
- 1 ನೀರು ಪೂರೈಕೆಗಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳು - ತಾಂತ್ರಿಕ ಲಕ್ಷಣಗಳು ಮತ್ತು ಅನುಕೂಲಗಳು
- ಸಂಪರ್ಕ ವಿಧಾನಗಳು
- ಆರೋಹಿಸುವಾಗ
- ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವುದು ಹೇಗೆ, ಹಂತ ಹಂತದ ಸೂಚನೆಗಳು
- ಸಂಪರ್ಕ ತಯಾರಿ
- ಫ್ಲಕ್ಸ್ ಅಪ್ಲಿಕೇಶನ್
- ಬೆಸುಗೆ ಹಾಕುವುದು
- ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳ ವೈವಿಧ್ಯಗಳು
- ನೇಮಕಾತಿ ಮೂಲಕ
- ಉತ್ಪಾದನಾ ವಿಧಾನದ ಪ್ರಕಾರ
- ವಿಭಾಗದ ಆಕಾರದಿಂದ
- ಗಡಸುತನದ ಮಟ್ಟಕ್ಕೆ ಅನುಗುಣವಾಗಿ
- ಅಂಕುಡೊಂಕಾದ ವಿಧಗಳು
- ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ಯಾವ ಫಿಟ್ಟಿಂಗ್ಗಳಿವೆ?
- ಆಯ್ಕೆ # 1 - ಸಂಕೋಚನ ಅಂಶಗಳು
- ಆಯ್ಕೆ # 2 - ಕ್ಯಾಪಿಲ್ಲರಿ ಫಿಟ್ಟಿಂಗ್ಗಳು
- ಆಯ್ಕೆ # 3 - ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಒತ್ತಿರಿ
- ಹೊಂದಿಕೊಳ್ಳುವ ಉತ್ಪನ್ನಗಳ ವಿಧಗಳು
- ಎಲ್ಲಾ ವ್ಯಾಸದ ಆರೋಹಿಸುವಾಗ ಮತ್ತು ಬೆಸುಗೆ ಹಾಕುವ ಕೊಳವೆಗಳ ಸೂಕ್ಷ್ಮ ವ್ಯತ್ಯಾಸಗಳು
- 7 ಹಂತಗಳಲ್ಲಿ ಹಂತ-ಹಂತದ ಕೆಲಸವನ್ನು ನೀವೇ ಮಾಡಿ
- ವಿಶೇಷಣಗಳು
- ಪೈಪ್ ವರ್ಗೀಕರಣ
- ನಿಯಂತ್ರಕ ಅವಶ್ಯಕತೆಗಳು
- ನೀರು ಪೂರೈಕೆಗಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳ ಅಳವಡಿಕೆ
- ಅಗತ್ಯ ಉಪಕರಣಗಳು ಮತ್ತು ವಸ್ತುಗಳು
- ಕೆಲಸದ ಪ್ರಗತಿ
- ಆರೋಹಿಸುವಾಗ ವೈಶಿಷ್ಟ್ಯಗಳು
1 ನೀರು ಪೂರೈಕೆಗಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳು - ತಾಂತ್ರಿಕ ಲಕ್ಷಣಗಳು ಮತ್ತು ಅನುಕೂಲಗಳು
ಮೊದಲನೆಯದಾಗಿ, ತಾಮ್ರ ಕೊಳಾಯಿಗಾಗಿ ಪೈಪ್ಗಳು ಅವರ ಶಕ್ತಿಗಾಗಿ ಆಕರ್ಷಕವಾಗಿದೆ. 12 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಘನ ಉತ್ಪನ್ನಗಳು, ಕೇವಲ 1 ಮಿಮೀ ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಹೊಂದಿದ್ದು, 250 ° C ತಾಪಮಾನದಲ್ಲಿ 100 ಬಾರ್ನ ಕೆಲಸದ ಒತ್ತಡಕ್ಕಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ. ಫಿಟ್ಟಿಂಗ್ಗಳ ಮೇಲೆ ತಾಮ್ರದ ಪೈಪ್ಲೈನ್, ಹಾರ್ಡ್ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಜೋಡಿಸಲಾಗಿದೆ, 500 ಎಟಿಎಮ್ಗಿಂತ ಹೆಚ್ಚಿನ ಲೋಡ್ಗಳನ್ನು ಮತ್ತು 600 ° C ವರೆಗಿನ ತಾಪಮಾನವನ್ನು ತಡೆದುಕೊಳ್ಳುತ್ತದೆ. ತಾಪಮಾನವು ಕಡಿಮೆಯಾದಂತೆ ಅನೇಕ ವಸ್ತುಗಳು ದುರ್ಬಲವಾಗುತ್ತವೆ.ತಾಮ್ರವು ಒಂದು ಅಪವಾದವಾಗಿದೆ - ಈ ಲೋಹದ ಸಾಮರ್ಥ್ಯ ಮತ್ತು ಡಕ್ಟಿಲಿಟಿ ತಾಪಮಾನವು ಕಡಿಮೆಯಾಗುವುದರೊಂದಿಗೆ ಹೆಚ್ಚಾಗುತ್ತದೆ.
ಈ ಆಸ್ತಿ ತಾಮ್ರದ ಕೊಳವೆಗಳ ಪುನರಾವರ್ತಿತ ಘನೀಕರಣ ಮತ್ತು ಕರಗುವಿಕೆಯ ಸ್ವೀಕಾರವನ್ನು ಖಾತ್ರಿಗೊಳಿಸುತ್ತದೆ (ಉತ್ಪನ್ನಗಳ ಗಡಸುತನವನ್ನು 3 ಬಾರಿ ಅವಲಂಬಿಸಿ). ಅಪಘಾತ ಸಂಭವಿಸಿದರೂ, ಉಕ್ಕಿನ ಪೈಪ್ಲೈನ್ಗಳಂತಲ್ಲದೆ, ಅದು ಒಂದೇ ಸ್ಥಳದಲ್ಲಿ ಮಾತ್ರ ಇರುತ್ತದೆ, ಇದರಲ್ಲಿ ಪೈಪ್ನಾದ್ಯಂತ ಪ್ರಚೋದನೆಯು ಹರಡುತ್ತದೆ. ಆದ್ದರಿಂದ, ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳನ್ನು ಘನೀಕರಿಸುವ ಪರಿಣಾಮಗಳ ನಿರ್ಮೂಲನೆ ಕಷ್ಟವಲ್ಲ, ಮತ್ತು ಉಕ್ಕಿನ ವ್ಯವಸ್ಥೆಯನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಬದಲಾಯಿಸಬೇಕು.

ತಾಮ್ರದ ಕೊಳವೆಗಳು ಯಂತ್ರಕ್ಕೆ ಸುಲಭ ಮತ್ತು ಅನುಸ್ಥಾಪನೆಯ ಯಾವುದೇ ಭಾಗದಲ್ಲಿ ತಾಂತ್ರಿಕವಾಗಿ ಮುಂದುವರಿದಿದೆ: ರಂಧ್ರಗಳನ್ನು ಹಾದುಹೋಗುವಾಗ, ಮೂಲೆಗಳು ಮತ್ತು ಇತರ ಅಡೆತಡೆಗಳ ಸುತ್ತಲೂ ಬಾಗುವುದು, ಉಪಕರಣಗಳನ್ನು ಸ್ಥಾಪಿಸುವುದು, ಈಗಾಗಲೇ ಮುಗಿದ ಪೈಪ್ಲೈನ್ನಲ್ಲಿ ಶಾಖೆಯನ್ನು ಆರೋಹಿಸುವುದು. ಎಲ್ಲಾ ಕೆಲಸಗಳಿಗಾಗಿ, ಸರಳವಾದ ಯಾಂತ್ರಿಕೃತ ಮತ್ತು ಹಸ್ತಚಾಲಿತ ಸಾಧನದ ಅಗತ್ಯವಿದೆ.
ತಾಮ್ರದ ವ್ಯವಸ್ಥೆಗಳು ಸಾರ್ವತ್ರಿಕವಾಗಿವೆ - ಎಲ್ಲಾ ರೀತಿಯ ಉಪಯುಕ್ತತೆಗಳಿಗೆ ಒಂದೇ ಮಾನದಂಡದ ಫಿಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ಪೈಪ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಇದು ಒಂದೇ ಅನುಸ್ಥಾಪನ ವಿಧಾನ ಮತ್ತು ಅದೇ ಸಲಕರಣೆಗಳ ಬಳಕೆಯನ್ನು ಖಾತ್ರಿಗೊಳಿಸುತ್ತದೆ. ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸೇರುವ ಅತ್ಯಂತ ಸಾಮಾನ್ಯ ಮತ್ತು ಅತ್ಯಂತ ವಿಶ್ವಾಸಾರ್ಹ ವಿಧಾನವೆಂದರೆ ಕ್ಯಾಪಿಲ್ಲರಿ ಬೆಸುಗೆ ಹಾಕುವುದು. ಬೆಸುಗೆ ಹಾಕುವ ಅಗಲ, ಸಣ್ಣ ವ್ಯಾಸಗಳೊಂದಿಗೆ ಸಹ, 7 ಮಿಮೀ ಗಿಂತ ಕಡಿಮೆಯಿಲ್ಲ ಮತ್ತು ಯಾವುದೇ ರೀತಿಯ ಬೆಸುಗೆ ಸೇರಿದಂತೆ ತಿಳಿದಿರುವ ಸಂಪರ್ಕ ವಿಧಾನಗಳಿಗಿಂತ ಹೆಚ್ಚಿನ ಅನುಸ್ಥಾಪನಾ ಶಕ್ತಿಯನ್ನು ನೀಡುತ್ತದೆ.

ಪರೀಕ್ಷೆಗಳ ಸಮಯದಲ್ಲಿ, ಪೈಪ್ನ ದೇಹದಲ್ಲಿ ಯಾವಾಗಲೂ ವಿರಾಮವಿದೆ, ಮತ್ತು ಸರ್ವಿಸ್ಡ್ ಸೇರಿದಂತೆ ಕೀಲುಗಳ ಬಿಗಿತವು ಎಂದಿಗೂ ಮುರಿಯಲಿಲ್ಲ. ಕ್ಯಾಪಿಲ್ಲರಿ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯು ತ್ವರಿತ ಮತ್ತು ಸುಲಭವಾದ ಜೋಡಣೆಯನ್ನು ಅನುಮತಿಸುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ಗೆ ಹೋಲಿಸಿದರೆ ಅದರ ಪ್ರಯೋಜನಗಳು ವಿಶೇಷವಾಗಿ ಸ್ಪಷ್ಟವಾಗಿ ಕಂಡುಬರುತ್ತವೆ, ಇದು ಪ್ಲಾಸ್ಟಿಕ್ ಪೈಪ್ಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವಾಗ ಹೆಚ್ಚಿನ ನಿಖರತೆ ಮತ್ತು ಕಾಳಜಿಯ ಅಗತ್ಯವಿರುತ್ತದೆ ಅಥವಾ ಉಕ್ಕಿನ ವ್ಯವಸ್ಥೆಗಳ ಸಂದರ್ಭದಲ್ಲಿ ಬೃಹತ್ ಉಪಕರಣಗಳು.
ಹೆಚ್ಚಿನ ಬಾಳಿಕೆ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹತೆಯ ಸಂಪರ್ಕಗಳ ಜೊತೆಗೆ (ಒತ್ತುವುದು, ಬೆಸುಗೆ ಹಾಕುವುದು, ಬೆಸುಗೆ ಹಾಕುವುದು), ವಿಶೇಷ ಕೌಶಲ್ಯಗಳು ಮತ್ತು ಉಪಕರಣಗಳು ಅಗತ್ಯವಿಲ್ಲದವುಗಳೂ ಇವೆ - ಅಪಘಾತಗಳ ಸಂದರ್ಭದಲ್ಲಿ ತ್ವರಿತ ಅನುಸ್ಥಾಪನೆಗೆ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸುವುದು, ಹಾಗೆಯೇ ಒತ್ತಡವಿಲ್ಲದ ವ್ಯವಸ್ಥೆಗಳಲ್ಲಿ (ಸ್ವಯಂ) -ಲಾಕಿಂಗ್, ಕಂಪ್ರೆಷನ್, ಮತ್ತು ಹೀಗೆ). ಇದು ಅನುಸ್ಥಾಪಕದ ಕೆಲಸದಲ್ಲಿ ದಕ್ಷತೆ ಮತ್ತು ನಮ್ಯತೆಯನ್ನು ಒದಗಿಸುತ್ತದೆ. ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಥ್ರೆಡ್ ಮಾಡುವುದನ್ನು ನಿಷೇಧಿಸಲಾಗಿದೆ, ಆದರೆ ಸಂಯೋಜನೆಯ ಫಿಟ್ಟಿಂಗ್ಗಳು ಒತ್ತುವ ಅಥವಾ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಥ್ರೆಡಿಂಗ್ಗೆ ಸರಳವಾದ ಪರಿವರ್ತನೆಯನ್ನು ಅನುಮತಿಸುತ್ತದೆ.
ತಾಮ್ರದ ಪ್ಲಾಸ್ಟಿಟಿಯ ಕಾರಣದಿಂದಾಗಿ, ಫಿಟ್ಟಿಂಗ್ಗಳ ಬಳಕೆಯಿಲ್ಲದೆ ಕ್ಯಾಪಿಲ್ಲರಿ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಯಾಂತ್ರಿಕೃತ ಅಥವಾ ಹಸ್ತಚಾಲಿತ ಎಕ್ಸ್ಪಾಂಡರ್ ಅನ್ನು ಬಳಸಿ ಸಾಧ್ಯವಿದೆ. ಅದರ ಅನುಸ್ಥಾಪನೆಯ ಸಮಯದಲ್ಲಿ ಸಿಸ್ಟಮ್ನ ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಇದು ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ (ಕೆಲವು ಸಂದರ್ಭಗಳಲ್ಲಿ ಗಮನಾರ್ಹವಾಗಿ). ಸಂಪರ್ಕದ ಬಿಗಿಯಾದ ವಿಧಾನವು ನಿಯತಾಂಕಗಳ ಖಾತರಿಯ ಸ್ಥಿರತೆ ಮತ್ತು ಸಿಸ್ಟಮ್ನ ವಿಶ್ವಾಸಾರ್ಹತೆಯನ್ನು ಒದಗಿಸುತ್ತದೆ.
ಗೋಡೆಗಳು ಮತ್ತು ಮಹಡಿಗಳಲ್ಲಿ ತಾಮ್ರದ ಪೈಪ್ಲೈನ್ ಅನ್ನು ಎಂಬೆಡ್ ಮಾಡಲು ಅನುಮತಿಸಲಾಗಿದೆ, ಉತ್ಪನ್ನಗಳನ್ನು ನಿರೋಧನ, ಸುಕ್ಕುಗಟ್ಟಿದ ಪೈಪ್, ಶೆಲ್ನಲ್ಲಿ ಬಳಸಿದರೆ, ಅಲ್ಲಿ ಸರಬರಾಜು ಮಾಡಿದ ನೀರಿನ ತಾಪಮಾನದಲ್ಲಿನ ಏರಿಳಿತಗಳಿಂದ ಉಷ್ಣ ವಿಸ್ತರಣೆಯನ್ನು ಒದಗಿಸಲಾಗುತ್ತದೆ ಅಥವಾ ಪೆಟ್ಟಿಗೆಯಲ್ಲಿ ಜೋಡಿಸಲಾಗುತ್ತದೆ. ಸೇವೆಯ ಸಂಪರ್ಕಗಳು ಅವರಿಗೆ ಪ್ರವೇಶವನ್ನು ಒದಗಿಸದೆ ಏಕಶಿಲೆಯಾಗಿರಬಾರದು. ತೆರೆದಾಗ, ತಾಮ್ರದ ಕೊಳವೆಗಳು ಬಹಳ ಕಲಾತ್ಮಕವಾಗಿ ಹಿತಕರವಾಗಿರುತ್ತವೆ, ಬಣ್ಣ ಮಾಡಬಹುದು, ಆದರೆ ಆಕಸ್ಮಿಕ ಹಾನಿಯ ಅಪಾಯವನ್ನು ತಡೆಯುವ ವ್ಯವಸ್ಥೆ ಅಗತ್ಯವಿರುತ್ತದೆ.
ಸಂಪರ್ಕ ವಿಧಾನಗಳು
ಈ ಉತ್ಪನ್ನಗಳ ಅನುಸ್ಥಾಪನೆಯನ್ನು ಎರಡು ರೀತಿಯಲ್ಲಿ ಮಾಡಬಹುದು: ಥ್ರೆಡ್ ಸಂಪರ್ಕದಿಂದ ಅಥವಾ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ. ಅದರ ಆಧಾರದ ಮೇಲೆ ರೂಪುಗೊಂಡ ತಾಮ್ರ ಮತ್ತು ಮಿಶ್ರಲೋಹಗಳನ್ನು ಹೆಚ್ಚಿನ-ತಾಪಮಾನ ಮತ್ತು ಕಡಿಮೆ-ತಾಪಮಾನದ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಸೇರಿಕೊಳ್ಳಬಹುದು.

