
- ಯಾವ ಫಿಟ್ಟಿಂಗ್ಗಳು ಮಾರುಕಟ್ಟೆಯಲ್ಲಿವೆ
- ಕಂಪ್ರೆಷನ್ ಫಿಟ್ಟಿಂಗ್ಗಳು
- ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಒತ್ತಿರಿ
- ಕ್ಯಾಪಿಲ್ಲರಿ
- ನೀರು ಸರಬರಾಜು ಮತ್ತು ತಾಪನ ವ್ಯವಸ್ಥೆಗಳಿಗಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳ ಸ್ಥಾಪನೆಯನ್ನು ನೀವೇ ಮಾಡಿ
- ಫಿಟ್ಟಿಂಗ್ ಎಣಿಕೆ
- ಅಸೆಂಬ್ಲಿ
- ತಾಮ್ರದ ಕೊಳವೆಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವ ಸೂಕ್ಷ್ಮ ವ್ಯತ್ಯಾಸಗಳು
- ಪೈಪ್ ಸಂಸ್ಕರಣೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಅವಶ್ಯಕತೆಗಳು
- ಇತರ ಲೋಹಗಳೊಂದಿಗೆ ತಾಮ್ರದ ಪರಸ್ಪರ ಕ್ರಿಯೆಯ ಮೇಲೆ
- ಅಮಾನ್ಯ ದೋಷಗಳು
- ತಾಮ್ರದಿಂದ ಮಾಡಿದ ಪೈಪ್ಗಳನ್ನು ಸೇರುವ ಆಯ್ಕೆಗಳು
- ವೆಲ್ಡಿಂಗ್ ಜಂಟಿ
- ಫ್ಲೇರಿಂಗ್ ಸಂಪರ್ಕ
- ಸಂಪರ್ಕ ವಿಧಾನವನ್ನು ಒತ್ತಿರಿ
- ಥ್ರೆಡ್ ಪ್ರಕಾರದ ಸಂಪರ್ಕಗಳು
- ಬ್ರೇಕ್ ಪೈಪ್ಗಳ ಉದ್ದೇಶ
- ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ವಿಧಾನಗಳು
- ಗ್ಯಾಸ್ ಟಾರ್ಚ್ನೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕುವ ರಹಸ್ಯಗಳು
- ಸಂಕೋಚನ ಫಿಟ್ಟಿಂಗ್ಗಳೊಂದಿಗೆ ಸಂಪರ್ಕ
ಯಾವ ಫಿಟ್ಟಿಂಗ್ಗಳು ಮಾರುಕಟ್ಟೆಯಲ್ಲಿವೆ
ತಾಮ್ರದ ಕೊಳವೆಗಳ ಡು-ಇಟ್-ನೀವೇ ಅನುಸ್ಥಾಪನೆಯನ್ನು ಸರಳ ಕಾರ್ಯವೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ. ಈ ಪೈಪಿಂಗ್ ಉತ್ಪನ್ನಗಳನ್ನು ಸಂಪರ್ಕಿಸುವಾಗ Viega ಬೆಸುಗೆ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಬೇಕು.
ಪ್ರಸ್ತುತ, 3 ರೀತಿಯ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ:
- ಸಂಕೋಚನ;
- ಪತ್ರಿಕಾ ಫಿಟ್ಟಿಂಗ್ಗಳು;
- ಕ್ಯಾಪಿಲ್ಲರಿ.
ಪತ್ರಿಕಾ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಸ್ಥಾಪಿಸಲು, ನೀವು ವಿವಿಧ ವ್ಯಾಸಗಳು ಮತ್ತು ವಿವಿಧ ಆಕಾರಗಳೊಂದಿಗೆ ಇಕ್ಕಳಗಳ ಗುಂಪನ್ನು ಬಳಸಬೇಕಾಗುತ್ತದೆ.
ಕಂಪ್ರೆಷನ್ ಫಿಟ್ಟಿಂಗ್ಗಳು
ತಾಮ್ರದ ಕೊಳವೆಗಳಿಗೆ ಸಂಕೋಚನ ಫಿಟ್ಟಿಂಗ್ಗಳು ಕ್ರಿಂಪಿಂಗ್ ಮಾಡುವಾಗ ಬಳಸಲಾಗುವ ಉಂಗುರವನ್ನು ಹೊಂದಿರುತ್ತವೆ. ಈ ಭಾಗವು ತಾಮ್ರದ ಕೊಳವೆಗಳ ವಿಶ್ವಾಸಾರ್ಹ ಸೀಲಿಂಗ್ ಅನ್ನು ನಿರ್ವಹಿಸುತ್ತದೆ. ಅಂತಹ ತಾಮ್ರದ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ನಿರ್ದಿಷ್ಟ ವ್ರೆಂಚ್ ಮತ್ತು ಬೀಜಗಳನ್ನು ಬಳಸಿ ಬಿಗಿಗೊಳಿಸಬೇಕು.
ಅಲ್ಲದೆ, ಒತ್ತುವ ತಾಮ್ರದ ಕೊಳವೆಗಳಿಗೆ ಫಿಟ್ಟಿಂಗ್ಗಳು 2 ವಿಧಗಳಾಗಿರಬಹುದು:
- ಕೌಟುಂಬಿಕತೆ A. ಇದನ್ನು ಭೂಮಿ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣದಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಅರೆ-ಘನ ತಾಮ್ರದಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆ;
- ಕೌಟುಂಬಿಕತೆ B. ತಾಮ್ರದ ಕೊಳವೆಗಳಿಗೆ ಇಂತಹ ಕ್ರಿಂಪ್ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ವಿವಿಧ ಸಂವಹನಗಳ ನಿರ್ಮಾಣದಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ - ಭೂಗತ ಮತ್ತು ನೆಲದ ಮೇಲೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಮೃದುವಾದ ಕೊಳವೆಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಪರಿಣಾಮವಾಗಿ, ಕಂಪ್ರೆಷನ್ ಫಿಟ್ಟಿಂಗ್ಗಳ ಅನುಸ್ಥಾಪನೆಯು ಸರಳ ಮತ್ತು ಅನುಕೂಲಕರವಾಗಿದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ನೀವು ತಾಪನವನ್ನು ಬಳಸಬೇಕಾಗಿಲ್ಲ ಮತ್ತು ವಿಶೇಷ ಸಾಧನಗಳನ್ನು ಬಳಸಬೇಕಾಗಿಲ್ಲ.
ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಒತ್ತಿರಿ
ಪ್ರೆಸ್ ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಬಳಸುವಾಗ, ತಾಮ್ರವು ಪೈಪ್ಗಳಿಗೆ ಹೆಚ್ಚಿನ ಡಕ್ಟಿಲಿಟಿ ನೀಡುತ್ತದೆ ಎಂದು ವಾಸ್ತವವಾಗಿ ಅನುಸರಿಸುತ್ತದೆ.
ಪ್ರೆಸ್ ಫಿಟ್ಟಿಂಗ್ಗಳು ವಿರೂಪಕ್ಕೆ ಒಳಗಾಗುತ್ತವೆ, ಇದು ಬಾಹ್ಯ ಪ್ರಭಾವದ ಅಡಿಯಲ್ಲಿ ಪೈಪ್ಲೈನ್ನಲ್ಲಿ ಕಾಣಿಸಿಕೊಳ್ಳಬಹುದು. ಕ್ರಿಂಪಿಂಗ್ ಟ್ಯೂಬ್ಗಳಲ್ಲಿ ಬಳಸಲಾಗುವ ಈ ಉತ್ಪನ್ನಗಳನ್ನು ಅತ್ಯಂತ ವಿಶ್ವಾಸಾರ್ಹವೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ.
ತಾಮ್ರದ ಕೊಳವೆಗಳ ಡಾಕಿಂಗ್ ಅನ್ನು ಈ ರೀತಿಯಲ್ಲಿ ಮಾಡಲಾಗುತ್ತದೆ: ಮೊದಲನೆಯದಾಗಿ, ಅಂತಹ ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳನ್ನು ಪತ್ರಿಕಾ ಅಳವಡಿಸುವೊಳಗೆ ಸೇರಿಸಲಾಗುತ್ತದೆ, ಮತ್ತು ನಂತರ ಅದನ್ನು ವಿಶೇಷ ಪತ್ರಿಕಾ ಇಕ್ಕುಳಗಳೊಂದಿಗೆ ಬಿಗಿಯಾಗಿ ಸುಕ್ಕುಗಟ್ಟಲಾಗುತ್ತದೆ.
ಅಂತಹ ತಂತ್ರಜ್ಞಾನದ ಬಳಕೆಗೆ ಧನ್ಯವಾದಗಳು, ವಿಶ್ವಾಸಾರ್ಹ ಸಂಪರ್ಕವನ್ನು ರಚಿಸಲಾಗಿದೆ.
ಕ್ಯಾಪಿಲ್ಲರಿ
ಕ್ಯಾಪಿಲರಿ ತಾಮ್ರದ ಫಿಟ್ಟಿಂಗ್ಗಳು ಬೆಸುಗೆ ಹಾಕುವ ಕನೆಕ್ಟರ್ಗಳಾಗಿವೆ. ಈ ಭಾಗಗಳಿಂದ ಟ್ಯೂಬ್ಗಳ ಡಾಕಿಂಗ್ ಅನ್ನು ಬೆಸುಗೆ ನಿರ್ಮಾಣದಲ್ಲಿ ಮಾಡಲಾಗುತ್ತದೆ.
ಬೆಸುಗೆಯು ತಾಮ್ರದಿಂದ ಮಾಡಲ್ಪಟ್ಟ ತಂತಿಯಾಗಿದೆ ಮತ್ತು ಕ್ಯಾಪಿಲ್ಲರಿ ಫಿಟ್ಟಿಂಗ್ನ ಎಳೆಗಳ ಅಡಿಯಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ.
ಅಂತಹ ಭಾಗದ ಅನುಸ್ಥಾಪನೆಯನ್ನು ಈ ರೀತಿ ಮಾಡಲಾಗುತ್ತದೆ:
- ಟ್ಯೂಬ್ನಲ್ಲಿ ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಸ್ಥಾಪಿಸಲಾಗಿದೆ, ಇದು ಫ್ಲಕ್ಸ್ನೊಂದಿಗೆ ಪೂರ್ವ-ಲೇಪಿತವಾಗಿದೆ;
- ನಂತರ ಸಂಪರ್ಕಿಸುವ ಅಂಶವನ್ನು ಬರ್ನರ್ನೊಂದಿಗೆ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಪೈಪ್ನ ಎಲ್ಲಾ ಭಾಗಗಳನ್ನು ಚೆನ್ನಾಗಿ ಬೆಚ್ಚಗಾಗಿಸಬೇಕು ಆದ್ದರಿಂದ ಬೆಸುಗೆ ಸಂಪೂರ್ಣವಾಗಿ ಕರಗುತ್ತದೆ ಮತ್ತು ಅಂತಹ ಉತ್ಪನ್ನಗಳ ಎಲ್ಲಾ ಕೀಲುಗಳು ಅದರೊಂದಿಗೆ ತುಂಬಿರುತ್ತವೆ;
- ತಾಮ್ರದ ಉತ್ಪನ್ನವು ತಣ್ಣಗಾದ ನಂತರ, ಮರಳು ಕಾಗದವನ್ನು ಬಳಸಿ ಅದರಿಂದ ಹೆಚ್ಚುವರಿ ಬೆಸುಗೆ ತೆಗೆದುಹಾಕಿ.
