನಿಯಂ ಲೇಪನವು ಭಾಗದೊಳಗೆ ಇರಬಹುದು;
- ಫೈಬರ್ಗ್ಲಾಸ್ನೊಂದಿಗೆ ಟ್ಯೂಬ್ಗಳನ್ನು ಬಲಪಡಿಸಬಹುದು.
ಬಲವರ್ಧನೆಯೊಂದಿಗೆ ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳ ವರ್ಗೀಕರಣ:
- ಅಲ್ಯೂಮಿನಿಯಂ. ಸಣ್ಣ ರಂಧ್ರಗಳೊಂದಿಗೆ ನಿರಂತರ ಪದರ ಅಥವಾ ಜಾಲರಿಯೊಂದಿಗೆ ಬಲಪಡಿಸಬಹುದು. ಲೋಹದ ಹೆಚ್ಚುವರಿ ಪದರದ ಉಪಸ್ಥಿತಿಯು ಪ್ಲಾಸ್ಟಿಕ್ನ ಉಷ್ಣ ವಿಸ್ತರಣೆಯಲ್ಲಿ ಇಳಿಕೆ, ಶಕ್ತಿಯ ಹೆಚ್ಚಳ, ಒತ್ತಡಕ್ಕೆ ಪ್ರತಿರೋಧವನ್ನು ಒದಗಿಸುತ್ತದೆ.
- ಫೈಬರ್ಗ್ಲಾಸ್. ಅವರು ಲೇಯರ್ಡ್ ರಚನೆಯನ್ನು ಹೊಂದಿದ್ದಾರೆ. ಮುಖ್ಯ ಪದರಗಳು ಪಾಲಿಪ್ರೊಪಿಲೀನ್ನ ಎರಡು ಪದರಗಳಾಗಿವೆ, ಅದರ ನಡುವೆ ಫೈಬರ್ಗ್ಲಾಸ್ನ ಬಲಪಡಿಸುವ ಪದರವಿದೆ.
- ಮೆಟಲ್-ಪಾಲಿಮರ್. 5 ಪದರಗಳನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ. ಹೊರಗೆ ಮತ್ತು ಒಳಗೆ ಪಾಲಿಪ್ರೊಪಿಲೀನ್. ಮಧ್ಯಂತರ ಪದರಗಳು - ಅಂಟಿಕೊಳ್ಳುವ. ಕೇಂದ್ರವು ಅಲ್ಯೂಮಿನಿಯಂ ಆಗಿದೆ.
ಬಲವರ್ಧಿತ ಉತ್ಪನ್ನಗಳ ತಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳು ಏಕರೂಪದ ವಸ್ತುಗಳಿಂದ ಮಾಡಿದ ಭಾಗಗಳಿಗಿಂತ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ.
 ವಿವಿಧ ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳು
ವಿವಿಧ ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳು
ವಿಶೇಷಣಗಳು
ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳ ತಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳು:
- ಫ್ರಾಸ್ಟ್ ಪ್ರತಿರೋಧ ಸೂಚ್ಯಂಕ - -15 ಡಿಗ್ರಿಗಳವರೆಗೆ. ಈ ವಸ್ತುವಿನಿಂದ ಮಾಡಿದ ಪೈಪ್ಗಳು ಹೊರಾಂಗಣ ನೀರಿನ ಕೊಳವೆಗಳ ತಯಾರಿಕೆಗೆ ಸೂಕ್ತವಲ್ಲ.
- ಕಡಿಮೆ ಉಷ್ಣ ವಾಹಕತೆ. ಈ ಕಾರಣದಿಂದಾಗಿ, ದ್ರವವು ಪೈಪ್ಲೈನ್ನ ಒಂದು ತುದಿಯಿಂದ ಇನ್ನೊಂದಕ್ಕೆ ಕನಿಷ್ಠ ತಾಪಮಾನ ವ್ಯತ್ಯಾಸದೊಂದಿಗೆ ತಲುಪುತ್ತದೆ.
- ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಸಾಂದ್ರತೆಯು 0.91 ಕೆಜಿ / ಸೆಂ 2 ಆಗಿದೆ.
- ವಸ್ತುವಿನ ರಾಸಾಯನಿಕ ಪ್ರತಿರೋಧ.
- ರೇಖೀಯ ವಿಸ್ತರಣೆಯ ಹೆಚ್ಚಿನ ದರ.
- ಯಾಂತ್ರಿಕ ಶಕ್ತಿ - 35 N / mm.
- ಪಾಲಿಪ್ರೊಪಿಲೀನ್ನ ಮೃದುಗೊಳಿಸುವಿಕೆಯು 140 ಡಿಗ್ರಿಗಳಲ್ಲಿ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ.
- ಶಾಖ ವಾಹಕಗಳಿಗೆ ಶಾಖ ಪ್ರತಿರೋಧ - 120 ಡಿಗ್ರಿ ವರೆಗೆ.
- ಪ್ಲಾಸ್ಟಿಕ್ ಕರಗುವಿಕೆಯು 170 ಡಿಗ್ರಿಗಳಲ್ಲಿ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ.
- ಆಪರೇಟಿಂಗ್ ಒತ್ತಡದ ವ್ಯಾಪ್ತಿಯು 10-25 ವಾಯುಮಂಡಲಗಳು.
ಈ ವಸ್ತುವಿನಿಂದ ಪೈಪ್ಗಳನ್ನು 10 ರಿಂದ 125 ಮಿಮೀ ವ್ಯಾಸದಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ವಿಶೇಷ ಬೆಸುಗೆ ಹಾಕುವ ಕಬ್ಬಿಣವನ್ನು ಬಳಸಿಕೊಂಡು ಭಾಗಗಳನ್ನು ಸಂಪರ್ಕಿಸಲಾಗಿದೆ. ಬೆಸುಗೆ ಹಾಕುವಿಕೆಗೆ ಧನ್ಯವಾದಗಳು, ಬಲವಾದ, ಗಾಳಿಯಾಡದ ಸೀಮ್ ಅನ್ನು ಪಡೆಯಲಾಗುತ್ತದೆ.