ನೀರು ಸರಬರಾಜು ವ್ಯವಸ್ಥೆಗಳಿಗೆ, ಸೀಸ-ತವರವನ್ನು ಹೊರತುಪಡಿಸಿ, ಕಡಿಮೆ-ತಾಪಮಾನದ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು ಮುಖ್ಯವಾಗಿ ವಿವಿಧ ಬೆಸುಗೆಗಳನ್ನು ಬಳಸಿ ಬಳಸಲಾಗುತ್ತದೆ.ಅವುಗಳು ಹೆಚ್ಚಿನ ಪ್ರಮಾಣದ ಸೀಸವನ್ನು ಹೊಂದಿರುತ್ತವೆ, ಅದನ್ನು ಬಳಸಲಾಗುವುದಿಲ್ಲ. ಕುಡಿಯುವ ನೀರಿನ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಲು. ಅಂತಹ ವ್ಯವಸ್ಥೆಗಳ ಜೋಡಣೆಗಾಗಿ, ಟಿನ್-ತಾಮ್ರ ಅಥವಾ ಬೆಳ್ಳಿ-ಹೊಂದಿರುವ ಬೆಸುಗೆಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು ಉತ್ತಮ. ಅವರು ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಸೀಮ್ ಅನ್ನು ರಚಿಸುತ್ತಾರೆ ಮತ್ತು ಕೊಳಾಯಿ ವ್ಯವಸ್ಥೆಗಳ ಶಕ್ತಿ, ವಿಶ್ವಾಸಾರ್ಹತೆ ಮತ್ತು ಬಾಳಿಕೆಗಾಗಿ ಎಲ್ಲಾ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತಾರೆ. ಫ್ಲಕ್ಸ್ ಆಗಿ, ನೀವು ರೋಸಿನ್ - ವ್ಯಾಸಲೀನ್ ಪೇಸ್ಟ್ ಅನ್ನು ತೆಗೆದುಕೊಳ್ಳಬಹುದು, ಇದರಲ್ಲಿ ರೋಸಿನ್, ಸತು ಕ್ಲೋರೈಡ್ ಮತ್ತು ತಾಂತ್ರಿಕ ವ್ಯಾಸಲೀನ್ ಸೇರಿವೆ. ಇದು ಸುಲಭವಾಗಿ ಅನ್ವಯಿಸಬಹುದಾದ ಪೇಸ್ಟ್ ತರಹದ ಸ್ಥಿರತೆಯನ್ನು ಹೊಂದಿದೆ.
ಆರೋಹಿಸುವಾಗ
ತಾಮ್ರದ ಪೈಪ್ಲೈನ್ಗಳ ಅನುಸ್ಥಾಪನೆಯನ್ನು ವಿಶೇಷ ಸಂಪರ್ಕಗಳನ್ನು ಬಳಸಿ ನಡೆಸಲಾಗುತ್ತದೆ - ಫಿಟ್ಟಿಂಗ್ಗಳು ಅಥವಾ ವೆಲ್ಡಿಂಗ್ ಬಳಸಿ. ಪತ್ರಿಕಾ ಅಥವಾ ಬಾಗಿಕೊಳ್ಳಬಹುದಾದ ಫಿಟ್ಟಿಂಗ್ಗಳ ಮೂಲಕ, ಪೈಪ್ಗಳು ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಅಂಶಗಳಿಗೆ ದೃಢವಾಗಿ ಸೇರಿಕೊಳ್ಳುತ್ತವೆ, ಆದಾಗ್ಯೂ, ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಅಗತ್ಯವಿರುವ ಸ್ಥಳಗಳಲ್ಲಿ ಅನೆಲ್ಡ್ ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸ್ಥಾಪಿಸುವಾಗ, ಅವುಗಳನ್ನು ಬಾಗಿಸಬಹುದು ಇದರಿಂದ ಒಟ್ಟು ಕೀಲುಗಳು ಮತ್ತು ಕೀಲುಗಳ ಸಂಖ್ಯೆ ಕಡಿಮೆಯಾಗುತ್ತದೆ. ಇದಕ್ಕಾಗಿ, ಪೈಪ್ ಬೆಂಡರ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದಕ್ಕೆ ಧನ್ಯವಾದಗಳು ಸಿಸ್ಟಮ್ನ ಒಟ್ಟಾರೆ ಪೇಟೆನ್ಸಿಗೆ ಧಕ್ಕೆಯಾಗದಂತೆ ಅಗತ್ಯವಾದ ಇಳಿಜಾರನ್ನು ಪಡೆಯಲು ಸಾಧ್ಯವಿದೆ.

ಕಂಪ್ರೆಷನ್ ಫಿಟ್ಟಿಂಗ್ಗಳ ಸ್ಥಾಪನೆಗೆ ವಿಶೇಷ ಉಪಕರಣಗಳ ಅಗತ್ಯವಿಲ್ಲ: ಪೈಪ್ ಅನ್ನು ಅದು ನಿಲ್ಲುವವರೆಗೆ ಸರಳವಾಗಿ ತೋಡಿಗೆ ಸೇರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ನಂತರ ಅದನ್ನು ಅಡಿಕೆಯಿಂದ ಬಿಗಿಯಾಗಿ ಸ್ಕ್ರೂ ಮಾಡಲಾಗುತ್ತದೆ, ಆದರೆ ವಸ್ತುವನ್ನು ಬಿಗಿಯಾದ ದೇಹದ ವಿರುದ್ಧ ಒತ್ತಬೇಕು. ಗರಿಷ್ಠ ಫಿಟ್ ಮತ್ತು ಸಂಪೂರ್ಣ ಸೀಲಿಂಗ್ ಸಾಧಿಸಲು, ಎರಡು ಕೀಲಿಗಳನ್ನು ಬಳಸಬೇಕು. ನಿಮಗೆ ಅಗತ್ಯವಿರುವ ಎಲ್ಲಾ ಉಪಕರಣಗಳು ಅಷ್ಟೆ. ಹೇಗಾದರೂ, ಬಿಗಿತದ ಸಂಪೂರ್ಣ ನಿಯಂತ್ರಣವನ್ನು ಒಳಗೊಂಡಿರುವ ಕ್ರಿಂಪ್ ಫಾಸ್ಟೆನರ್ಗಳ ನಿಶ್ಚಿತಗಳ ಬಗ್ಗೆ ಒಬ್ಬರು ಮರೆಯಬಾರದು - ಅಂತಹ ವ್ಯವಸ್ಥೆಗಳು ನಿಯತಕಾಲಿಕವಾಗಿ "ಡ್ರಿಪ್" ಗೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ, ಅದಕ್ಕಾಗಿಯೇ ಕೀಲುಗಳನ್ನು ಗೋಡೆ ಮಾಡಬಾರದು, ಪೈಪ್ಗಳಿಗೆ ಪ್ರವೇಶವನ್ನು ತೆರೆಯಬೇಕು.

ವಿಶೇಷ ಪತ್ರಿಕಾ ಯಂತ್ರಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಪ್ರೆಸ್ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಸ್ಥಾಪಿಸಲಾಗಿದೆ, ಇದು ದುಬಾರಿ ಅನುಸ್ಥಾಪನಾ ಆಯ್ಕೆಯಾಗಿದೆ, ಆದಾಗ್ಯೂ, ಸಂಪರ್ಕವು ಬಲವಾದ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹವಾಗಿದೆ, ಆದರೆ ಒಂದು ತುಂಡು. ಕ್ಯಾಪಿಲ್ಲರಿ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು ತಾಮ್ರದ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಸ್ಥಾಪಿಸುವ ಅತ್ಯಂತ ಸಾರ್ವತ್ರಿಕ ವಿಧಾನವೆಂದು ಪರಿಗಣಿಸಲಾಗಿದೆ ಎಂದು ತಜ್ಞರು ಗಮನಿಸುತ್ತಾರೆ; ಈ ವಿಧಾನವು ಒಂದೇ ವ್ಯಾಸದ ಪೈಪ್ ವಿಭಾಗಗಳನ್ನು ಪರಸ್ಪರ ಸಂಪರ್ಕಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ. ಇದನ್ನು ಮಾಡಲು, ಒಂದು ತುದಿಯಲ್ಲಿ ಫ್ಲೇರಿಂಗ್ ಅನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ, ಅಂದರೆ, ಅದರ ವ್ಯಾಸವು ಸ್ವಲ್ಪ ಹೆಚ್ಚಾಗುತ್ತದೆ, ಇದು ಒಂದು ಪೈಪ್ ಅನ್ನು ಇನ್ನೊಂದಕ್ಕೆ ಸೇರಿಸಲು ನಿಮಗೆ ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ.

ಜಂಟಿ ವಿಶೇಷ ಸ್ಪಾಂಜ್ ಅಥವಾ ಲೋಹದ ಕುಂಚದಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗುತ್ತದೆ, ಮತ್ತು ನಂತರ ಸೇರಿಕೊಂಡ ಮೇಲ್ಮೈಗಳನ್ನು ಫ್ಲಕ್ಸ್ನೊಂದಿಗೆ ಮುಚ್ಚಲಾಗುತ್ತದೆ - ಇದು ಬೆಸುಗೆಗೆ ಲೋಹದ ಗರಿಷ್ಟ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಒದಗಿಸುವ ವಿಶೇಷ ಸಂಯೋಜನೆಯಾಗಿದೆ. ಈ ರೀತಿಯಲ್ಲಿ ಸಂಸ್ಕರಿಸಿದ ಪೈಪ್ಗಳನ್ನು ಅನುಕ್ರಮವಾಗಿ ಪರಸ್ಪರ ಸೇರಿಸಲಾಗುತ್ತದೆ ಆದ್ದರಿಂದ ಅವುಗಳ ನಡುವಿನ ಅಂತರವು ಮಿಲಿಮೀಟರ್ನ ಭಾಗವನ್ನು ಮೀರುವುದಿಲ್ಲ. ಮುಂದೆ, ಬೆಸುಗೆ ಹಾಕಿದ ಟಾರ್ಚ್ನೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, ಮತ್ತು ವಸ್ತುವು ಕರಗುವ ತಾಪಮಾನವನ್ನು ತಲುಪಿದಾಗ, ಉದ್ಭವಿಸಿದ ಎಲ್ಲಾ ಅಂತರವನ್ನು ಕರಗಿದ ಸಂಯೋಜನೆಯೊಂದಿಗೆ ಸುರಿಯಲಾಗುತ್ತದೆ.

ಸೀಮ್ ತುಂಬಿದ ನಂತರ, ಅದನ್ನು ತಣ್ಣಗಾಗಬೇಕು, ಇದಕ್ಕಾಗಿ ನೀವು ಜಂಟಿಯಾಗಿ ನೀರಿಗೆ ತಗ್ಗಿಸಬಹುದು, ಅಥವಾ ನೀವು ಅದನ್ನು ತೆರೆದ ಗಾಳಿಯಲ್ಲಿ ಬಿಡಬಹುದು. ಸಾಮಾನ್ಯವಾಗಿ, ಈ ಪ್ರಕ್ರಿಯೆಯು ರಿಪೇರಿಯಂತೆ ತುಂಬಾ ಸರಳವಾಗಿದೆ, ಆದಾಗ್ಯೂ, ಇದಕ್ಕೆ ನಿಖರತೆ, ಸಂಪೂರ್ಣತೆ ಮತ್ತು ಸುರಕ್ಷತಾ ನಿಯಮಗಳ ಅನುಸರಣೆ ಅಗತ್ಯವಿರುತ್ತದೆ. ತಾಮ್ರದ ಕೊಳವೆಗಳು ಕಲಾತ್ಮಕವಾಗಿ ಹಿತಕರವಾಗಿರುತ್ತದೆ, ಆದರೆ ಕೆಲವೊಮ್ಮೆ ಬಳಕೆದಾರರು ಅಂತಹ ಉತ್ಪನ್ನಗಳನ್ನು ಚಿತ್ರಿಸುತ್ತಾರೆ, ಇದರಿಂದಾಗಿ ಪೈಪಿಂಗ್ ಒಳಾಂಗಣದ ಒಟ್ಟಾರೆ ಪರಿಕಲ್ಪನೆಗೆ ಹೊಂದಿಕೆಯಾಗುತ್ತದೆ.

ಇದಕ್ಕಾಗಿ ಬಳಸುವ ಬಣ್ಣವು ಈ ಕೆಳಗಿನ ಷರತ್ತುಗಳನ್ನು ಪೂರೈಸುವುದು ಬಹಳ ಮುಖ್ಯ:
- ಹೆಚ್ಚಿನ ತಾಪಮಾನದ ಪ್ರಭಾವದ ಅಡಿಯಲ್ಲಿ ಲೇಪನವು ಬಣ್ಣವನ್ನು ಬದಲಾಯಿಸಬಾರದು;
- ಬಣ್ಣವು ಯಾವುದೇ ರೀತಿಯ ಬಾಹ್ಯ ಪ್ರಭಾವಗಳ ವಿರುದ್ಧ ವಿಶ್ವಾಸಾರ್ಹವಾಗಿ ರಕ್ಷಿಸಬೇಕು;
- ಕನಿಷ್ಠ ಸಿಪ್ಪೆಸುಲಿಯುವುದನ್ನು ಸಹ ಸ್ವೀಕಾರಾರ್ಹವಲ್ಲ.

ಬಣ್ಣವನ್ನು ಅನ್ವಯಿಸುವ ಮೊದಲು ಪೈಪ್ಗಳನ್ನು ಪ್ರೈಮರ್ನೊಂದಿಗೆ ಲೇಪಿಸಲು ಸಲಹೆ ನೀಡಲಾಗುತ್ತದೆ, ತಜ್ಞರು ಸೀಸ-ಕೆಂಪು ಸೀಸದ ಸಂಯೋಜನೆಯನ್ನು ಬಳಸಲು ಶಿಫಾರಸು ಮಾಡುತ್ತಾರೆ. ಬಣ್ಣವು ತಾಮ್ರಕ್ಕೆ ಹೀರಿಕೊಳ್ಳುವುದಿಲ್ಲ ಎಂಬುದನ್ನು ನೆನಪಿನಲ್ಲಿಡಿ, ಆದ್ದರಿಂದ ನೀವು ಅದನ್ನು ಬ್ರಷ್ನಿಂದ ಬಹಳ ಎಚ್ಚರಿಕೆಯಿಂದ ಹರಡಬೇಕು. ಮತ್ತು ಈ ಸಂದರ್ಭದಲ್ಲಿ ಸಹ, 2-3 ಪದರಗಳ ನಂತರ ಮಾತ್ರ ಹೆಚ್ಚು ಅಥವಾ ಕಡಿಮೆ ವ್ಯಾಪ್ತಿಯನ್ನು ಸಾಧಿಸಬಹುದು. ಆದಾಗ್ಯೂ, ನೀವು ಸ್ಪ್ರೇ ಕ್ಯಾನ್ನಿಂದ ಬಣ್ಣವನ್ನು ಸಹ ಬಳಸಬಹುದು, ಅದು ಹೆಚ್ಚು ಸಮವಾಗಿ ಇಡುತ್ತದೆ.