ಕ್ಯಾಪಿಲ್ಲರಿ ಫಿಟ್ಟಿಂಗ್ಗಳ ಮುಖ್ಯ ಪ್ರಯೋಜನವೆಂದರೆ ಹೀಟರ್ ಅಥವಾ ಬರ್ನರ್ ಅನ್ನು ಬಳಸದೆ ತ್ವರಿತವಾಗಿ ಸ್ಥಾಪಿಸುವ ಸಾಮರ್ಥ್ಯ. ಬರ್ನರ್ ಅನ್ನು ಬಳಸಲಾಗದ ವಸ್ತುಗಳ ಮೇಲೆ, ಹಾಗೆಯೇ ಟ್ಯಾಂಕ್ ಅಥವಾ ಟ್ಯಾಂಕ್ನಲ್ಲಿ ಅವುಗಳನ್ನು ಸ್ಥಾಪಿಸಲಾಗಿದೆ.
ಅಂತಹ ಫಿಟ್ಟಿಂಗ್ಗಳ ಸಂಪರ್ಕವನ್ನು ಸಂಕೋಚನ ಅಂಶಗಳನ್ನು ಬಳಸಿ ಮಾಡುವುದಕ್ಕಿಂತ ಹೆಚ್ಚು ವಿಶ್ವಾಸಾರ್ಹವೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ.
ಮನೆಯ ಉದ್ದಕ್ಕೂ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಹಾಕಿದಾಗ, ಹಲವಾರು ಪೈಪ್ಗಳನ್ನು ಅಳವಡಿಸಬೇಕು. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ತಾಮ್ರದ ಪೈಪ್ ಎಕ್ಸ್ಪಾಂಡರ್ ಅನ್ನು ಬಳಸಬೇಕು, ಇದು ಕಡಿಮೆ ವೆಚ್ಚವನ್ನು ಹೊಂದಿದೆ.
ಅಲ್ಲದೆ, ಅಂತಹ ಟ್ಯೂಬ್ಗಳನ್ನು ಸ್ಥಾಪಿಸುವಾಗ, ತಾಮ್ರದ ಕೊಳವೆಗಳು ಫ್ಲೇಂಜ್ ಆಗಿದ್ದರೆ ನೀವು ಬಹಳಷ್ಟು ಉಳಿಸಬಹುದು - ನಿಮ್ಮ ಸ್ವಂತ ಕೈಗಳಿಂದ ಬೆಸುಗೆ ಹಾಕಲು ಒಂದು ಜೋಡಣೆ ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ತಯಾರಿಸುವುದು. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಬೀಡರ್ ಮತ್ತು ಪೈಪ್ ಎಕ್ಸ್ಪಾಂಡರ್ನಂತಹ ಸಾಧನಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಬೆಸುಗೆ ಹಾಕಲು ನೀವು ತಾಮ್ರದ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಮಾಡಬಹುದು.
ಬೆಸುಗೆ ಹಾಕಿದ ತಾಮ್ರದ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ನೀವೇ ಮಾಡಲು, ನೀವು ತಾಮ್ರದ ಪೈಪ್ ಎಕ್ಸ್ಪಾಂಡರ್ಗಳ ಗುಂಪನ್ನು ಖರೀದಿಸಬಹುದು - ಹಸ್ತಚಾಲಿತವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವ ಅಥವಾ ವಿದ್ಯುತ್.
ಅಲ್ಲದೆ, ಅಂತಹ ಪೈಪ್ಲೈನ್ ಅಂಶಗಳನ್ನು ಹಾಕಿದಾಗ, ತಾಮ್ರದ ಟ್ಯೂಬ್ ರೋಲರ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಈ ಉಪಕರಣದೊಂದಿಗೆ, ಲೋಹವನ್ನು ನಿರ್ದಿಷ್ಟ ಗಾತ್ರದ ರೋಲರ್ ಸುತ್ತಲೂ ಸುತ್ತಿಕೊಳ್ಳಲಾಗುತ್ತದೆ. ಸರಿಹೊಂದಿಸಬಹುದಾದ ರೋಲರುಗಳನ್ನು ಅನಿಯಂತ್ರಿತವಾದವುಗಳಿಗೆ ಚಲಿಸುವ ಮೂಲಕ, ಭಾಗದ ಅಗತ್ಯವಿರುವ ವ್ಯಾಸವನ್ನು ಆಯ್ಕೆಮಾಡಲಾಗುತ್ತದೆ.









ರೋಲಿಂಗ್ ತಾಮ್ರದ ಕೊಳವೆಗಳು ಡಕ್ಟೈಲ್ ಲೋಹಗಳು ಅಥವಾ ಪ್ಲಾಸ್ಟಿಕ್ ವಸ್ತುಗಳಿಂದ ಅಗತ್ಯವಾದ ಆಕಾರದ ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ರಚಿಸಲು ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ.
ವಿಡಿಯೋ ನೋಡು
ಅಂತಹ ಕೊಳವೆಗಳ ವೆಚ್ಚವು ವಿಭಾಗ, ಗೋಡೆಯ ದಪ್ಪ, ತಾಮ್ರದ ದರ್ಜೆ ಮತ್ತು ಇತರ ಅಂಶಗಳ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿರುತ್ತದೆ. ತಾಮ್ರದ ಕೊಳವೆಗಳು ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ಗಳ ಸರಾಸರಿ ಬೆಲೆ 415 ರೂಬಲ್ಸ್ / ಕೆಜಿಯಿಂದ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ತುಣುಕಿನ ಮೂಲಕ - 200 ರೂಬಲ್ಸ್ / ಮೀ ನಿಂದ. ಪ.