ನಿಮ್ಮ ಸ್ವಂತ ಕೈಗಳಿಂದ ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಹೇಗೆ ಸಂಪರ್ಕಿಸುವುದು, ಕೆಳಗಿನ ವೀಡಿಯೊವನ್ನು ನೋಡಿ.
ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವುದು ಹೇಗೆ, ಹಂತ ಹಂತದ ಸೂಚನೆಗಳು
ಹಂತ-ಹಂತದ ಕೆಲಸವು ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಸಂಪರ್ಕಗಳನ್ನು ಪಡೆಯಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ. ಪ್ರಕ್ರಿಯೆಯನ್ನು ನಿರ್ವಹಿಸುವಾಗ, ನೀವು ಹೊರದಬ್ಬುವುದು ಅಗತ್ಯವಿಲ್ಲ, ನೀವು ಎಲ್ಲಾ ನಿಯಮಗಳು ಮತ್ತು ಶಿಫಾರಸುಗಳನ್ನು ಅನುಸರಿಸಬೇಕು.
ಸಂಪರ್ಕ ತಯಾರಿ
ಮೊದಲ ಹಂತದಲ್ಲಿ, ಅಗತ್ಯವಿರುವ ಆಯಾಮಗಳ ಅಗತ್ಯ ಭಾಗಗಳನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಕತ್ತರಿಸಲು, ಪೈಪ್ ಕಟ್ಟರ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಪೈಪ್ಲೈನ್ಗೆ ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಲಂಬವಾಗಿರಬೇಕು. ಮೊದಲನೆಯದಾಗಿ, ಬ್ಲೇಡ್ ಮತ್ತು ಬೆಂಬಲ ರೋಲರುಗಳ ನಡುವಿನ ಟೂಲ್ ಬ್ರಾಕೆಟ್ನಲ್ಲಿ ಪೈಪ್ ಅನ್ನು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡಲಾಗಿದೆ.
 ಕಟ್ಟರ್ ಕತ್ತರಿಸಬೇಕಾದ ವಿಭಾಗದ ಸುತ್ತಲೂ ಒಂದು ಅಥವಾ ಎರಡು ಬಾರಿ ತಿರುಗುತ್ತದೆ.
ಕಟ್ಟರ್ ಕತ್ತರಿಸಬೇಕಾದ ವಿಭಾಗದ ಸುತ್ತಲೂ ಒಂದು ಅಥವಾ ಎರಡು ಬಾರಿ ತಿರುಗುತ್ತದೆ.
ನಂತರ ಸ್ಕ್ರೂ ಕಾರ್ಯವಿಧಾನವನ್ನು ಬಿಗಿಗೊಳಿಸಲಾಗುತ್ತದೆ. ಅದರ ನಂತರ, ಕತ್ತರಿಸುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಪುನರಾವರ್ತಿಸಲಾಗುತ್ತದೆ. ಪೈಪ್ನ ಅಂತಿಮ ಕತ್ತರಿಸುವುದು ಸಂಭವಿಸುವವರೆಗೆ ಇಂತಹ ಕ್ರಮಗಳನ್ನು ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ.
ಅಗತ್ಯವಿರುವ ಗಾತ್ರದ ಭಾಗಗಳನ್ನು ತಯಾರಿಸಲು, ನೀವು ಲೋಹದ ಬ್ಲೇಡ್ನೊಂದಿಗೆ ಹ್ಯಾಕ್ಸಾವನ್ನು ಸಹ ಬಳಸಬಹುದು. ಆದಾಗ್ಯೂ, ಅಂತಹ ಸಾಧನದೊಂದಿಗೆ ಸಮ ಕಟ್ ಮಾಡಲು ಯಾವಾಗಲೂ ಸಾಧ್ಯವಿಲ್ಲ. ಇದಲ್ಲದೆ, ಹ್ಯಾಕ್ಸಾವನ್ನು ಬಳಸುವಾಗ, ಬಹಳಷ್ಟು ಲೋಹದ ಫೈಲಿಂಗ್ಗಳು ರೂಪುಗೊಳ್ಳುತ್ತವೆ.
ಆದ್ದರಿಂದ, ಅವರು ವ್ಯವಸ್ಥೆಗೆ ಬರದಂತೆ ನೀವು ಹೆಚ್ಚಿನ ಗಮನವನ್ನು ನೀಡಬೇಕು.ಎಲ್ಲಾ ನಂತರ, ಮರದ ಪುಡಿ ದುಬಾರಿ ಉಪಕರಣಗಳಿಗೆ ಅಥವಾ ಎಂಜಿನಿಯರಿಂಗ್ ಸಂವಹನದಲ್ಲಿ ದಟ್ಟಣೆಗೆ ಹಾನಿಯನ್ನುಂಟುಮಾಡುತ್ತದೆ.
 ಪೈಪ್ ಕಟ್ಟರ್ ನಿಮಗೆ ನೇರ ಕಟ್ ಪಡೆಯಲು ಅನುಮತಿಸುತ್ತದೆ. ನಂತರ ಪೈಪ್ನ ತುದಿಯಿಂದ ಬರ್ರ್ಸ್ ಅನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ.
ಪೈಪ್ ಕಟ್ಟರ್ ನಿಮಗೆ ನೇರ ಕಟ್ ಪಡೆಯಲು ಅನುಮತಿಸುತ್ತದೆ. ನಂತರ ಪೈಪ್ನ ತುದಿಯಿಂದ ಬರ್ರ್ಸ್ ಅನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ. ಉತ್ಪನ್ನದ ಆಂತರಿಕ ಮೇಲ್ಮೈಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಡಿಗ್ರೀಸ್ ಮಾಡಲಾಗುತ್ತದೆ. ಅದೇ ಕ್ರಮಗಳನ್ನು ಎರಡನೇ ವಿಭಾಗದೊಂದಿಗೆ ನಡೆಸಲಾಗುತ್ತದೆ.
ಉತ್ಪನ್ನದ ಆಂತರಿಕ ಮೇಲ್ಮೈಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಡಿಗ್ರೀಸ್ ಮಾಡಲಾಗುತ್ತದೆ. ಅದೇ ಕ್ರಮಗಳನ್ನು ಎರಡನೇ ವಿಭಾಗದೊಂದಿಗೆ ನಡೆಸಲಾಗುತ್ತದೆ.
ಮುಂದಿನ ಹಂತದಲ್ಲಿ, ಪೈಪ್ ಎಕ್ಸ್ಪಾಂಡರ್ ಅಥವಾ ರೋಲಿಂಗ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಒಂದು ಭಾಗದ ವ್ಯಾಸವನ್ನು ಹೆಚ್ಚಿಸಲು ಇದು ನಿಮ್ಮನ್ನು ಅನುಮತಿಸುತ್ತದೆ ಇದರಿಂದ ಭಾಗಗಳನ್ನು ಸಂಪರ್ಕಿಸಬಹುದು. ಅವುಗಳ ನಡುವಿನ ಅಂತರವು 0.02-0.4 ಮಿಮೀ ಆಗಿರಬೇಕು. ಸಣ್ಣ ಮೌಲ್ಯಗಳಲ್ಲಿ, ಬೆಸುಗೆ ಅದರೊಳಗೆ ಹರಿಯಲು ಸಾಧ್ಯವಾಗುವುದಿಲ್ಲ, ಮತ್ತು ದೊಡ್ಡ ಗಾತ್ರಗಳಲ್ಲಿ, ಯಾವುದೇ ಕ್ಯಾಪಿಲ್ಲರಿ ಪರಿಣಾಮವಿರುವುದಿಲ್ಲ.
ಫ್ಲಕ್ಸ್ ಅಪ್ಲಿಕೇಶನ್
ಸಂಪರ್ಕಿತ ವಿಭಾಗದಲ್ಲಿ ಸೇರಿಸಲಾದ ಉತ್ಪನ್ನದ ಹೊರ ಮೇಲ್ಮೈಯಲ್ಲಿ ಕನಿಷ್ಠ ಪ್ರಮಾಣದಲ್ಲಿ ಸಮ ಪದರದಲ್ಲಿ ಫ್ಲಕ್ಸ್ ಅನ್ನು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ.
 ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಬ್ರಷ್ನಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ. ಇದನ್ನು ಕಾರಕ ಕಿಟ್ನಲ್ಲಿ ಸೇರಿಸಬಹುದು.
ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಬ್ರಷ್ನಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ. ಇದನ್ನು ಕಾರಕ ಕಿಟ್ನಲ್ಲಿ ಸೇರಿಸಬಹುದು.
ಅದರ ಅನುಪಸ್ಥಿತಿಯಲ್ಲಿ, ಬಣ್ಣದ ಕುಂಚವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಫೈಬರ್ಗಳನ್ನು ಬಿಡದ ಉಪಕರಣವನ್ನು ಬಳಸುವುದು ಅವಶ್ಯಕ.
ಬೆಸುಗೆ ಹಾಕುವುದು
ಪೈಪ್ಲೈನ್ ಭಾಗಗಳ ಸಂಪರ್ಕದೊಂದಿಗೆ ಪ್ರಕ್ರಿಯೆಯು ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ಫ್ಲಕ್ಸ್ ಅನ್ನು ಬಳಸಿದ ನಂತರ ಇದನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ.
 ತೇವಗೊಳಿಸಲಾದ ಮೇಲ್ಮೈಯಲ್ಲಿ ಯಾವುದೇ ವಿದೇಶಿ ವಸ್ತು ಇರಬಾರದು.
ತೇವಗೊಳಿಸಲಾದ ಮೇಲ್ಮೈಯಲ್ಲಿ ಯಾವುದೇ ವಿದೇಶಿ ವಸ್ತು ಇರಬಾರದು.
ಪೈಪ್ ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಸಂಪರ್ಕಿಸಿದಾಗ, ಪೈಪ್ಲೈನ್ ವಿಭಾಗದಲ್ಲಿ ಸಂಪೂರ್ಣವಾಗಿ ಹಾಕುವವರೆಗೆ ಕೊನೆಯ ಅಂಶವು ತಿರುಗುತ್ತದೆ. ಈ ಕ್ರಿಯೆಯು ಫ್ಲಕ್ಸ್ ಅನ್ನು ಸೇರಲು ಪ್ರದೇಶದಾದ್ಯಂತ ವಿತರಿಸಲು ಸಹ ಅನುಮತಿಸುತ್ತದೆ. ಒಂದು ಉಪಭೋಗ್ಯವು ಭಾಗಗಳ ನಡುವಿನ ಅಂತರದಿಂದ ಹೊರಬಂದರೆ, ಅದನ್ನು ಕರವಸ್ತ್ರ ಅಥವಾ ಬಟ್ಟೆಯಿಂದ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ, ಏಕೆಂದರೆ ಇದು ರಾಸಾಯನಿಕ ಮೂಲದ ಆಕ್ರಮಣಕಾರಿ ಸಂಯೋಜನೆಯಾಗಿದೆ.
ಕಡಿಮೆ-ತಾಪಮಾನದ ಬೆಸುಗೆ ಹಾಕುವ ಪ್ರಕ್ರಿಯೆಯು ಬರ್ನರ್ ಆನ್ ಆಗುವುದರೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ಅದರ ಜ್ವಾಲೆಯು ಸೇರ್ಪಡೆಗೊಳ್ಳುವ ಸ್ಥಳಕ್ಕೆ ನಿರ್ದೇಶಿಸಲ್ಪಡುತ್ತದೆ ಮತ್ತು ಅದರ ಏಕರೂಪದ ತಾಪನಕ್ಕಾಗಿ ನಿರಂತರವಾಗಿ ಜಂಟಿಯಾಗಿ ಚಲಿಸುತ್ತದೆ.ಭಾಗಗಳನ್ನು ಬಿಸಿ ಮಾಡಿದ ನಂತರ, ಅವುಗಳ ನಡುವಿನ ಅಂತರಕ್ಕೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ. ಜಂಕ್ಷನ್ ಅನ್ನು ಸಾಕಷ್ಟು ಬಿಸಿಮಾಡಿದರೆ ಉಪಭೋಗ್ಯವು ಕರಗಲು ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ಈ ಹಂತದಲ್ಲಿ, ಟಾರ್ಚ್ ಅನ್ನು ಜಂಟಿಯಿಂದ ತೆಗೆದುಹಾಕಬೇಕು ಏಕೆಂದರೆ ಉಪಭೋಗ್ಯವು ಅಂತರವನ್ನು ತುಂಬುತ್ತದೆ. ಮೃದುವಾದ ಬೆಸುಗೆಯನ್ನು ವಿಶೇಷವಾಗಿ ಬಿಸಿ ಮಾಡುವ ಅಗತ್ಯವಿಲ್ಲ. ಬಿಸಿಯಾದ ಭಾಗಗಳಿಂದ ಶಾಖದ ಪ್ರಭಾವದ ಅಡಿಯಲ್ಲಿ ಸೇವಿಸುವ ವಸ್ತುಗಳ ಕರಗುವಿಕೆ ಸಂಭವಿಸುತ್ತದೆ.
 ತಾಮ್ರದ ಕೊಳವೆಗಳ ಮೃದುವಾದ ಬೆಸುಗೆ ಹಾಕುವುದು
ತಾಮ್ರದ ಕೊಳವೆಗಳ ಮೃದುವಾದ ಬೆಸುಗೆ ಹಾಕುವುದು
ಪೈಪ್ಲೈನ್ ಅಂಶಗಳ ಸಂಪರ್ಕಗಳನ್ನು ತಾಮ್ರದ ತಾಪನದ ನಿರಂತರ ನಿಯಂತ್ರಣದೊಂದಿಗೆ ಮಾಡಲಾಗುತ್ತದೆ. ಲೋಹವನ್ನು ಹೆಚ್ಚು ಬಿಸಿ ಮಾಡಬಾರದು! ಈ ನಿಯಮವನ್ನು ಅನುಸರಿಸದಿದ್ದರೆ, ಫ್ಲಕ್ಸ್ ನಾಶವಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, ಆಕ್ಸೈಡ್ಗಳನ್ನು ಭಾಗಗಳಿಂದ ತೆಗೆದುಹಾಕಲಾಗುವುದಿಲ್ಲ. ಪರಿಣಾಮವಾಗಿ, ಸ್ತರಗಳ ಗುಣಮಟ್ಟ ಕಡಿಮೆಯಾಗುತ್ತದೆ.
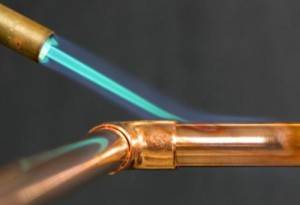
ಹಾರ್ಡ್ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯು ಸೇರಿಕೊಳ್ಳಬೇಕಾದ ಭಾಗಗಳ ಏಕರೂಪದ ಮತ್ತು ಕ್ಷಿಪ್ರ ತಾಪನದೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ಮಧ್ಯಮ ತೀವ್ರತೆಯ ಪ್ರಕಾಶಮಾನವಾದ ನೀಲಿ ಬಣ್ಣದ ಜ್ವಾಲೆಯನ್ನು ಬಳಸಿ ಇದನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ.
ಅಂಶಗಳನ್ನು 750 ° C ತಾಪಮಾನಕ್ಕೆ ಬಿಸಿ ಮಾಡಿದಾಗ ಜಂಟಿಗೆ ಬೆಸುಗೆ ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ. ತಾಮ್ರವು ಗಾಢವಾದ ಚೆರ್ರಿ ಬಣ್ಣವಾದಾಗ ಅದು ಬಯಸಿದ ಮೌಲ್ಯವನ್ನು ತಲುಪುತ್ತದೆ. ಬೆಸುಗೆಯ ಉತ್ತಮ ಕರಗುವಿಕೆಗಾಗಿ, ಅದನ್ನು ಹೆಚ್ಚುವರಿಯಾಗಿ ಟಾರ್ಚ್ನೊಂದಿಗೆ ಬಿಸಿ ಮಾಡಬಹುದು.
ಸೀಮ್ ತಂಪಾಗಿಸಿದ ನಂತರ, ಫ್ಲಕ್ಸ್ ಅವಶೇಷಗಳನ್ನು ತೆಗೆದುಹಾಕಲು ಜಂಟಿ ಬಟ್ಟೆಯಿಂದ ಒರೆಸಲಾಗುತ್ತದೆ. ಇಲ್ಲದಿದ್ದರೆ, ವಸ್ತುವು ತಾಮ್ರದ ನಾಶಕ್ಕೆ ಕಾರಣವಾಗಬಹುದು. ಪೈಪ್ಲೈನ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಬೆಸುಗೆಯ ಒಳಹರಿವು ರೂಪುಗೊಂಡಿದ್ದರೆ, ಅದನ್ನು ಮರಳು ಕಾಗದದಿಂದ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ.
ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳ ವೈವಿಧ್ಯಗಳು
ಈ ಸಮಯದಲ್ಲಿ, ಹಲವಾರು ವಿಧದ ತಾಮ್ರದ ಕೊಳವೆಗಳಿವೆ. ಕೆಳಗೆ ಮುಖ್ಯವಾದವುಗಳು.