ಫಿಟ್ಟಿಂಗ್ ವೆಚ್ಚ 25 - 986 ರೂಬಲ್ಸ್ / ತುಂಡು.
ನೀರು ಸರಬರಾಜು ಮತ್ತು ತಾಪನ ವ್ಯವಸ್ಥೆಗಳಿಗಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳ ಸ್ಥಾಪನೆಯನ್ನು ನೀವೇ ಮಾಡಿ
- ಅನುಸ್ಥಾಪನೆಯ ಮೊದಲು, ಪೈಪ್ಗಳನ್ನು ಅಗತ್ಯವಿರುವ ಉದ್ದದ ಭಾಗಗಳಾಗಿ ಕತ್ತರಿಸುವುದು ಅವಶ್ಯಕ.
- ಪೈಪ್ ಕಟ್ಟರ್ ಅಥವಾ ಹ್ಯಾಕ್ಸಾದೊಂದಿಗೆ ಬಿಸಿಮಾಡಲು ಪೈಪ್ಗಳನ್ನು ಕತ್ತರಿಸುವುದು ಉತ್ತಮ.
- ಪೈಪ್ಲೈನ್ಗಳ ಒಳಗಿನ ಮೇಲ್ಮೈ ಬರ್ರ್ಸ್ ಮತ್ತು ಲೋಹದ ಚಿಪ್ಸ್ ಮುಕ್ತವಾಗಿರಬೇಕು. ಈ ಕಾರ್ಯವನ್ನು ಪೂರ್ಣಗೊಳಿಸಲು, ನಿಮಗೆ ಫೈಲ್ ಮತ್ತು ಸ್ಕ್ರಾಪರ್ ಅಗತ್ಯವಿದೆ.
- ಕಟ್ ಪಾಯಿಂಟ್ ಅನ್ನು ನೆಲಸಮ ಮಾಡಬೇಕು, ವಿಶೇಷವಾಗಿ ಲೋಹಕ್ಕಾಗಿ ಹ್ಯಾಕ್ಸಾದಿಂದ ಕತ್ತರಿಸುವಿಕೆಯನ್ನು ನಡೆಸಿದ ಸಂದರ್ಭಗಳಲ್ಲಿ, ಇದು ಪೈಪ್ ಅನ್ನು ಸ್ವಲ್ಪ ವಿರೂಪಗೊಳಿಸುತ್ತದೆ.
- ನೀವು ಕೊಳವೆಯಾಕಾರದ ಉತ್ಪನ್ನವನ್ನು ಹಸ್ತಚಾಲಿತವಾಗಿ ಬಗ್ಗಿಸಬಹುದು ಅಥವಾ ವಿಶೇಷ ಉಪಕರಣವನ್ನು ಬಳಸಬಹುದು.
- ತಾಪನ ವ್ಯವಸ್ಥೆಯು ನಿರ್ದಿಷ್ಟವಾಗಿ ಸಂಕೀರ್ಣ ಆಕಾರದ ಬಾಗಿದ ವಿಭಾಗಗಳನ್ನು ಹೊಂದಿದ್ದರೆ, ಪೈಪ್ ಬೆಂಡರ್ ಅನ್ನು ಬಳಸಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ. ಅಂತಹ ಬೆಂಡ್ ಅನಗತ್ಯ ಕ್ರೀಸ್ಗಳಿಂದ ವಸ್ತುಗಳನ್ನು ರಕ್ಷಿಸುತ್ತದೆ, ಅದು ತರುವಾಯ ತುಕ್ಕು ಸ್ಥಳವಾಗಿ ಪರಿಣಮಿಸಬಹುದು.
- ಕನಿಷ್ಠ ಅನುಮತಿಸುವ ತ್ರಿಜ್ಯದೊಂದಿಗೆ ಉತ್ಪನ್ನಗಳನ್ನು ಬಾಗಿಸಿರಬೇಕು.
- ಪೈಪ್ ಕಟ್ಟರ್ನೊಂದಿಗೆ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವಾಗ ಬಾಗುವ ತ್ರಿಜ್ಯವು ಪೈಪ್ಲೈನ್ನ ವ್ಯಾಸಕ್ಕಿಂತ ಕನಿಷ್ಠ 3.5 ಪಟ್ಟು ಇರಬೇಕು. ಪೈಪ್ಗಳನ್ನು ಕೈಯಿಂದ ಬಾಗಿಸಿದರೆ, ಕನಿಷ್ಠ 8 ವ್ಯಾಸದ ಬಾಗುವ ತ್ರಿಜ್ಯವನ್ನು ನಿರ್ವಹಿಸಬೇಕು.
ತಾಮ್ರದ ಕೊಳವೆಗಳೊಂದಿಗೆ ತಾಪನ ವ್ಯವಸ್ಥೆ
ತಾಮ್ರದ ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಅಂಶಗಳ ಸಂಪರ್ಕವನ್ನು ಈಗಾಗಲೇ ತಿಳಿದಿರುವ ಎರಡು ವಿಧಾನಗಳಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ:
- ಕ್ರಿಂಪ್ ಫಿಟ್ಟಿಂಗ್ಗಳು;
- ಬೆಸುಗೆ ಹಾಕುವ ವಿಧಾನ.
ತಾಮ್ರವನ್ನು ಸುಲಭವಾಗಿ ಬಾಗಿಸಬಹುದು ಎಂಬ ಕಾರಣದಿಂದಾಗಿ, ಅನುಸ್ಥಾಪನೆಯು ಸರಳವಾಗಿದೆ ಮತ್ತು ಕಡಿಮೆ ಸಂಖ್ಯೆಯ ಫಿಟ್ಟಿಂಗ್ಗಳ ಅಗತ್ಯವಿರುತ್ತದೆ. ಆದಾಗ್ಯೂ, ತಾಪನ ವ್ಯವಸ್ಥೆಯಲ್ಲಿ ವಸ್ತುಗಳನ್ನು ಸಂಯೋಜಿಸಲು ಕೆಲವು ನಿಯಮಗಳನ್ನು ನೆನಪಿಟ್ಟುಕೊಳ್ಳುವುದು ಅವಶ್ಯಕ.
ಅಲ್ಯೂಮಿನಿಯಂ ರೇಡಿಯೇಟರ್ಗಳ ಬಳಕೆಯನ್ನು ತಪ್ಪಿಸಲು ಸಾಧ್ಯವಾಗದಿದ್ದರೆ, ಉಕ್ಕಿನ ಪೈಪ್ ಮೂಲಕ ಪರಿವರ್ತನೆಯನ್ನು ಮಾಡಬೇಕು. ತಾಮ್ರ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಅನ್ನು ಸೇರುವಾಗ ಸವೆತದ ಆಕ್ರಮಣವನ್ನು ತಪ್ಪಿಸಲು ಇದು ಸಹಾಯ ಮಾಡುತ್ತದೆ. ಇತರ ವಸ್ತುಗಳಿಂದ ಮಾಡಿದ ರೇಡಿಯೇಟರ್ಗಳಿಗೆ ಸಂಬಂಧಿಸಿದಂತೆ, ಉದಾಹರಣೆಗೆ, ಉಕ್ಕು ಅಥವಾ ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣ, ಅಂತಹ ಸಮಸ್ಯೆಗಳಿಲ್ಲ.
ತಾಮ್ರದ ಕೊಳವೆಗಳ ಅನುಸ್ಥಾಪನೆಯು ವಿವಿಧ ರೀತಿಯಲ್ಲಿ ಕೈಗೊಳ್ಳಬಹುದಾದ ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ. ಅಂತಹ ಉತ್ಪನ್ನಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಹಲವಾರು ಆಯ್ಕೆಗಳಿವೆ, ಇದರಲ್ಲಿ ಅಸೆಂಬ್ಲಿ, ವೆಲ್ಡಿಂಗ್ ಮತ್ತು ಬೆಸುಗೆ ಹಾಕುವಿಕೆ ಸೇರಿವೆ. ಇತರ ತಯಾರಕರಿಂದ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಲು ಅನುಮತಿಸಲಾಗಿದೆ, ಇದು ಕೆಲವು ಸಂದರ್ಭಗಳಲ್ಲಿ ಹಣಕಾಸಿನ ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
ಫಿಟ್ಟಿಂಗ್ ಎಣಿಕೆ
ತಾಮ್ರದ ಪೈಪ್ಲೈನ್ಗಳ ಅನುಸ್ಥಾಪನೆಯನ್ನು ಕೈಗೊಳ್ಳಲು, ಫಿಟ್ಟಿಂಗ್ಗಳು ಅಗತ್ಯವಿದೆ. ಅವುಗಳನ್ನು ಸುಕ್ಕುಗಟ್ಟಿದ ಅಥವಾ ಬೆಸುಗೆ ಹಾಕಬಹುದು. ಮೊದಲ ಸಂದರ್ಭದಲ್ಲಿ, ಸಂಪರ್ಕವು ಡಿಟ್ಯಾಚೇಬಲ್ ಆಗಿರುತ್ತದೆ, ಎರಡನೆಯದು - ಒಂದು ತುಂಡು.
ಫಿಟ್ಟಿಂಗ್ಗಳ ಆಯ್ಕೆಯು ಎಲ್ಲಾ ಅಂಶಗಳ ಜೋಡಣೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.
ಅಸೆಂಬ್ಲಿ
ಅಗತ್ಯವಿರುವ ಸಂಖ್ಯೆಯ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಎಣಿಸಿದ ನಂತರ, ಪೈಪ್ ಜೋಡಣೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ಮೊದಲಿಗೆ, ಉತ್ಪನ್ನಗಳ ಅಂಚುಗಳನ್ನು ಫ್ಲಕ್ಸ್ನ ತೆಳುವಾದ ಪದರದಿಂದ ಮುಚ್ಚಲಾಗುತ್ತದೆ. ಆಕ್ಸಿಡೀಕರಣ ಪ್ರಕ್ರಿಯೆಯನ್ನು ತಡೆಗಟ್ಟುವ ಸಲುವಾಗಿ ಕಾರ್ಯವಿಧಾನವು ಅವಶ್ಯಕವಾಗಿದೆ, ಇದು ಅಂಶಗಳನ್ನು ಬಿಸಿಮಾಡಿದಾಗ ಅಗತ್ಯವಾಗಿ ಸಂಭವಿಸುತ್ತದೆ. ಈ ಸಂಸ್ಕರಣಾ ವಿಧಾನವು ವಿದೇಶಿ ಪದಾರ್ಥಗಳನ್ನು ಜಂಟಿಯಾಗಿ ಠೇವಣಿ ಮಾಡುವುದನ್ನು ತಡೆಯುತ್ತದೆ, ಇದು ಶಕ್ತಿಯನ್ನು ಪ್ರತಿಕೂಲವಾಗಿ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.
ಫಿಟ್ಟಿಂಗ್ಗಳಿಂದ ಸುಕ್ಕುಗಟ್ಟಿದ ಪೈಪ್ಗಳ ತುದಿಗಳನ್ನು ವಿಶೇಷ ಇಕ್ಕುಳಗಳ ಸಹಾಯದಿಂದ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡಲಾಗುತ್ತದೆ. ಈ ಒತ್ತಡವೇ ಸ್ಥಿರೀಕರಣವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.