ನೇಮಕಾತಿ ಮೂಲಕ
ಕೆಳಗಿನ ಕೊಳವೆಗಳನ್ನು ಅವುಗಳ ಉದ್ದೇಶಿತ ಉದ್ದೇಶಕ್ಕಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ:
- ಪೀಠೋಪಕರಣಗಳಿಗಾಗಿ - ಕ್ರೋಮ್ನಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆ - 25 ಮಿಮೀ;
- ವಾಣಿಜ್ಯ ಉಪಕರಣಗಳಿಗೆ - ಅಂಡಾಕಾರದ ಉತ್ಪನ್ನ - 25 ಮಿಮೀ;
- ಪೀಠೋಪಕರಣ ಬೆಂಬಲಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ - 50 ಮಿಮೀ (ಬಾರ್);
- ಅಡಿಗೆ ಕೋಣೆಗೆ - 50 ಮತ್ತು 26 ಮಿಮೀ (ರೇಲಿಂಗ್ ಮತ್ತು ಬಾರ್).
ಪೀಠೋಪಕರಣಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ, ಪೀಠೋಪಕರಣ ಕ್ರೋಮ್-ಲೇಪಿತ ಪೈಪ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಇದನ್ನು ಮುಖ್ಯ ಪೀಠೋಪಕರಣ ರಚನೆಯಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ - ಲೋಹದ ಪಟ್ಟಿಯಂತೆ. ಸುತ್ತಿನಲ್ಲಿ ಭಿನ್ನವಾಗಿ, ಇದು ಆಯತಾಕಾರದ ಅಡ್ಡ ವಿಭಾಗವನ್ನು ಹೊಂದಿದೆ. ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ಪ್ರೊಫೈಲ್ 40*100, 40*80, 50*50.
ಇದನ್ನು ಸಮತಟ್ಟಾದ ಮೇಲ್ಮೈಯಲ್ಲಿ ಮಾತ್ರ ಸ್ಥಾಪಿಸಲಾಗಿದೆ, ಮತ್ತು ರಿಪೇರಿ ಮತ್ತು ಕಾರ್ ಕಾರ್ಖಾನೆಗಳಲ್ಲಿ ಸಹ ಬಳಸಲಾಗುತ್ತದೆ - ಬಲವಾದ ಚೌಕಟ್ಟನ್ನು ರಚಿಸುವಾಗ.
ಉತ್ಪಾದನಾ ವಿಧಾನದ ಪ್ರಕಾರ
ಉತ್ಪಾದನಾ ವಿಧಾನವನ್ನು ಅವಲಂಬಿಸಿ, ಅಂತಹ ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ:
ಅನಿಯಂತ್ರಿತ ತಾಮ್ರದ ಕೊಳವೆಗಳು. ಇದನ್ನು ಸ್ಟಾಂಪಿಂಗ್ ಬಳಸಿ ಶುದ್ಧ ಲೋಹದಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ.
ಇದು ಹೆಚ್ಚಿನ ಕರ್ಷಕ ಶಕ್ತಿಯನ್ನು ಹೊಂದಿದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಲೋಹವು ಕಡಿಮೆ ಡಕ್ಟೈಲ್ ಆಗುತ್ತದೆ, ಅದರ ನಂತರ ಅಂತಹ ಟ್ಯೂಬ್ನ ಬಳಕೆಗೆ ಕೆಲವು ನಿರ್ಬಂಧಗಳಿವೆ.
ಅನೆಲ್ಡ್ ತಾಮ್ರದ ಕೊಳವೆಗಳು ಪ್ಲಾಸ್ಟಿಕ್ ಆಗಿದ್ದು, ಈ ಗುಣಮಟ್ಟವು ಅನುಸ್ಥಾಪನ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸುಗಮಗೊಳಿಸುತ್ತದೆ
ಅನೆಲ್ಡ್ ತಾಮ್ರದ ಪೈಪ್. ಇದು ವಿಶೇಷ ಸಂಸ್ಕರಣಾ ತಂತ್ರಜ್ಞಾನದ ಮೂಲಕ ಹೋಗುತ್ತದೆ. ಇದನ್ನು 700 ಡಿಗ್ರಿ ಸೆಲ್ಸಿಯಸ್ಗೆ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ನಂತರ ತಣ್ಣಗಾಗುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಪೈಪ್ಲೈನ್ ಅಂಶಗಳು ಕಡಿಮೆ ಬಲವಾಗಿರುತ್ತವೆ, ಆದರೆ ಹೆಚ್ಚು ಹೊಂದಿಕೊಳ್ಳುತ್ತವೆ.
ಜೊತೆಗೆ, ಅವರು ಚೆನ್ನಾಗಿ ವಿಸ್ತರಿಸುತ್ತಾರೆ - ಒಡೆಯುವ ಮೊದಲು, ಅವುಗಳ ಉದ್ದವು 1.5 ಪಟ್ಟು ಹೆಚ್ಚಾಗುತ್ತದೆ.
ಅನೆಲ್ಡ್ ಪೈಪಿಂಗ್ ಉತ್ಪನ್ನಗಳು ಮೃದುವಾಗಿರುತ್ತವೆ, ಆದ್ದರಿಂದ ಅವುಗಳ ಅನುಸ್ಥಾಪನೆಯು ವೇಗವಾಗಿ ಮತ್ತು ಸುಲಭವಾಗಿರುತ್ತದೆ.
ವಿಭಾಗದ ಆಕಾರದಿಂದ
ವಿಭಾಗದ ಆಕಾರದಿಂದ ನಿಯೋಜಿಸಿ:
- ಸುತ್ತಿನ ನೀರಿನ ಕೊಳವೆಗಳು;
- ಆಯತದ ಆಕಾರವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ಲೈನ್ ಅಂಶಗಳು. ವಿದ್ಯುತ್ ಉಪಕರಣಗಳ ಸ್ಟೇಟರ್ ವಿಂಡಿಂಗ್ನಲ್ಲಿ ವಾಹಕಗಳನ್ನು ರಚಿಸಲು ಅವುಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ದ್ರವ ವಿಧಾನದಿಂದ ತಂಪಾಗುತ್ತದೆ.
ತಾಮ್ರದ ಕೊಳವೆಗಳ ಆಯಾಮಗಳನ್ನು ಹೊರಗಿನ ವ್ಯಾಸದಿಂದ ನಿರ್ಧರಿಸಬಹುದು, ಇದು 12-267 ಮಿಮೀ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಯಾವುದೇ ಪೈಪ್ ಗಾತ್ರವು 0.6-3 ಮಿಮೀಗೆ ಸಮಾನವಾದ ನಿರ್ದಿಷ್ಟ ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಹೊಂದಿರುತ್ತದೆ.
ಮನೆಗಳಿಗೆ ಅನಿಲವನ್ನು ನಡೆಸುವಾಗ, 1 ಕ್ಕೆ ಸಮಾನವಾದ ದಪ್ಪವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ ಮಿಮೀ ಕನಿಷ್ಠ.
ಕೊಳಾಯಿಗಳನ್ನು ಸ್ಥಾಪಿಸುವಾಗ, ಅನೇಕ ಸಂದರ್ಭಗಳಲ್ಲಿ ತಾಮ್ರದ ಕೊಳಾಯಿ ಪೈಪ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಅಂತಹ ಗಾತ್ರಗಳನ್ನು ಹೊಂದಿದೆ: 12, 15, 18, 22 ರಿಂದ 1 ಮಿಮೀ, 28, 35, 42 ರಿಂದ 1.5 ಮಿಮೀ ಮತ್ತು 52 ರಿಂದ 2 ಮಿಮೀ.
ಗಡಸುತನದ ಮಟ್ಟಕ್ಕೆ ಅನುಗುಣವಾಗಿ
ಗಡಸುತನದ ಮಟ್ಟಕ್ಕೆ ಅನುಗುಣವಾಗಿ, ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಅವುಗಳೆಂದರೆ:
ಮೃದು. ಪದನಾಮವು M ಅಥವಾ W. ಹೊರಗಿನ ವ್ಯಾಸವು 25% ರಷ್ಟು ವಿಸ್ತರಿಸಿದಾಗ ಅವರು ಬಿರುಕು ಮತ್ತು ಹರಿದು ಹೋಗದೆ ವಿಸ್ತರಣೆಯನ್ನು ತಡೆದುಕೊಳ್ಳಲು ಸಮರ್ಥರಾಗಿದ್ದಾರೆ.
ತಾಪನ ವ್ಯವಸ್ಥೆಯನ್ನು ರಚಿಸುವಾಗ ಅಥವಾ ಗ್ರಾಹಕರ ನೀರಿನ ಪೂರೈಕೆಗಾಗಿ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಹಾಕಿದಾಗ ಅಂತಹ ಪೈಪ್ಲೈನ್ ಉತ್ಪನ್ನಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ಕೊಳಾಯಿ ಮತ್ತು ತಾಪನ ಸಾಧನಗಳಿಗೆ ಪೈಪ್ನ ಕಿರಣದ ವಿತರಣೆಯನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ.
ಹೆಚ್ಚಿನ ಸಂದರ್ಭಗಳಲ್ಲಿ ಮೃದುವಾದ ಪೈಪ್ಲೈನ್ ಅಂಶಗಳನ್ನು ನೀರಿನ ಕೊಳವೆಗಳ ನಿರ್ಮಾಣ ಮತ್ತು ದುರಸ್ತಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ. ಅವರ ಸಂಪರ್ಕವನ್ನು ಸರಳವೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ - ಹೆಚ್ಚುವರಿ ಉಪಕರಣಗಳ ಬಳಕೆಯಿಲ್ಲದೆ ಡಾಕಿಂಗ್ ಅನ್ನು ಮಾಡಬಹುದು.
ತಾಮ್ರದ ಕೊಳವೆಗಳು ಅವುಗಳ ಮೂಲಕ ಸಾಗಿಸುವ ದ್ರವಗಳ ಹೆಚ್ಚಿನ ತಾಪಮಾನವನ್ನು ತಡೆದುಕೊಳ್ಳಬಲ್ಲವು
ಅರೆ-ಘನ. ಅವರು ಈ ಕೆಳಗಿನ ಪದನಾಮಗಳನ್ನು ಹೊಂದಿದ್ದಾರೆ - P ಅಥವಾ NN. ಅಂತಹ ಪೈಪ್ಲೈನ್ ಉತ್ಪನ್ನಗಳು 15% ನಷ್ಟು ವ್ಯಾಸದ ಹೆಚ್ಚಳದೊಂದಿಗೆ ವಿಸ್ತರಣೆಯನ್ನು ತಡೆದುಕೊಳ್ಳಬಲ್ಲವು.
ಅವುಗಳನ್ನು ಸ್ಥಾಪಿಸಿದಾಗ, ಫಿಟ್ಟಿಂಗ್ಗಳ ಬಳಕೆಯಿಲ್ಲದೆ ಟ್ಯೂಬ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ತಾಪನವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಅರೆ-ಘನ ಉತ್ಪನ್ನಗಳಿಗೆ ಬಾಗುವುದು ಅಥವಾ ಬಾಗುವುದು, ತಾಮ್ರದ ಕೊಳವೆಗಳಿಗೆ ಪೈಪ್ ಬೆಂಡರ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಘನ. ಅವುಗಳನ್ನು ಈ ಕೆಳಗಿನ ಅಕ್ಷರಗಳಿಂದ ಗೊತ್ತುಪಡಿಸಲಾಗಿದೆ - ಟಿ ಅಥವಾ ಎಚ್. ಅವುಗಳನ್ನು ಸ್ಥಾಪಿಸಿದಾಗ, ತಾಪನದ ಸಮಯದಲ್ಲಿ ಮಾತ್ರ ವಿತರಣೆಯನ್ನು ಮಾಡಲಾಗುತ್ತದೆ. ಪೈಪ್ ಅನ್ನು ಬಗ್ಗಿಸಲು, ಪೈಪ್ ಬೆಂಡರ್ ಬಳಸಿ.
ಕೊನೆಯ 2 ವಿಧದ ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳನ್ನು ವಿವಿಧ ಹೆದ್ದಾರಿಗಳ ನಿರ್ಮಾಣದಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಅಲ್ಲದೆ, ಅಂತಹ ಭಾಗಗಳನ್ನು ಪೈಪ್ಲೈನ್ನ ನಿರ್ಮಾಣದಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ, ಅದು ಹೆಚ್ಚಿದ ಯಾಂತ್ರಿಕ ಶಕ್ತಿಯನ್ನು ಹೊಂದಿರಬೇಕು.
ಅಂತಹ ಟ್ಯೂಬ್ಗಳ ಸೀಲಿಂಗ್ ಅನ್ನು ಪ್ರಮುಖ ಪ್ರಕ್ರಿಯೆ ಎಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ. ಎಲ್ಲಾ ನಂತರ, ಅವರ undocking ಯಾವುದೇ ಸಮಯದಲ್ಲಿ ಸಂಭವಿಸಬಹುದು - ಉದಾಹರಣೆಗೆ, ಸೀಲಾಂಟ್ ಖಾಲಿಯಾದಾಗ. ಅಂತಹ ಪರಿಸ್ಥಿತಿಯ ಸಂದರ್ಭದಲ್ಲಿ, ಕೀಲುಗಳನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಪುನಃ ಮಾಡುವುದು ಅಗತ್ಯವಾಗಿರುತ್ತದೆ.