ತಾಮ್ರದ ಕೊಳವೆಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವ ಸೂಕ್ಷ್ಮ ವ್ಯತ್ಯಾಸಗಳು
ಮನೆಯಲ್ಲಿ ಆಂತರಿಕ ಪೈಪ್ಲೈನ್ಗಳ ಅನುಸ್ಥಾಪನೆಯನ್ನು ನಿರ್ವಹಿಸಲು, ನೀವು ಪ್ಲಾಸ್ಟಿಕ್, ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಅಥವಾ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ನಿಂದ ಮಾಡಿದ ಪೈಪ್ ಅನ್ನು ಆಯ್ಕೆ ಮಾಡಬಹುದು. ಆದರೆ ತಾಮ್ರದಿಂದ ಮಾಡಿದ ಅನಲಾಗ್ ಮಾತ್ರ ಅರ್ಧ ಶತಮಾನಕ್ಕೂ ಹೆಚ್ಚು ಕಾಲ ಸಮಸ್ಯೆಗಳಿಲ್ಲದೆ ಮತ್ತು ಕೂಲಂಕುಷವಾಗಿ ಸೇವೆ ಸಲ್ಲಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ಆಚರಣೆಯಲ್ಲಿ ಸರಿಯಾಗಿ ಸ್ಥಾಪಿಸಲಾದ ತಾಮ್ರದ ಕೊಳವೆ ವ್ಯವಸ್ಥೆಗಳು ಕಾರ್ಯಾಚರಣೆಯ ಸಂಪೂರ್ಣ ಅವಧಿಯಲ್ಲಿ ಸರಿಯಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತವೆ, ಇದು ಕಾಟೇಜ್ ಅಥವಾ ಅಪಾರ್ಟ್ಮೆಂಟ್ ಕಟ್ಟಡಕ್ಕೆ ನಿಗದಿಪಡಿಸಲಾಗಿದೆ.
ತಾಮ್ರದ ಕೊಳವೆಗಳು ದೀರ್ಘಾವಧಿಯ ಉಷ್ಣ ಲೋಡ್ಗಳು, ಕ್ಲೋರಿನ್ ಮತ್ತು ನೇರಳಾತೀತವನ್ನು ಹೆದರುವುದಿಲ್ಲ.ಘನೀಕರಿಸುವಾಗ, ಅವು ಬಿರುಕು ಬಿಡುವುದಿಲ್ಲ, ಮತ್ತು ಆಂತರಿಕ ಪರಿಸರದ ತಾಪಮಾನ (ನೀರು, ಒಳಚರಂಡಿ, ಅನಿಲ) ಬದಲಾದಾಗ, ಅವು ತಮ್ಮ ಜ್ಯಾಮಿತಿಯನ್ನು ಬದಲಾಯಿಸುವುದಿಲ್ಲ. ಪ್ಲಾಸ್ಟಿಕ್ ಕೌಂಟರ್ಪಾರ್ಟ್ಸ್ಗಿಂತ ಭಿನ್ನವಾಗಿ, ತಾಮ್ರದ ಪೈಪ್ಲೈನ್ಗಳು ಕುಸಿಯುವುದಿಲ್ಲ. ಈ ಪ್ಲಾಸ್ಟಿಕ್ ಹೆಚ್ಚಿನ ತಾಪಮಾನದಲ್ಲಿ ವಿಸ್ತರಣೆಗೆ ಒಳಪಟ್ಟಿರುತ್ತದೆ, ತಾಮ್ರದೊಂದಿಗೆ ಇದು ವ್ಯಾಖ್ಯಾನದಿಂದ ಸಂಭವಿಸುವುದಿಲ್ಲ.
ಪೈಪ್ ತಾಮ್ರದ ಉತ್ಪನ್ನಗಳು ಎರಡು ನ್ಯೂನತೆಗಳನ್ನು ಹೊಂದಿವೆ - ಹೆಚ್ಚಿನ ಬೆಲೆ ಮತ್ತು ಲೋಹದ ಮೃದುತ್ವ. ಆದಾಗ್ಯೂ, ವಸ್ತುಗಳ ಹೆಚ್ಚಿನ ವೆಚ್ಚವು ಸುದೀರ್ಘ ಸೇವಾ ಜೀವನದೊಂದಿಗೆ ಪಾವತಿಸುತ್ತದೆ. ಮತ್ತು ಪೈಪ್ಗಳ ಗೋಡೆಗಳು ಒಳಗಿನಿಂದ ಸವೆತದಿಂದ ಹಾನಿಯಾಗದಂತೆ, ಫಿಲ್ಟರ್ಗಳನ್ನು ವ್ಯವಸ್ಥೆಯಲ್ಲಿ ಅಳವಡಿಸಬೇಕು. ನೀರಿನಲ್ಲಿ ಘನ ಕಣಗಳ ರೂಪದಲ್ಲಿ ಯಾವುದೇ ಮಾಲಿನ್ಯವಿಲ್ಲದಿದ್ದರೆ, ನಂತರ ಪೈಪ್ಲೈನ್ಗಳ ನಾಶದಿಂದ ಯಾವುದೇ ಸಮಸ್ಯೆಗಳಿಲ್ಲ.