ಅಂಕುಡೊಂಕಾದ ವಿಧಗಳು
ತಾಮ್ರದ ಕೊಳವೆಗಳಿಗೆ ತಯಾರಕರು ವಿವಿಧ ರೀತಿಯ ವಿಂಡ್ಗಳನ್ನು ಬಳಸುತ್ತಾರೆ:
- FUM ಟೇಪ್. ಈ ಟೇಪ್ ಅನ್ನು ಎಲ್ಲಾ ವಿಧದ ಥ್ರೆಡ್ ಸಂಪರ್ಕಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ;
- ಕೊಳಾಯಿಗಾಗಿ ಕ್ಯೂರಿಂಗ್ ಸೀಲಾಂಟ್. ಅಂತಹ ವಸ್ತುಗಳನ್ನು ವಿವಿಧ ಉದ್ಯಮಗಳಲ್ಲಿ ಮತ್ತು ದೈನಂದಿನ ಜೀವನದಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ;
- ಕೊಳಾಯಿಗಾಗಿ ಮನೆಯಲ್ಲಿ ತಯಾರಿಸಿದ ಸೀಲಾಂಟ್. 1940 ರ ದಶಕದ ಮನೆಗಳಲ್ಲಿ ಅಳವಡಿಸಲಾದ ಪೈಪ್ಗಳು ಸೋರುವುದಿಲ್ಲ.
ಅಲ್ಲದೆ, ತಾಮ್ರದ ಕೊಳವೆಗಳಿಂದ ತಾಪನ ಮಾಡಲು ಅಗತ್ಯವಿದ್ದರೆ ಈ ವಿಧಾನವನ್ನು ಅನ್ವಯಿಸಬಹುದು.
ಕೆಂಪು ಸೀಸ ಲಭ್ಯವಿಲ್ಲದಿದ್ದರೆ, ಸಾಮಾನ್ಯ ಪಿಎಫ್ ಬಣ್ಣವನ್ನು ಬಳಸಬೇಕು.
ದ್ರವ-ವಾಹಕ ವ್ಯವಸ್ಥೆಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವಾಗ ಸೀಲಿಂಗ್ ಕಡ್ಡಾಯವಾಗಿದೆ
ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ಯಾವ ಫಿಟ್ಟಿಂಗ್ಗಳಿವೆ?
ತಾಮ್ರದ ಪೈಪ್ಲೈನ್ಗಳು ಸಾಕಷ್ಟು ಸರಳ ಮತ್ತು ಅನುಸ್ಥಾಪಿಸಲು ಸುಲಭವಾಗಿದೆ. ಇದು ಅವರಿಗೆ ಹೆಚ್ಚಿನ ಸಂಖ್ಯೆಯ ರೀತಿಯ ಸಂಪರ್ಕಗಳು ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ಗಳ ಉಪಸ್ಥಿತಿಯಿಂದಾಗಿ, ಇದು ಸಂಕೀರ್ಣ ಸಂರಚನೆಯ ವ್ಯವಸ್ಥೆಗಳನ್ನು ನಿರ್ವಹಿಸಲು ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ. ಅನುಸ್ಥಾಪನಾ ಕಾರ್ಯವನ್ನು ನಿರ್ವಹಿಸುವಾಗ, ಬೃಹತ್ ವಿಶೇಷ ಉಪಕರಣಗಳ ಅಗತ್ಯವಿಲ್ಲ. ತಾಮ್ರದ ಪೈಪ್ಲೈನ್ಗಳಲ್ಲಿನ ಸಂಪರ್ಕಗಳನ್ನು ಅತ್ಯಂತ ವಿಶ್ವಾಸಾರ್ಹ ಅಂಶಗಳೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ. ಬಳಸಿದ ಸಂಪರ್ಕ ವಿಧಾನವನ್ನು ಅವಲಂಬಿಸಿ, ಹಲವಾರು ರೀತಿಯ ಫಿಟ್ಟಿಂಗ್ಗಳಿವೆ.
ಆಯ್ಕೆ # 1 - ಸಂಕೋಚನ ಅಂಶಗಳು
ಭಾಗಗಳು ವಿಶೇಷ ಕಂಪ್ರೆಷನ್ ರಿಂಗ್ ಅನ್ನು ಹೊಂದಿದ್ದು, ಇದು ಸಂಪರ್ಕದ ಬಿಗಿತವನ್ನು ಖಾತ್ರಿಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಪೈಪ್ಗೆ ಅಳವಡಿಸುವಿಕೆಯನ್ನು ಭದ್ರಪಡಿಸುತ್ತದೆ. ಯೂನಿಯನ್ ಅಡಿಕೆ ಮತ್ತು ವ್ರೆಂಚ್ ಬಳಸಿ ಅಂಶವನ್ನು ಕೈಯಿಂದ ಬಿಗಿಗೊಳಿಸಲಾಗುತ್ತದೆ. ಸಂಕೋಚನ ಭಾಗಗಳ ಮುಖ್ಯ ಪ್ರಯೋಜನವೆಂದರೆ ಅನುಸ್ಥಾಪನೆಯ ಸುಲಭ.ವಿಶೇಷ ಉಪಕರಣಗಳು ಅಥವಾ ತಾಪನ ಅಗತ್ಯವಿಲ್ಲ. ಈ ವಿಧಾನದಿಂದ, ನೀವು ಹೆಚ್ಚು ಪ್ರವೇಶಿಸಲಾಗದ ಸ್ಥಳಗಳಲ್ಲಿ ಪೈಪ್ಲೈನ್ ಅನ್ನು ಆರೋಹಿಸಬಹುದು. ಅನುಸ್ಥಾಪನಾ ಕಾರ್ಮಿಕ ವೆಚ್ಚಗಳು ಕಡಿಮೆ, ಮತ್ತು ಪರಿಣಾಮವಾಗಿ ವ್ಯವಸ್ಥೆಯು ಸಾಕಷ್ಟು ಬಾಳಿಕೆ ಬರುವ ಮತ್ತು ಬಿಗಿಯಾಗಿರುತ್ತದೆ. ಸಂಕೋಚನ ಫಿಟ್ಟಿಂಗ್ಗಳು ಸಹ ಅನಾನುಕೂಲಗಳನ್ನು ಹೊಂದಿವೆ. ಹೆಚ್ಚಿನ ಒತ್ತಡಕ್ಕಾಗಿ ಅವುಗಳನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿಲ್ಲ, ಅವುಗಳನ್ನು ನಿಯತಕಾಲಿಕವಾಗಿ ಪರಿಶೀಲಿಸಬೇಕು ಮತ್ತು ಬಿಗಿಗೊಳಿಸಬೇಕು. ಅಂತಹ ವಿವರಗಳನ್ನು ಕಾಂಕ್ರೀಟ್ ಮಾಡುವುದು ಅಸಾಧ್ಯ.
ಸೈದ್ಧಾಂತಿಕವಾಗಿ, ಸಂಕೋಚನ ಅಂಶಗಳು ಬಾಗಿಕೊಳ್ಳಬಹುದಾದ ಸಂಪರ್ಕವನ್ನು ಒದಗಿಸುತ್ತವೆ. ಆದಾಗ್ಯೂ, ಮೊದಲ ಡಿಸ್ಅಸೆಂಬಲ್ ಮತ್ತು ಜೋಡಣೆಯ ನಂತರ, ಅಸೆಂಬ್ಲಿಯ ವಿಶ್ವಾಸಾರ್ಹತೆಯು ತೀವ್ರವಾಗಿ ಕಡಿಮೆಯಾಗುತ್ತದೆ ಮತ್ತು ಅದನ್ನು ಬದಲಾಯಿಸಬೇಕಾಗಿದೆ ಎಂದು ಅಭ್ಯಾಸವು ತೋರಿಸುತ್ತದೆ. ಸಂಕೋಚನ ಫಿಟ್ಟಿಂಗ್ಗಳಲ್ಲಿ ಎರಡು ವಿಧಗಳಿವೆ. ಅವುಗಳನ್ನು ಎ ಮತ್ತು ಬಿ ಅಕ್ಷರಗಳಿಂದ ಗುರುತಿಸಲಾಗಿದೆ.
- ಅರೆ-ಘನ ಶ್ರೇಣಿಗಳ ತಾಮ್ರದಿಂದ ಮಾಡಿದ ಮೇಲ್ಮೈ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ಭಾಗಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
- ಅರೆ-ಗಟ್ಟಿಯಾದ ಮತ್ತು ಮೃದುವಾದ ಲೋಹದಿಂದ ಮಾಡಿದ ಪೈಪ್ಗಳಿಂದ ನೆಲದ ಮತ್ತು ಭೂಗತ ಸಂವಹನಗಳನ್ನು ಜೋಡಿಸಲು ಭಾಗಗಳು ಬಿ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಒಂದೇ ರೀತಿಯ ಯೋಜನೆಯ ಪ್ರಕಾರ ಎರಡೂ ವಿಧಗಳ ಭಾಗಗಳ ಅನುಸ್ಥಾಪನೆಯನ್ನು ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ.
ರೇಖಾಚಿತ್ರವು ಕಂಪ್ರೆಷನ್ ಫಿಟ್ಟಿಂಗ್ ಸಾಧನವನ್ನು ತೋರಿಸುತ್ತದೆ. ಇದು ಅನುಸ್ಥಾಪಿಸಲು ಸುಲಭ, ಆದರೆ ನಿಯಮಿತ ಮೇಲ್ವಿಚಾರಣೆ ಅಗತ್ಯವಿರುವ ದುರ್ಬಲ ಸಂಪರ್ಕವನ್ನು ನೀಡುತ್ತದೆ.
ಆಯ್ಕೆ # 2 - ಕ್ಯಾಪಿಲ್ಲರಿ ಫಿಟ್ಟಿಂಗ್ಗಳು
ಬ್ರೇಜ್ಡ್ ತಾಮ್ರದ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಕ್ಯಾಪಿಲ್ಲರಿ ಫಿಟ್ಟಿಂಗ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ. ಅವರು ಪೈಪ್ಗಳನ್ನು ಬೆಸುಗೆಯೊಂದಿಗೆ ಸಂಪರ್ಕಿಸುತ್ತಾರೆ, ಅಂದರೆ ತಾಮ್ರ, ತವರ ಅಥವಾ ಬೆಳ್ಳಿಯ ತಂತಿ, ಭಾಗದ ಆಂತರಿಕ ದಾರದ ಅಡಿಯಲ್ಲಿ ಇದೆ. ಅನುಸ್ಥಾಪನೆಯ ಸಮಯದಲ್ಲಿ, ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಪೈಪ್ನಲ್ಲಿ ಹಾಕಲಾಗುತ್ತದೆ, ಇದು ಫ್ಲಕ್ಸ್ನೊಂದಿಗೆ ಪೂರ್ವ-ಲೇಪಿತವಾಗಿದೆ. ಲೋಹದ ಬೆಸುಗೆ ಕರಗುವವರೆಗೆ ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ ಮತ್ತು ಪೈಪ್ ನಡುವಿನ ಸಣ್ಣ ಅಂತರವನ್ನು ತುಂಬುವವರೆಗೆ ಜಂಟಿ ಪ್ರದೇಶವನ್ನು ಟಾರ್ಚ್ನೊಂದಿಗೆ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ. ಅದರ ನಂತರ, ಭಾಗಗಳನ್ನು ತಣ್ಣಗಾಗಲು ಅನುಮತಿಸಲಾಗುತ್ತದೆ. ಅದರ ನಂತರ, ವಿಶೇಷ ಉಪಕರಣವನ್ನು ಬಳಸಿಕೊಂಡು ಬಾಹ್ಯ ಶುಚಿಗೊಳಿಸುವಿಕೆಯನ್ನು ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ.ಪೈಪ್ ಬಳಕೆಗೆ ಸಿದ್ಧವಾಗಿದೆ.
ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಪ್ರಕ್ರಿಯೆಯು ಬೆಸುಗೆಯ ಬಳಕೆಯನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ, ಅದು ಕರಗಿದಾಗ, ಭಾಗಗಳ ನಡುವಿನ ಅಂತರವನ್ನು ತುಂಬುತ್ತದೆ.
ಈ ಸಂಪರ್ಕ ವಿಧಾನದ ಪ್ರಯೋಜನವನ್ನು ಹೆಚ್ಚಿನ ವಿಶ್ವಾಸಾರ್ಹತೆ ಎಂದು ಪರಿಗಣಿಸಬಹುದು. 150 ° C ನ ಸಿಸ್ಟಮ್ ತಾಪಮಾನದಲ್ಲಿ ಜೋಡಣೆಯ ಗರಿಷ್ಠ ಕಾರ್ಯಾಚರಣಾ ಒತ್ತಡವು 40 ಬಾರ್ ಆಗಿದೆ. ಕ್ಯಾಪಿಲ್ಲರಿ ವಿಧಾನವು ತುಂಬಾ ಸಮ ಮತ್ತು ಅಚ್ಚುಕಟ್ಟಾಗಿ ಸೀಮ್ ಅನ್ನು ನೀಡುತ್ತದೆ, ಕೆಲಸದ ಸಮಯದಲ್ಲಿ ಕನಿಷ್ಠ ಪ್ರಮಾಣದ ಬೆಸುಗೆಯನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಅನುಸ್ಥಾಪನಾ ಕೆಲಸದ ವೆಚ್ಚವು ಸಾಕಷ್ಟು ಪ್ರಜಾಪ್ರಭುತ್ವವಾಗಿದೆ. ವಿಧಾನದ ಸಾಪೇಕ್ಷ ಅನಾನುಕೂಲಗಳು ಬರ್ನರ್ನ ಕಡ್ಡಾಯ ಉಪಸ್ಥಿತಿ ಮತ್ತು ಅನುಸ್ಥಾಪನೆಯಲ್ಲಿ ತೊಡಗಿರುವ ವ್ಯಕ್ತಿಗೆ ನಿರ್ದಿಷ್ಟ ಅರ್ಹತೆ ಮತ್ತು ಅನುಭವದ ಅಗತ್ಯವನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ.
ಆಯ್ಕೆ # 3 - ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಒತ್ತಿರಿ
ಭಾಗಗಳ ಕಾರ್ಯಾಚರಣೆಯ ತತ್ವವು ತಾಮ್ರದ ಪ್ಲಾಸ್ಟಿಟಿಯ ಬಳಕೆ ಮತ್ತು ಯಾಂತ್ರಿಕ ಒತ್ತಡದಲ್ಲಿ ರಚಿಸಲಾದ ವಿರೂಪಗಳಿಗೆ ಅದರ ಒಳಗಾಗುವಿಕೆಯನ್ನು ಆಧರಿಸಿದೆ. ಅಂತಹ ಸಂಪರ್ಕವನ್ನು ಪಡೆಯಲು, ಪ್ರೆಸ್ ಫಿಟ್ಟಿಂಗ್ಗೆ ಹಿಂದೆ ಸೇರಿಸಲಾದ ಪೈಪ್ ಅನ್ನು ಪ್ರೆಸ್ ಇಕ್ಕುಳಗಳೊಂದಿಗೆ ಒತ್ತಲಾಗುತ್ತದೆ. ಕನಿಷ್ಠ ಕ್ರಿಂಪಿಂಗ್ ಬಲ 32 kN. ಒಂದು ತುಂಡು ಬಲವಾದ ಸಂಪರ್ಕವನ್ನು ರಚಿಸಲು ಇದು ನಿಮ್ಮನ್ನು ಅನುಮತಿಸುತ್ತದೆ. ಪ್ರೆಸ್ ಫಿಟ್ಟಿಂಗ್ನ ಬಾಹ್ಯರೇಖೆಯ ಉದ್ದಕ್ಕೂ ಸೀಲಿಂಗ್ ರಿಂಗ್ ಅನ್ನು ಹಾಕಲಾಗುತ್ತದೆ, ಇದು ಸಂಪರ್ಕದ ಬಿಗಿತವನ್ನು ಖಾತ್ರಿಗೊಳಿಸುತ್ತದೆ. ಸಂಪರ್ಕಿಸುವ ಭಾಗವು ತಿರುಗಬಹುದು, ಬಿಗಿತ ಮತ್ತು ಶಕ್ತಿಯು ಇದರಿಂದ ಬಳಲುತ್ತಿಲ್ಲ. ರಚನಾತ್ಮಕವಾಗಿ, ಪತ್ರಿಕಾ ಫಿಟ್ಟಿಂಗ್ಗಳು ವಿರೂಪ ಸಂಕೋಚನದ ಎರಡು ಮತ್ತು ಏಕ ಬಾಹ್ಯರೇಖೆಯೊಂದಿಗೆ ಭಾಗಗಳಲ್ಲಿ ಭಿನ್ನವಾಗಿರುತ್ತವೆ.
ಈ ಅಂಶಗಳ ಮುಖ್ಯ ಪ್ರಯೋಜನವೆಂದರೆ ವಿದ್ಯುತ್ ಹೀಟರ್ ಅಥವಾ ತೆರೆದ ಜ್ವಾಲೆಯ ಬಳಕೆಯಿಲ್ಲದೆ ತ್ವರಿತ ಅನುಸ್ಥಾಪನೆಯ ಸಾಧ್ಯತೆ. ತೆರೆದ ಜ್ವಾಲೆಯೊಂದಿಗೆ ಬರ್ನರ್ಗಳ ಬಳಕೆಯನ್ನು ನಿಷೇಧಿಸಲಾಗಿರುವ ಸೌಲಭ್ಯಗಳಲ್ಲಿ ಅವುಗಳನ್ನು ಸ್ಥಾಪಿಸಲಾಗಿದೆ, ಹಾಗೆಯೇ ವಿವಿಧ ಟ್ಯಾಂಕ್ಗಳು, ಟ್ಯಾಂಕ್ಗಳು ಮತ್ತು ಕಂಟೇನರ್ಗಳ ಒಳಗೆ. ಪರಿಣಾಮವಾಗಿ ಸಂಪರ್ಕವು ಸಂಕೋಚನ ಭಾಗಗಳೊಂದಿಗೆ ಮಾಡಲ್ಪಟ್ಟಿದ್ದಕ್ಕಿಂತ ಬಲವಾಗಿರುತ್ತದೆ.ಅಂಶಗಳ ದುಷ್ಪರಿಣಾಮಗಳು ಬೆಸುಗೆ ಫಿಟ್ಟಿಂಗ್ಗಳಿಗಿಂತ ಹೆಚ್ಚಿನ ವೆಚ್ಚವನ್ನು ಒಳಗೊಂಡಿರುತ್ತವೆ ಮತ್ತು ಅನುಸ್ಥಾಪನೆಯ ಸಮಯದಲ್ಲಿ ವಿಶೇಷ ಉಪಕರಣಗಳನ್ನು ಬಳಸಬೇಕಾಗುತ್ತದೆ - ವಿವಿಧ ಪ್ರೊಫೈಲ್ಗಳು ಮತ್ತು ವ್ಯಾಸಗಳ ಇಕ್ಕುಳಗಳ ಗುಂಪಿನೊಂದಿಗೆ ಹೈಡ್ರಾಲಿಕ್ ಅಥವಾ ವಿದ್ಯುತ್ ಪ್ರೆಸ್ಗಳು.
ಪತ್ರಿಕಾ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಸ್ಥಾಪಿಸಲು ವಿವಿಧ ವ್ಯಾಸಗಳು ಮತ್ತು ಆಕಾರಗಳ ಇಕ್ಕುಳಗಳ ಗುಂಪಿನೊಂದಿಗೆ ನೀವು ವಿದ್ಯುತ್ ಅಥವಾ ಹೈಡ್ರಾಲಿಕ್ ಪ್ರೆಸ್ ಅನ್ನು ಬಳಸಬೇಕಾಗುತ್ತದೆ
ಹೊಂದಿಕೊಳ್ಳುವ ಉತ್ಪನ್ನಗಳ ವಿಧಗಳು
ಲೋಹ ಮತ್ತು ಪ್ಲ್ಯಾಸ್ಟಿಕ್ನಿಂದ ಮಾಡಿದ ಸಂಪರ್ಕಿಸುವ ಅಂಶಗಳನ್ನು ಉಕ್ಕು ಮತ್ತು ಪ್ಲಾಸ್ಟಿಕ್ ಉತ್ಪನ್ನಗಳಂತೆಯೇ ಅದೇ ಮಾರ್ಪಾಡುಗಳಲ್ಲಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ:
- ನೇರ ಸಂಯೋಜಕಗಳು. ಒಂದೇ ವ್ಯಾಸದ ಎರಡು ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಸರಳವಾದ ರೀತಿಯ ಉತ್ಪನ್ನ.
- ಪರಿವರ್ತನೆಯ ಜೋಡಣೆಗಳು. ವಿವಿಧ ವಿಭಾಗದ ಗಾತ್ರದ ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಬಳಸುವ ಉತ್ಪನ್ನಗಳು.
- ಚೌಕಗಳು. ಲಂಬ ಕೋನಗಳಲ್ಲಿ ಎರಡು ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುವ ಫಿಟ್ಟಿಂಗ್ಗಳು.
- ಶಾಖೆಗಳು. ಪೈಪ್ಗಳ ಸಂಬಂಧಿತ ಸ್ಥಾನವನ್ನು 45 ರಿಂದ 120 ° ಗೆ ಬದಲಾಯಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುವ ಉತ್ಪನ್ನಗಳು.
- ದಾಟುತ್ತದೆ. 90 ° ಕೋನದಲ್ಲಿ ನಾಲ್ಕು ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ವಿನ್ಯಾಸಗೊಳಿಸಲಾದ ಕನೆಕ್ಟರ್ಸ್.
- ಟೀಸ್. ಪೈಪ್ನ ಮೂರು ತುಂಡುಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ಫಿಟ್ಟಿಂಗ್ಗಳು, ಅದರಲ್ಲಿ ಒಂದನ್ನು ಇತರ ಎರಡು ಲಂಬವಾಗಿ ಸ್ಥಾಪಿಸಲಾಗಿದೆ.
- ಪ್ಲಗ್ಗಳು. ಪೈಪ್ನ ಅಂತಿಮ ವಿಭಾಗವನ್ನು ಮುಚ್ಚಲು ವಿನ್ಯಾಸಗೊಳಿಸಲಾದ ಉತ್ಪನ್ನಗಳು. ಪೈಪ್ಗೆ ಸ್ಕ್ರೂಯಿಂಗ್ ಮಾಡಲು ಅವರು ಆಂತರಿಕ ಅಥವಾ ಬಾಹ್ಯ ಥ್ರೆಡ್ ಅನ್ನು ಹೊಂದಿದ್ದಾರೆ.
- ಮೊಲೆತೊಟ್ಟುಗಳು. ಫಿಟ್ಟಿಂಗ್ಗಳು, ಎರಡೂ ತುದಿಗಳಲ್ಲಿ ಬಾಹ್ಯ ಎಳೆಗಳನ್ನು ಹೊಂದಿರುವ ಉತ್ಪನ್ನಗಳಾಗಿವೆ, ಅದರ ಸಹಾಯದಿಂದ ಅವರು ಪೈಪ್ಲೈನ್ನ ಇತರ ವಿಭಾಗಗಳಿಗೆ ಸಂಪರ್ಕ ಹೊಂದಿದ್ದಾರೆ.
- ಫುಟೋರ್ಕಿ. ಅಳತೆ ಉಪಕರಣಗಳಿಗೆ ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಬಳಸುವ ಉತ್ಪನ್ನಗಳು. ಅವರು ಒಂದು ತುದಿಯಲ್ಲಿ ಆಂತರಿಕ ದಾರವನ್ನು ಹೊಂದಿದ್ದಾರೆ ಮತ್ತು ಇನ್ನೊಂದು ಬದಿಯಲ್ಲಿ ಬಾಹ್ಯ ದಾರವನ್ನು ಹೊಂದಿದ್ದಾರೆ.
- ಫಿಟ್ಟಿಂಗ್ಗಳು. ಉಪಕರಣಗಳನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಲು ಪೈಪ್ ಅನ್ನು ಸಂಪರ್ಕಿಸಲು ಅನುಮತಿಸುವ ಅಂಶಗಳು (ಬಾಯ್ಲರ್, ಬಾಯ್ಲರ್, ಫಿಲ್ಟರ್, ಶಾಖ ವಿನಿಮಯಕಾರಕ, ಸಂಗ್ರಾಹಕ).
- ಡ್ರೈವ್ಗಳು.ಆಂತರಿಕ ಅಥವಾ ಬಾಹ್ಯ ಥ್ರೆಡ್ ಅನ್ನು ಬಳಸಿಕೊಂಡು ಪೈಪ್ನ ಉದ್ದವನ್ನು ಹೆಚ್ಚಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ.
- ಅಮೆರಿಕನ್ನರು. ಯೂನಿಯನ್ ಅಡಿಕೆಯೊಂದಿಗೆ ಸ್ಪರ್ಸ್ ಅನ್ನು ಹೋಲುವ ಉತ್ಪನ್ನಗಳು. ಅವರು ನೇರ ಮತ್ತು ಕೋನೀಯವಾಗಿರಬಹುದು, ಸಂಪರ್ಕಿತ ಕೊಳವೆಗಳ ಚಲನೆಯ ದಿಕ್ಕನ್ನು ಬದಲಾಯಿಸಲು ನಿಮಗೆ ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ.