ಪೈಪ್ ಸಂಸ್ಕರಣೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಅವಶ್ಯಕತೆಗಳು
ತಾಮ್ರದ ಕೊಳವೆಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವಾಗ, ಈ ಕೆಳಗಿನ ನಿಯಮಗಳನ್ನು ಗಮನಿಸಬೇಕು:
- ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ತಣ್ಣೀರು ಅಥವಾ ಬಿಸಿನೀರಿನ ಕೊಳವೆಗಳನ್ನು ಆರೋಹಿಸುವಾಗ, ಸೀಸದ ಬೆಸುಗೆಯ ಬಳಕೆಯನ್ನು ಹೊರಗಿಡಬೇಕು - ಸೀಸವು ತುಂಬಾ ವಿಷಕಾರಿಯಾಗಿದೆ.
- ನೀರಿನ ಹರಿವಿನ ಪ್ರಮಾಣವು 2 ಮೀ / ಸೆಗಿಂತ ಹೆಚ್ಚಿರಬಾರದು, ಇಲ್ಲದಿದ್ದರೆ ಮರಳು ಅಥವಾ ಇತರ ಘನ ವಸ್ತುಗಳ ಚಿಕ್ಕ ಕಣಗಳು ಕ್ರಮೇಣ ಪೈಪ್ ಗೋಡೆಗಳನ್ನು ನಾಶಮಾಡಲು ಪ್ರಾರಂಭಿಸುತ್ತವೆ.
- ಫ್ಲಕ್ಸ್ಗಳನ್ನು ಬಳಸುವಾಗ, ಅನುಸ್ಥಾಪನೆಯ ಪೂರ್ಣಗೊಂಡ ನಂತರ, ಪೈಪ್ಲೈನ್ ವ್ಯವಸ್ಥೆಯನ್ನು ವಿಫಲಗೊಳ್ಳದೆ ತೊಳೆಯಬೇಕು - ಫ್ಲಕ್ಸ್ ಆಕ್ರಮಣಕಾರಿ ವಸ್ತುವಾಗಿದೆ ಮತ್ತು ತಾಮ್ರದ ಪೈಪ್ ಗೋಡೆಗಳ ತುಕ್ಕುಗೆ ಕೊಡುಗೆ ನೀಡುತ್ತದೆ.
- ಬೆಸುಗೆ ಹಾಕುವಾಗ, ಜಂಕ್ಷನ್ ಅನ್ನು ಅತಿಯಾಗಿ ಬಿಸಿ ಮಾಡುವುದನ್ನು ಅನುಮತಿಸಬಾರದು - ಇದು ಸೋರುವ ಜಂಟಿ ರಚನೆಗೆ ಮಾತ್ರವಲ್ಲ, ತಾಮ್ರದ ಉತ್ಪನ್ನದ ಶಕ್ತಿಯ ನಷ್ಟಕ್ಕೂ ಕಾರಣವಾಗಬಹುದು.
- ತಾಮ್ರದಿಂದ ಇತರ ಲೋಹಗಳಿಗೆ (ಉಕ್ಕು ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ) ಪೈಪ್ ಪರಿವರ್ತನೆಗಳನ್ನು ಹಿತ್ತಾಳೆ ಅಥವಾ ಕಂಚಿನ ಅಡಾಪ್ಟರ್ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಿ ನಿರ್ವಹಿಸಲು ಶಿಫಾರಸು ಮಾಡಲಾಗಿದೆ - ಇಲ್ಲದಿದ್ದರೆ ಉಕ್ಕು ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಪೈಪ್ಗಳು ತ್ವರಿತವಾಗಿ ತುಕ್ಕು ಹಿಡಿಯಲು ಪ್ರಾರಂಭಿಸುತ್ತವೆ.
- ಕತ್ತರಿಸುವ ಬಿಂದುಗಳಲ್ಲಿನ ಬರ್ರ್ಸ್ (ಲೋಹದ ನಿಕ್ಷೇಪಗಳು) ಮತ್ತು ಬರ್ರ್ಸ್ ಅನ್ನು ತೆಗೆದುಹಾಕಬೇಕು - ಅವುಗಳ ಉಪಸ್ಥಿತಿಯು ನೀರಿನ ಹರಿವಿನಲ್ಲಿ ಪ್ರಕ್ಷುಬ್ಧ ಸುಳಿಗಳ ರಚನೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ, ಇದು ಸವೆತಕ್ಕೆ ಮತ್ತು ತಾಮ್ರದ ಪೈಪ್ಲೈನ್ನ ಕಾರ್ಯಾಚರಣೆಯ ಜೀವನದಲ್ಲಿ ಕಡಿತಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ.
- ಸಂಪರ್ಕಕ್ಕಾಗಿ ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ತಯಾರಿಸುವಾಗ, ಅಪಘರ್ಷಕಗಳನ್ನು ಬಳಸಲು ಕಟ್ಟುನಿಟ್ಟಾಗಿ ನಿಷೇಧಿಸಲಾಗಿದೆ - ಒಳಗೆ ಅನುಸ್ಥಾಪನೆಯ ನಂತರ ಉಳಿದಿರುವ ಅವುಗಳ ಕಣಗಳು ಲೋಹಕ್ಕೆ ಹಾನಿ ಮತ್ತು ಫಿಸ್ಟುಲಾ ರಚನೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ.
ಮನೆಯಲ್ಲಿ ಕೊಳಾಯಿ ಅಥವಾ ತಾಪನ ವ್ಯವಸ್ಥೆಯಲ್ಲಿ, ತಾಮ್ರದ ಜೊತೆಗೆ, ಇತರ ಲೋಹಗಳಿಂದ ಮಾಡಿದ ಕೊಳವೆಗಳು ಅಥವಾ ಅಂಶಗಳು ಸಹ ಇದ್ದರೆ, ನಂತರ ನೀರಿನ ಹರಿವು ಅವುಗಳಿಂದ ತಾಮ್ರಕ್ಕೆ ಹೋಗಬೇಕು ಮತ್ತು ಪ್ರತಿಯಾಗಿ ಅಲ್ಲ. ತಾಮ್ರದಿಂದ ಉಕ್ಕು, ಸತು ಅಥವಾ ಅಲ್ಯೂಮಿನಿಯಂಗೆ ನೀರಿನ ಹರಿವು ಎರಡನೆಯದರಿಂದ ಪೈಪ್ಲೈನ್ ವಿಭಾಗಗಳ ತ್ವರಿತ ಎಲೆಕ್ಟ್ರೋಕೆಮಿಕಲ್ ತುಕ್ಕುಗೆ ಕಾರಣವಾಗುತ್ತದೆ.