ಪಟ್ಟಿ ಮಾಡಲಾದ ಎಲ್ಲಾ ರೀತಿಯ ಫಿಟ್ಟಿಂಗ್ಗಳು ಥ್ರೆಡ್ ಅನ್ನು ಹೊಂದಿವೆ - ಬಾಹ್ಯ, ಆಂತರಿಕ ಅಥವಾ ಸಂಯೋಜಿತ. ಅವುಗಳ ಜೊತೆಗೆ, ಒಂದು ತುಂಡು ಸಂಪರ್ಕಿಸುವ ಅಂಶಗಳು, ಹಾಗೆಯೇ ವೆಲ್ಡಿಂಗ್ ಅಥವಾ ಕ್ಯಾಪಿಲ್ಲರಿ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಸಂಪರ್ಕ ಹೊಂದಿದ ಉತ್ಪನ್ನಗಳು ಸಹ ಇವೆ.
ಮೇಲಿನ ಪಟ್ಟಿಯಿಂದ ಸಂಪರ್ಕಿಸುವ ಅಂಶಗಳು ಪೈಪ್ಲೈನ್ಗಳ ಅನುಸ್ಥಾಪನೆಯಲ್ಲಿ ಬಳಸಲಾಗುವ ಅತ್ಯಂತ ಜನಪ್ರಿಯ ರೀತಿಯ ಫಿಟ್ಟಿಂಗ್ಗಳಾಗಿವೆ. ಹೆಚ್ಚು ಸಂಕೀರ್ಣ ಮತ್ತು ಹೆಚ್ಚು ವಿಶೇಷವಾದ ಎಂಜಿನಿಯರಿಂಗ್ ವ್ಯವಸ್ಥೆಗಳನ್ನು ಸ್ಥಾಪಿಸುವಾಗ, ಇತರ ವಿಶೇಷ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಬಹುದು - ಲಾಕ್ನಟ್ಗಳು, ಬ್ಯಾರೆಲ್ಗಳು, ವಿಸ್ತರಣೆಗಳು ಮತ್ತು ಇತರ ಅಂಶಗಳು.
ಎಲ್ಲಾ ವ್ಯಾಸದ ಆರೋಹಿಸುವಾಗ ಮತ್ತು ಬೆಸುಗೆ ಹಾಕುವ ಕೊಳವೆಗಳ ಸೂಕ್ಷ್ಮ ವ್ಯತ್ಯಾಸಗಳು
ಕೊಳಾಯಿಗಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳು ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ಗಳು ಥ್ರೆಡಿಂಗ್ ಅಥವಾ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಸಂಪರ್ಕ ಹೊಂದಿವೆ, ಮೊದಲ ವಿಧಾನವನ್ನು ಸರಳವಾಗಿ ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ವೃತ್ತಿಪರರಲ್ಲದವರಿಗೆ ಹೆಚ್ಚು ಪ್ರವೇಶಿಸಬಹುದು. ವೈರಿಂಗ್ ರೇಖಾಚಿತ್ರವನ್ನು ರಚಿಸುವುದರೊಂದಿಗೆ ಮತ್ತು ತುಣುಕನ್ನು ಎಣಿಸುವ ಮೂಲಕ ಕೆಲಸ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ; ಅನುಭವದ ಅನುಪಸ್ಥಿತಿಯಲ್ಲಿ, 3-5 ಮೀ ಅಂಚುಗಳನ್ನು ಒದಗಿಸಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ.
7 ಹಂತಗಳಲ್ಲಿ ಹಂತ-ಹಂತದ ಕೆಲಸವನ್ನು ನೀವೇ ಮಾಡಿ
ಥ್ರೆಡ್ ಸಂಪರ್ಕಗಳೊಂದಿಗೆ ಮಾಡು-ಇಟ್-ನೀವೇ ತಾಮ್ರದ ಕೊಳಾಯಿಗಳನ್ನು ಈ ಕೆಳಗಿನ ಅನುಕ್ರಮದಲ್ಲಿ ಜೋಡಿಸಲಾಗಿದೆ:
- ಪೈಪ್ ಕತ್ತರಿಸುವುದು.
- ಕತ್ತರಿಸಿದ ಪ್ರದೇಶದಲ್ಲಿ ಬರ್ರ್ಸ್ನ ಫೈಲ್ ಶುಚಿಗೊಳಿಸುವಿಕೆ, PVC ನಿರೋಧನದೊಂದಿಗೆ ಪೈಪ್ಗಳ ಮೇಲೆ, ನಿರೋಧಕ ಪದರವನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗುತ್ತದೆ.
- ಚೇಂಬರ್ ತೆಗೆಯುವಿಕೆ.
- ಪೈಪ್ನಲ್ಲಿ ಯೂನಿಯನ್ ಅಡಿಕೆ ಮತ್ತು ಫೆರುಲ್ ಅನ್ನು ಹಾಕುವುದು.
- ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಸಿದ್ಧಪಡಿಸುವುದು, ಅಡಿಕೆಯೊಂದಿಗೆ ಅದನ್ನು ಜೋಡಿಸುವುದು ಮತ್ತು ಸಂಪರ್ಕವನ್ನು ಬಿಗಿಗೊಳಿಸುವುದು (ಮೊದಲು ಕೈಯಿಂದ, ನಂತರ ವ್ರೆಂಚ್ನೊಂದಿಗೆ).
- ಪರಿವರ್ತನೆ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಉಕ್ಕಿನ ಕೊಳವೆಗಳ ಸಂಪರ್ಕ (ಅಗತ್ಯವಿದ್ದರೆ), ಥ್ರೆಡ್ ಸಂಪರ್ಕಗಳ ಕಡ್ಡಾಯ ಸೀಲಿಂಗ್.
- ಸೋರಿಕೆ ಪರೀಕ್ಷೆ.
ಕೊಳಾಯಿಗಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳು ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಸರಿಯಾಗಿ ಅಳವಡಿಸಬೇಕು.
ಕೀಲುಗಳ ಸ್ಥಿತಿಯನ್ನು ಪರಿಶೀಲಿಸುವುದು ಮತ್ತು ಸರಿಯಾದ ಅನುಸ್ಥಾಪನೆ
ಪತ್ರಿಕಾ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಿಕೊಂಡು ತಾಮ್ರದ ನೀರಿನ ಪೈಪ್ನ ಜೋಡಣೆಯನ್ನು ಸಾಕಷ್ಟು ವಿಶ್ವಾಸಾರ್ಹವೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ, ಸೀಲಿಂಗ್ನ ಗುಣಮಟ್ಟವು ಟ್ವಿಸ್ಟ್ನ ಬಲವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಈ ಕಾರ್ಯಾಚರಣೆಗಾಗಿ ವಿಶೇಷ ನ್ಯೂಮ್ಯಾಟಿಕ್ ಅಥವಾ ಹೈಡ್ರಾಲಿಕ್ ಇಕ್ಕಳವನ್ನು ಬಳಸಲು ಶಿಫಾರಸು ಮಾಡಲಾಗಿದೆ. ಈ ವಿಧಾನದ ಅನನುಕೂಲವೆಂದರೆ ಕೀಲುಗಳಲ್ಲಿ ನೀರಿನ ಪೈಪ್ನ ಗೋಚರಿಸುವಿಕೆಯ ಕ್ಷೀಣತೆ, ನೋಟವು ನಿರ್ಣಾಯಕ ಪಾತ್ರವನ್ನು ವಹಿಸಿದರೆ, ನಂತರ ವಿಭಾಗಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಸಂಪರ್ಕಿಸಬೇಕು.









ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು ಅತ್ಯಂತ ವಿಶ್ವಾಸಾರ್ಹ ಮಾರ್ಗವೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ. ಕ್ರಿಯೆಗಳ ಅನುಕ್ರಮವು ಪ್ರೆಸ್ ಫಿಟ್ಟಿಂಗ್ಗಳೊಂದಿಗೆ ಜೋಡಣೆಯಂತೆಯೇ ಇರುತ್ತದೆ: ಪೈಪ್ಗಳನ್ನು ಕತ್ತರಿಸಿ ಎಚ್ಚರಿಕೆಯಿಂದ ಬರ್ರ್ಗಳಿಂದ ರಕ್ಷಿಸಲಾಗುತ್ತದೆ
ಆಕ್ಸೈಡ್ ಫಿಲ್ಮ್ (ಒಳಗೆ ಮತ್ತು ಹೊರಗೆ) ಧೂಳು ಮತ್ತು ಅವಶೇಷಗಳಿಂದ ಉತ್ಪನ್ನಗಳನ್ನು ಅಳಿಸಿಹಾಕುವುದು ಮುಖ್ಯವಾಗಿದೆ. ನಂತರ ಪೈಪ್ನ ಹೊರ ಮೇಲ್ಮೈಗೆ ಫ್ಲಕ್ಸ್ ಅನ್ನು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ, ಕಡ್ಡಾಯವಾದ ಅಂತರದೊಂದಿಗೆ ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಸೇರಿಸಲಾಗುತ್ತದೆ, ಜಂಟಿ ಪ್ರದೇಶವನ್ನು ಬರ್ನರ್ ಅಥವಾ ಬ್ಲೋಟೋರ್ಚ್ನೊಂದಿಗೆ ಸಮವಾಗಿ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ, ಎರಡನೆಯ ಆಯ್ಕೆಯನ್ನು ಆರಿಸುವಾಗ, ಅಧಿಕ ತಾಪವನ್ನು ತಪ್ಪಿಸಬೇಕು. ಅಪೇಕ್ಷಿತ ತಾಪಮಾನವನ್ನು ತಲುಪಿದೆಯೇ ಎಂದು ಪರಿಶೀಲಿಸಲು, ಬೆಸುಗೆಯನ್ನು ಲಘುವಾಗಿ ಸ್ಪರ್ಶಿಸಲು ಸಾಕು, ಅದು ಕರಗಿದರೆ, ನಂತರ ಪ್ರದೇಶವು ಈಗಾಗಲೇ ಬೆಚ್ಚಗಾಗುತ್ತದೆ.
ಅದರ ನಂತರ, ಬೆಸುಗೆಯನ್ನು ಎಡ ಅಂತರಕ್ಕೆ ಸೇರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಸೀಮ್ ಅನ್ನು ಮುಚ್ಚಲಾಗುತ್ತದೆ
ಅಪೇಕ್ಷಿತ ತಾಪಮಾನವನ್ನು ತಲುಪಿದೆಯೇ ಎಂದು ಪರಿಶೀಲಿಸಲು, ಬೆಸುಗೆಯನ್ನು ಲಘುವಾಗಿ ಸ್ಪರ್ಶಿಸಲು ಸಾಕು, ಅದು ಕರಗಿದರೆ, ನಂತರ ಪ್ರದೇಶವು ಈಗಾಗಲೇ ಬೆಚ್ಚಗಾಗುತ್ತದೆ. ಅದರ ನಂತರ, ಬೆಸುಗೆಯನ್ನು ಎಡ ಅಂತರಕ್ಕೆ ಸೇರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಸೀಮ್ ಅನ್ನು ಮುಚ್ಚಲಾಗುತ್ತದೆ.
ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯ ಪ್ರಮುಖ ಸೂಕ್ಷ್ಮ ವ್ಯತ್ಯಾಸ: ತಾಪನ ಮತ್ತು ಸಂಪರ್ಕದ ಸಮಯದಲ್ಲಿ, ಭವಿಷ್ಯದ ಪೈಪ್ಲೈನ್ನ ವಿಭಾಗವು ಚಲನರಹಿತವಾಗಿರಬೇಕು.ಬೆಸುಗೆ ಸ್ಫಟಿಕೀಕರಣದ ನಂತರ ಮಾತ್ರ ಯಾವುದೇ ಪ್ರಯತ್ನಗಳು ಮತ್ತು ಚಲನೆಗಳನ್ನು ಅನುಮತಿಸಲಾಗುತ್ತದೆ. ಜೋಡಣೆಯ ಕೊನೆಯಲ್ಲಿ, ವ್ಯವಸ್ಥೆಯನ್ನು ಫ್ಲಕ್ಸ್ ಅವಶೇಷಗಳಿಂದ ತೊಳೆಯಬೇಕು.
ವಿಡಿಯೋ ನೋಡು
ಬಿಸಿಯಾದ ಉತ್ಪನ್ನಗಳು ಬಾಗುವುದು ಸುಲಭ; ವಿಭಾಗವನ್ನು ನಿರ್ವಹಿಸುವಾಗ ಬಯಸಿದ ಆಕಾರವನ್ನು ನೀಡಲು ವಿಶೇಷ ಬುಗ್ಗೆಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಬಾಗಿದ ಅಂಶಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ಸೂಕ್ತವಾದ ಸಾಧನವೆಂದರೆ ವಿಶೇಷ ಪೈಪ್ ಬೆಂಡರ್; ಅದರ ಖರೀದಿಯು ದೊಡ್ಡ ಪ್ರಮಾಣದ ಕೆಲಸಕ್ಕೆ ಸೂಕ್ತವಾಗಿದೆ. ಸಿಸ್ಟಮ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಜೋಡಿಸಲಾದ ವಿಭಾಗಗಳು ಥ್ರೆಡ್ ಮಾಡುವ ಮೂಲಕ ಬಾಗಿದಕ್ಕಿಂತ ಅಚ್ಚುಕಟ್ಟಾಗಿ ಕಾಣುತ್ತವೆ. ಆದರೆ, ಈ ವಿಧಾನದ ಸ್ಪಷ್ಟ ಪ್ರಯೋಜನಗಳು ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹತೆಯ ಹೊರತಾಗಿಯೂ, ತೆರೆದ ಜ್ವಾಲೆಯಿಂದಾಗಿ ಸ್ಫೋಟಕ ಸ್ಥಳಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು ನಡೆಸಲಾಗುವುದಿಲ್ಲ. ಅಗ್ನಿ ಸುರಕ್ಷತಾ ಕ್ರಮಗಳು ಕಡ್ಡಾಯವಾಗಿದೆ. ತಾಮ್ರದ ಕೊಳವೆಗಳು ಮತ್ತು ಕೊಳಾಯಿ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ನಿರ್ಮಾಣದಲ್ಲಿ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.
ವಿಶೇಷಣಗಳು
ನಾನ್-ಫೆರಸ್ ಲೋಹದ ದರ್ಜೆಯು ಈ ವಸ್ತುವಿನಿಂದ ಸುತ್ತಿಕೊಂಡ ಪೈಪ್ನ ತಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳ ಮೇಲೆ ಗಮನಾರ್ಹ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಮೂಲಭೂತವಾಗಿ, ತಾಮ್ರದ ನೀರಿನ ಕೊಳವೆಗಳನ್ನು ಶುದ್ಧ ತಾಮ್ರದಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಸುತ್ತಿಕೊಂಡ ಉತ್ಪನ್ನಗಳ ಉತ್ಪಾದನೆಯಲ್ಲಿ, ಈ ಲೋಹದ ಮಿಶ್ರಲೋಹಗಳನ್ನು ಸಹ ಬಳಸಲಾಗುತ್ತದೆ. ಅವು ಅಲ್ಪ ಪ್ರಮಾಣದಲ್ಲಿ ಮಿಶ್ರಲೋಹ ಘಟಕಗಳನ್ನು ಹೊಂದಿರುತ್ತವೆ.
ತಾಮ್ರದಲ್ಲಿನ ನಿರ್ದಿಷ್ಟ ಕಲ್ಮಶಗಳ ಶೇಕಡಾವಾರು ಕಾರ್ಯಾಚರಣೆಯ ಪರಿಸ್ಥಿತಿಗಳು, ಪೈಪ್ಗಳ ಯಾಂತ್ರಿಕ ಮತ್ತು ತಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ನಾನ್-ಫೆರಸ್ ಲೋಹದ ಸ್ಥಿತಿಸ್ಥಾಪಕತ್ವ ಮತ್ತು ಬಲವು ಸತು, ಸೀಸ, ಕಬ್ಬಿಣ ಮತ್ತು ತವರವನ್ನು ಸೇರಿಸುವುದರೊಂದಿಗೆ ಹೆಚ್ಚಾಗುತ್ತದೆ.
ರಂಜಕದ ಸಹಾಯದಿಂದ ತುಕ್ಕುಗೆ ಮಿಶ್ರಲೋಹದ ಪ್ರತಿರೋಧವು ಹೆಚ್ಚಾಗುತ್ತದೆ. ತಾಮ್ರದ ಯಾಂತ್ರಿಕ ಪ್ರತಿರೋಧವು ಬೆರಿಲಿಯಮ್ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂನಿಂದ ಹೆಚ್ಚಾಗುತ್ತದೆ. ರೋಲ್ಡ್ ಸ್ಟೀಲ್ ತಯಾರಕರು ವಸ್ತುಗಳ ಮೇಲೆ ಅನಗತ್ಯ ಕಲ್ಮಶಗಳ ಪ್ರಭಾವವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಮ್ಯಾಂಗನೀಸ್ ಅನ್ನು ಬಳಸುತ್ತಾರೆ.
ಪೈಪ್ ವರ್ಗೀಕರಣ
ತಾಮ್ರದ ಕೊಳವೆಗಳು ವ್ಯಾಸದಲ್ಲಿ ಬದಲಾಗುತ್ತವೆ.ಸಂವಹನದ ಥ್ರೋಪುಟ್ ವಿಭಾಗದ ಗಾತ್ರವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಪೈಪ್ ವ್ಯಾಸದ ಪ್ರಮಾಣಿತ ಶ್ರೇಣಿಯು 1/4″ ನಿಂದ 2″ ವರೆಗೆ ಇರುತ್ತದೆ. ವಾಸಸ್ಥಳದ ಒಳಗೆ, ಈ ಕೆಳಗಿನ ಗಾತ್ರದ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಮುಖ್ಯವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ:
- 1/2″ - ಶವರ್ ಮತ್ತು ಸ್ನಾನಕ್ಕಾಗಿ;
- 3/8″ - ಅಡಿಗೆ ನಲ್ಲಿ ಮತ್ತು ವಾಶ್ಬಾಸಿನ್ಗಾಗಿ;
- 1/4″ - ಶೌಚಾಲಯ, ಬಿಡೆಟ್ ಮತ್ತು ಐಸ್ ಮೇಕರ್ ಸಂಪರ್ಕಕ್ಕಾಗಿ.
 ಶವರ್ನಲ್ಲಿ ತಾಮ್ರದ ಕೊಳಾಯಿ ಪೈಪ್.
ಶವರ್ನಲ್ಲಿ ತಾಮ್ರದ ಕೊಳಾಯಿ ಪೈಪ್.
ತಯಾರಕರು ಎರಡು ರೀತಿಯ ತಾಮ್ರದ ಪೈಪ್ ಅನ್ನು ಉತ್ಪಾದಿಸುತ್ತಾರೆ:
- ಅನೆಲ್ಡ್ ಉತ್ಪನ್ನಗಳು 550-650 °C ಹೆಚ್ಚಿನ ತಾಪಮಾನದೊಂದಿಗೆ ಸಂಸ್ಕರಿಸಿದ ಮೃದುವಾದ ಉತ್ಪನ್ನಗಳಾಗಿವೆ. ಅನೆಲಿಂಗ್ 60-90 ನಿಮಿಷಗಳವರೆಗೆ ಇರುತ್ತದೆ, ನಂತರ ಬಿಸಿಯಾದ ವರ್ಕ್ಪೀಸ್ಗಳು ಕ್ರಮೇಣ ತಣ್ಣಗಾಗುತ್ತವೆ. ಪ್ರಕ್ರಿಯೆಯು ಹೆಚ್ಚಿನ ಒತ್ತಡ, ಹಠಾತ್ ತಾಪಮಾನ ಬದಲಾವಣೆಗಳು ಮತ್ತು ಆರ್ದ್ರ ವಾತಾವರಣಕ್ಕೆ ನಿರೋಧಕವಾದ ಹೊಂದಿಕೊಳ್ಳುವ ಪೈಪ್ಗಳನ್ನು ಪಡೆಯಲು ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ.
- ಅನಿಯಂತ್ರಿತ ಉತ್ಪನ್ನಗಳು ಹೆಚ್ಚಿನ ಸಾಮರ್ಥ್ಯದ ಆದರೆ ಕಡಿಮೆ ಸ್ಥಿತಿಸ್ಥಾಪಕತ್ವವನ್ನು ಹೊಂದಿರುವ ಕಠಿಣ ಉತ್ಪನ್ನಗಳಾಗಿವೆ.
PVC ಕವಚದೊಂದಿಗೆ ವಿಶೇಷ ನಿರೋಧನದಲ್ಲಿ ಸುತ್ತಿಕೊಂಡ ಉತ್ಪನ್ನಗಳನ್ನು ಖರೀದಿಸಲು ಸಾಧ್ಯವಿದೆ. ಈ ರೀತಿಯ ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈಯಲ್ಲಿ ಘನೀಕರಣವು ರೂಪುಗೊಳ್ಳುವುದಿಲ್ಲ.
ಉತ್ಪಾದಿಸಿದ ತಾಮ್ರದ ಕೊಳವೆಗಳು ಗೋಡೆಯ ದಪ್ಪದಲ್ಲಿಯೂ ಭಿನ್ನವಾಗಿರುತ್ತವೆ. ಸುತ್ತಿಕೊಂಡ ಉತ್ಪನ್ನದ ಬಳಕೆಯ ಪ್ರದೇಶವು ನಿಯತಾಂಕವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ, ಏಕೆಂದರೆ ಈ ಗುಣಲಕ್ಷಣವು ವ್ಯವಸ್ಥೆಯಲ್ಲಿನ ಹೆಚ್ಚಿನ ಕೆಲಸದ ಒತ್ತಡದ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.
"ಕೆ" ಅಕ್ಷರದೊಂದಿಗೆ ದಪ್ಪ-ಗೋಡೆಯ ಉತ್ಪನ್ನಗಳನ್ನು ಇನ್ಪುಟ್ಗಾಗಿ ಮತ್ತು ಅಗ್ನಿಶಾಮಕ ರಕ್ಷಣೆ ಜಾಲಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ. ಆಗಾಗ್ಗೆ ದಪ್ಪ ಗೋಡೆಗಳನ್ನು ಹೊಂದಿರುವ ಉತ್ಪನ್ನಗಳನ್ನು ನೆಲದಲ್ಲಿ ಹಾಕಲಾಗುತ್ತದೆ. ಅಂತಹ ಪೈಪ್ ರೋಲಿಂಗ್ನ ಪ್ರತ್ಯೇಕ ವಿಭಾಗಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಸಂಕೋಚನ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.
"M" ಅಕ್ಷರದೊಂದಿಗೆ ತೆಳುವಾದ ಗೋಡೆಯ ಉತ್ಪನ್ನಗಳನ್ನು ಮನೆಯ ನೆಟ್ವರ್ಕ್ಗಳನ್ನು ರಚಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ, ಆದರೆ ಹೆಚ್ಚಿನ ಸಂಖ್ಯೆಯ ನಿರ್ಬಂಧಗಳನ್ನು ಹೊಂದಿದೆ. ಹೆಚ್ಚಾಗಿ, ಕೊಳಾಯಿ ವ್ಯವಸ್ಥೆಗಳನ್ನು ಸ್ಥಾಪಿಸುವಾಗ, "L" ಎಂದು ಗುರುತಿಸಲಾದ ಪೈಪ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ನಿಯಂತ್ರಕ ಅವಶ್ಯಕತೆಗಳು
ತಣ್ಣನೆಯ ವಿರೂಪವನ್ನು ಒತ್ತುವ ಮೂಲಕ ಮತ್ತು ಬಳಸಿ ಉತ್ಪಾದಿಸುವ ದಪ್ಪ ಗೋಡೆಗಳನ್ನು ಹೊಂದಿರುವ ಉತ್ಪನ್ನಗಳು, GOST 617-2006 ರಲ್ಲಿ ಪ್ರತಿಫಲಿಸುವ ವಿಶೇಷಣಗಳನ್ನು ಅನುಸರಿಸಬೇಕು. ಎಳೆದ ತೆಳುವಾದ ಗೋಡೆಯ ಪೈಪ್ ಅನ್ನು GOST 11383-75 ಗೆ ಅನುಗುಣವಾಗಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ.
ಪ್ರಸಿದ್ಧ ಮತ್ತು ಜವಾಬ್ದಾರಿಯುತ ತಯಾರಕರು ಹೆಚ್ಚಿನ ನಿಖರವಾದ ಉತ್ಪನ್ನಗಳನ್ನು ಉತ್ಪಾದಿಸುತ್ತಾರೆ. ಇದರ ಗುಣಲಕ್ಷಣಗಳು GOST 26877-2008 ಗೆ ಅನುಗುಣವಾಗಿರುತ್ತವೆ. ತಾಮ್ರದ ಕೊಳವೆಗಳ ಉತ್ಪಾದನೆಯ ಸಮಯದಲ್ಲಿ, GOST 859-2001 ರ ಅಗತ್ಯತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಮಿಶ್ರಲೋಹಗಳು ಮತ್ತು ಪ್ರಾಥಮಿಕ ತಾಮ್ರವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ನೀರು ಪೂರೈಕೆಗಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳ ಅಳವಡಿಕೆ
ಕೆಲಸವನ್ನು ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು, ನೀವು ಭವಿಷ್ಯದ ಕೊಳಾಯಿ ರಚನೆಯ ರೇಖಾಚಿತ್ರವನ್ನು ರಚಿಸಬೇಕಾಗಿದೆ ಮತ್ತು ಅದರ ಆಧಾರದ ಮೇಲೆ, ಸುತ್ತಿಕೊಂಡ ಪೈಪ್ನ ತುಣುಕನ್ನು ಮತ್ತು ಸಂಪರ್ಕಿಸುವ ಅಂಶಗಳ ಸಂಖ್ಯೆಯನ್ನು (ಪ್ರೆಸ್ ಕಪ್ಲಿಂಗ್ಗಳು, ಟೀಸ್, ಬಾಗುವಿಕೆಗಳು, ಅಡಾಪ್ಟರ್ಗಳು, ಇತ್ಯಾದಿ) ಲೆಕ್ಕಾಚಾರ ಮಾಡಿ.
ಅಗತ್ಯ ಉಪಕರಣಗಳು ಮತ್ತು ವಸ್ತುಗಳು
ಪೈಪ್ ರೋಲ್ಡ್ ತಾಮ್ರದ ಮಿಶ್ರಲೋಹದ ಅನುಸ್ಥಾಪನೆಯನ್ನು ನಿರ್ವಹಿಸಲು, ನೀವು ಒಳಗೊಂಡಿರುವ ಉಪಕರಣಗಳ ಗುಂಪನ್ನು ಸಿದ್ಧಪಡಿಸಬೇಕು:
- ಲೋಹ ಅಥವಾ ಪೈಪ್ ಕಟ್ಟರ್ಗಾಗಿ ಹ್ಯಾಕ್ಸಾಗಳು.
- ಇಕ್ಕಳ.
- ಹಸ್ತಚಾಲಿತ ಕ್ಯಾಲಿಬ್ರೇಟರ್.
- ವ್ರೆಂಚ್ಗಳು ಅಥವಾ ಗ್ಯಾಸ್ ಬರ್ನರ್ (ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಭಾಗಗಳನ್ನು ಸಂಪರ್ಕಿಸುವಾಗ ಪೈಪ್ ವಿಭಾಗವನ್ನು ಬಿಸಿಮಾಡಲು).
- ಫೈಲ್.
ಪೈಪ್ ವಿಭಾಗಗಳನ್ನು ಸೇರಲು, ಆಯ್ದ ಸಂಪರ್ಕ ವಿಧಾನವನ್ನು ಅವಲಂಬಿಸಿ, ಈ ಕೆಳಗಿನ ವಸ್ತುಗಳು ಬೇಕಾಗುತ್ತವೆ:
- ಫಿಟ್ಟಿಂಗ್.
- FUM - ಡಿಟ್ಯಾಚೇಬಲ್ ಫಿಟ್ಟಿಂಗ್ಗಳ ಸೀಲಿಂಗ್ ಕೀಲುಗಳಿಗೆ ಟೇಪ್.
- ಬೆಸುಗೆ ಮತ್ತು ಫ್ಲಕ್ಸ್ (ಬೆಸುಗೆ ಹಾಕುವ ಉತ್ಪನ್ನಗಳ ಸಂದರ್ಭದಲ್ಲಿ).
ಮುನ್ನೆಚ್ಚರಿಕೆ ಕ್ರಮಗಳು
ಬೆಸುಗೆ ಹಾಕುವ ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳನ್ನು ಹೆಚ್ಚಿನ ತಾಪಮಾನಕ್ಕೆ ಬಿಸಿ ಮಾಡಿದಾಗ ನಡೆಸಲಾಗುತ್ತದೆ, ಆದ್ದರಿಂದ, ಕೆಲಸ ಮಾಡುವಾಗ, ರಕ್ಷಣಾತ್ಮಕ ಬಟ್ಟೆಗಳನ್ನು ಧರಿಸುವುದು ಮತ್ತು ಬೆಂಕಿಯ ಗುರಾಣಿಯನ್ನು ಬಳಸುವುದು ಅವಶ್ಯಕ. ಸಂಪರ್ಕ ವಲಯದಲ್ಲಿ ಸೇರಬೇಕಾದ ಭಾಗಗಳಿಂದ ರಬ್ಬರ್ ಅಥವಾ ಪ್ಲಾಸ್ಟಿಕ್ ಬ್ರೇಡ್ಗಳನ್ನು ತೆಗೆದುಹಾಕುವುದು ಅವಶ್ಯಕ. ಅಳವಡಿಸಬೇಕಾದ ಕವಾಟವನ್ನು ತಿರುಗಿಸದಿರಬೇಕು ಆದ್ದರಿಂದ ಸೀಲಿಂಗ್ ಉಂಗುರಗಳು ಕರಗುವುದಿಲ್ಲ.










ಈಗಾಗಲೇ ಸ್ಥಾಪಿಸಲಾದ ಪೈಪ್ಲೈನ್ ವ್ಯವಸ್ಥೆಯಲ್ಲಿ ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ, ಎಲ್ಲಾ ಸ್ಥಗಿತಗೊಳಿಸುವ ಕವಾಟಗಳನ್ನು ತೆರೆಯಬೇಕು ಇದರಿಂದ ಕೆಲವು ವಿಭಾಗಗಳ ತಾಪನದಿಂದಾಗಿ ಪೈಪ್ಗಳಲ್ಲಿನ ಒತ್ತಡದ ಮಟ್ಟವು ಅನುಮತಿಸುವ ಮೌಲ್ಯಗಳನ್ನು ಮೀರುವುದಿಲ್ಲ.
ಕೆಲಸದ ಪ್ರಗತಿ
ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಪೈಪ್ ವಿಭಾಗಗಳ ಡಾಕಿಂಗ್ ಅನ್ನು ಈ ಕೆಳಗಿನ ಅನುಕ್ರಮದಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ:
- ಅಗತ್ಯವಿರುವ ಗಾತ್ರಕ್ಕೆ ಪೈಪ್ ವಿಭಾಗಗಳನ್ನು ಕತ್ತರಿಸಿ.
- ಪಿವಿಸಿ ನಿರೋಧನದೊಂದಿಗೆ ತಾಮ್ರದ ಕೊಳವೆಗಳಿಂದ ನೀರು ಸರಬರಾಜನ್ನು ಜೋಡಿಸಿದರೆ, ಉತ್ಪನ್ನಗಳ ತುದಿಯಲ್ಲಿ ಈ ಪದರವನ್ನು ತೆಗೆದುಹಾಕಬೇಕು.
- ಕಟ್ ಲೈನ್ ಅನ್ನು ಬರ್ ಫೈಲ್ನೊಂದಿಗೆ ಸ್ವಚ್ಛಗೊಳಿಸಿ.
- ಬೆವೆಲ್ ತೆಗೆದುಹಾಕಿ.
- ತಯಾರಾದ ಭಾಗದಲ್ಲಿ ಪರ್ಯಾಯವಾಗಿ ಯೂನಿಯನ್ ಅಡಿಕೆ ಮತ್ತು ಸಂಕೋಚನ ಉಂಗುರವನ್ನು ಹಾಕಿ.
- ಅಡಿಕೆಗೆ ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಸಂಪರ್ಕಿಸಿ ಮತ್ತು ಥ್ರೆಡ್ಗಳನ್ನು ಮೊದಲು ಕೈಯಿಂದ ಮತ್ತು ನಂತರ ವ್ರೆಂಚ್ನೊಂದಿಗೆ ಬಿಗಿಗೊಳಿಸಿ.
- ತಾಮ್ರದ ಪೈಪ್ನಿಂದ ಉಕ್ಕಿನ ಪೈಪ್ಗೆ ಪರಿವರ್ತನೆಯ ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಸ್ಥಾಪಿಸುವ ಸ್ಥಳಗಳಲ್ಲಿ, FUM - ಟೇಪ್ ಬಳಕೆಯಿಂದ ಕೀಲುಗಳ ಬಿಗಿತವನ್ನು ಖಾತ್ರಿಪಡಿಸಲಾಗುತ್ತದೆ.
ನಿಮ್ಮ ಸ್ವಂತ ಕೈಗಳಿಂದ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸುವಾಗ, ನೀವು ಮೇಲೆ ವಿವರಿಸಿದ ಮುನ್ನೆಚ್ಚರಿಕೆಗಳನ್ನು ಅನುಸರಿಸಬೇಕು ಮತ್ತು ಕೆಲವು ಕೌಶಲ್ಯಗಳನ್ನು ಹೊಂದಿರಬೇಕು. ತಯಾರಿಕೆಯ ಪ್ರಕ್ರಿಯೆ ಮತ್ತು ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯು ಈ ಕೆಳಗಿನ ಹಂತಗಳನ್ನು ಒಳಗೊಂಡಿದೆ:
- ಪೈಪ್ ಕಟ್ಟರ್ ಅಥವಾ ಹ್ಯಾಕ್ಸಾದೊಂದಿಗೆ ಪೈಪ್ಗಳ ಅಗತ್ಯವಿರುವ ಉದ್ದವನ್ನು ಕತ್ತರಿಸುವುದು.
- ಶಾಖ-ನಿರೋಧಕ ಪದರವನ್ನು ತೆಗೆದುಹಾಕುವುದು (ಯಾವುದಾದರೂ ಇದ್ದರೆ) ಮತ್ತು ಅವುಗಳ ತುದಿಗಳಲ್ಲಿ ಪರಿಣಾಮವಾಗಿ ಬರ್ರ್ಸ್.
- ಉತ್ತಮ ಅಪಘರ್ಷಕ ಮರಳು ಕಾಗದದೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕುವ ವಲಯದಲ್ಲಿ ಆಕ್ಸೈಡ್ ಫಿಲ್ಮ್ ಅನ್ನು ತೆಗೆಯುವುದು.
- ಫಿಟ್ಟಿಂಗ್ ಸ್ಯಾಂಡಿಂಗ್.
- ಫ್ಲಕ್ಸ್ನೊಂದಿಗೆ ಭಾಗಗಳ ಹೊರ ಮೇಲ್ಮೈಯ ನಯಗೊಳಿಸುವಿಕೆ.
- ಭಾಗಗಳ ನಡುವೆ 0.4 ಮಿಮೀ ಗಿಂತ ಹೆಚ್ಚಿನ ಅಂತರವು ಉಳಿದಿಲ್ಲದ ರೀತಿಯಲ್ಲಿ ಪೈಪ್ನ ಅಂತ್ಯವನ್ನು ಫಿಟ್ಟಿಂಗ್ಗೆ ಸೇರಿಸುವುದು.
- ಗ್ಯಾಸ್ ಬರ್ನರ್ ಅಂಶಗಳ ಸಂಪರ್ಕ ವಲಯವನ್ನು ಬೆಚ್ಚಗಾಗಿಸುವುದು (ಕೆಳಗೆ ಚಿತ್ರಿಸಲಾಗಿದೆ).
- ತಾಮ್ರದ ಪೈಪ್ನ ಫಿಟ್ಟಿಂಗ್ ಮತ್ತು ಅಂತ್ಯದ ನಡುವಿನ ಅಂತರಕ್ಕೆ ಬೆಸುಗೆ ಸೇರಿಸುವುದು.
- ಬೆಸುಗೆ ಸೀಮ್.
- ಫ್ಲಕ್ಸ್ ಕಣಗಳಿಂದ ಸಿಸ್ಟಮ್ ಅನ್ನು ಫ್ಲಶಿಂಗ್ ಮಾಡುವುದು.
ಬೆಸುಗೆ ಹಾಕುವ ತಾಮ್ರದ ಪೈಪ್ ರೋಲ್ಡ್ ಉತ್ಪನ್ನಗಳ ಪ್ರಕ್ರಿಯೆಯನ್ನು ವೀಡಿಯೊದಲ್ಲಿ ವೀಕ್ಷಿಸಬಹುದು:
ಆರೋಹಿಸುವಾಗ ವೈಶಿಷ್ಟ್ಯಗಳು
ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಆರೋಹಿಸುವುದು ನಿರ್ವಹಣೆ ಅಗತ್ಯವಿಲ್ಲದ ಒಂದು ತುಂಡು ಸಂಪರ್ಕಗಳನ್ನು ರೂಪಿಸುತ್ತದೆ ಮತ್ತು ಕಾರ್ಯಾಚರಣೆಯಲ್ಲಿ ಅತ್ಯಂತ ವಿಶ್ವಾಸಾರ್ಹವೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ. ಆದರೆ ತಾಮ್ರದ ಕೊಳಾಯಿಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಲು, ನೀವು ಈ ರೀತಿಯ ಕೆಲಸ ಮತ್ತು ಸಂಬಂಧಿತ ಜ್ಞಾನದಲ್ಲಿ ಸಾಕಷ್ಟು ಅನುಭವವನ್ನು ಹೊಂದಿರಬೇಕು. ಆರಂಭಿಕರು ಈ ಕೆಳಗಿನ ಶಿಫಾರಸುಗಳನ್ನು ಬಳಸಬಹುದು:
- ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳನ್ನು ಶುಚಿಗೊಳಿಸುವುದು ಅಪಘರ್ಷಕ ಕ್ಲೀನರ್ಗಳು, ಒರಟಾದ ಮರಳು ಕಾಗದ ಅಥವಾ ತಂತಿ ಕುಂಚದಿಂದ ಮಾಡಬಾರದು, ಏಕೆಂದರೆ ಅವರು ತಾಮ್ರವನ್ನು ಸ್ಕ್ರಾಚ್ ಮಾಡುತ್ತಾರೆ. ಮೇಲ್ಮೈಯಲ್ಲಿ ಆಳವಾದ ಗೀರುಗಳು ಬೆಸುಗೆ ಜಂಟಿಗೆ ಅಡ್ಡಿಪಡಿಸುತ್ತವೆ.
- ಫ್ಲಕ್ಸ್ ಹೆಚ್ಚಿನ ರಾಸಾಯನಿಕ ಚಟುವಟಿಕೆಯೊಂದಿಗೆ ಸಾಕಷ್ಟು ಆಕ್ರಮಣಕಾರಿ ವಸ್ತುವಾಗಿದೆ. ಬ್ರಷ್ ಬಳಸಿ ತೆಳುವಾದ ಪದರದಲ್ಲಿ ಅದನ್ನು ಅನ್ವಯಿಸಿ. ಮೇಲ್ಮೈಯಲ್ಲಿ ಮಿತಿಮೀರಿದ ಇದ್ದರೆ, ಭಾಗಗಳನ್ನು ಸೇರುವ ಪ್ರಕ್ರಿಯೆಯ ಕೊನೆಯಲ್ಲಿ, ನಂತರ ಅವುಗಳನ್ನು ತಕ್ಷಣವೇ ತೆಗೆದುಹಾಕಬೇಕು.
- ಲೋಹವು ಕರಗುವುದನ್ನು ತಡೆಯಲು ಸಂಪರ್ಕ ವಲಯವನ್ನು ಸಾಕಷ್ಟು ಬೆಚ್ಚಗಾಗಬೇಕು, ಆದರೆ ಅತಿಯಾಗಿ ಅಲ್ಲ. ಬೆಸುಗೆ ಸ್ವತಃ ಬಿಸಿ ಮಾಡಬಾರದು. ಇದನ್ನು ಭಾಗದ ಬಿಸಿಯಾದ ಮೇಲ್ಮೈಗೆ ಅನ್ವಯಿಸಬೇಕು - ಅದು ಕರಗಲು ಪ್ರಾರಂಭಿಸಿದರೆ, ನೀವು ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು ಪ್ರಾರಂಭಿಸಬಹುದು.
- ಕ್ರೀಸ್ ಮತ್ತು ತಿರುಚುವಿಕೆಯನ್ನು ತಡೆಗಟ್ಟಲು ಪೈಪ್ಗಳನ್ನು ಬಗ್ಗಿಸುವುದು ಅವಶ್ಯಕ.
- ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳ ಅನುಸ್ಥಾಪನೆಯನ್ನು ನೀರಿನ ಹರಿವಿನ ದಿಕ್ಕಿನಲ್ಲಿ ಅಲ್ಯೂಮಿನಿಯಂ ಅಥವಾ ಉಕ್ಕಿನ ವಿಭಾಗಗಳ ಮುಂದೆ ಕೈಗೊಳ್ಳಬೇಕು, ನಂತರದ ತ್ವರಿತ ತುಕ್ಕು ತಡೆಗಟ್ಟಲು.
- ತಾಮ್ರದ ಕೊಳವೆಗಳಿಂದ ಇತರ ಲೋಹಗಳ ವಿಭಾಗಗಳಿಗೆ ಪರಿವರ್ತನೆಗಾಗಿ, ಹಿತ್ತಾಳೆ, ಕಂಚಿನ ಅಥವಾ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ನಿಂದ ಮಾಡಿದ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ.