ಲೋಹದ ಡಕ್ಟಿಲಿಟಿ ಮತ್ತು ಶಕ್ತಿಯಿಂದಾಗಿ, ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸುಲಭವಾಗಿ ಕತ್ತರಿಸಿ ಬಾಗುತ್ತದೆ. ಪೈಪ್ಲೈನ್ ಅನ್ನು ಪೈಪ್ ಬೆಂಡರ್ ಬಳಸಿ ಅಥವಾ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಿ ತಿರುಗಿಸಬಹುದು. ಮತ್ತು ವಿವಿಧ ಸಾಧನಗಳೊಂದಿಗೆ ಕವಲೊಡೆಯಲು ಮತ್ತು ಸಂಪರ್ಕಿಸಲು, ಶಾಖ-ನಿರೋಧಕ ಪ್ಲಾಸ್ಟಿಕ್ಗಳು, ಹಿತ್ತಾಳೆ, ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಮತ್ತು ಕಂಚಿನ ಅನೇಕ ಭಾಗಗಳಿವೆ.
ಇತರ ಲೋಹಗಳೊಂದಿಗೆ ತಾಮ್ರದ ಪರಸ್ಪರ ಕ್ರಿಯೆಯ ಮೇಲೆ
ಹೆಚ್ಚಿನ ಖಾಸಗಿ ಮನೆಗಳಲ್ಲಿ, ಮನೆಯ ನೀರಿನ ಕೊಳವೆಗಳನ್ನು ಉಕ್ಕು ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಕೊಳವೆಗಳಿಂದ ಜೋಡಿಸಲಾಗುತ್ತದೆ. ತಾಪನ ವ್ಯವಸ್ಥೆಗಳಲ್ಲಿ, ಉಕ್ಕು ಅಥವಾ ಅಲ್ಯೂಮಿನಿಯಂನಿಂದ ಮಾಡಿದ ರೇಡಿಯೇಟರ್ಗಳು ಸಹ ಇವೆ. ಅಂತಹ ತಾಮ್ರದ ಪೈಪ್ ಲೇಔಟ್ಗೆ ತಪ್ಪಾದ ಅಳವಡಿಕೆಯು ಸಾಕಷ್ಟು ಸಮಸ್ಯೆಗಳಿಂದ ತುಂಬಿದೆ.
ತಾಮ್ರ ಮತ್ತು ಅದರ ಮಿಶ್ರಲೋಹಗಳಿಂದ ಪ್ರತ್ಯೇಕವಾಗಿ ಪೈಪ್ಗಳು ಮತ್ತು ಸಾಧನಗಳ ಬಳಕೆ ಅತ್ಯಂತ ಸೂಕ್ತವಾದ ಅನುಸ್ಥಾಪನಾ ಆಯ್ಕೆಯಾಗಿದೆ. ಈಗ ನೀವು ಬೈಮೆಟಾಲಿಕ್ ಅಲ್ಯೂಮಿನಿಯಂ-ತಾಮ್ರದ ರೇಡಿಯೇಟರ್ಗಳನ್ನು ಸುಲಭವಾಗಿ ಕಾಣಬಹುದು, ಜೊತೆಗೆ ಅನುಗುಣವಾದ ಫಿಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ಕವಾಟಗಳು. ವಿವಿಧ ಲೋಹಗಳನ್ನು ಸಂಯೋಜಿಸುವುದು ವಿಪರೀತ ಸಂದರ್ಭಗಳಲ್ಲಿ ಮಾತ್ರ.
ಸಂಯೋಜನೆಯು ಅನಿವಾರ್ಯವಾಗಿದ್ದರೆ, ಪೈಪ್ಲೈನ್ ಅಂಶಗಳ ಸರಪಳಿಯಲ್ಲಿ ತಾಮ್ರವು ಕೊನೆಯದಾಗಿರಬೇಕು. ವಿದ್ಯುತ್ ಪ್ರವಾಹವನ್ನು ನಡೆಸುವ ಸಾಮರ್ಥ್ಯದಿಂದ ಅದನ್ನು ತೊಡೆದುಹಾಕಲು ಅಸಾಧ್ಯ. ಮತ್ತು ದುರ್ಬಲ ಪ್ರವಾಹದ ಉಪಸ್ಥಿತಿಯಲ್ಲಿ, ಈ ಲೋಹವು ಉಕ್ಕು, ಅಲ್ಯೂಮಿನಿಯಂ ಮತ್ತು ಸತುವುಗಳೊಂದಿಗೆ ಗಾಲ್ವನಿಕ್ ಜೋಡಿಗಳನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ, ಇದು ಅನಿವಾರ್ಯವಾಗಿ ಅವರ ಅಕಾಲಿಕ ತುಕ್ಕುಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ನೀರು ಸರಬರಾಜು ವ್ಯವಸ್ಥೆಯನ್ನು ಸ್ಥಾಪಿಸುವಾಗ, ಅವುಗಳ ನಡುವೆ ಕಂಚಿನ ಅಡಾಪ್ಟರುಗಳನ್ನು ಸೇರಿಸುವುದು ಕಡ್ಡಾಯವಾಗಿದೆ.
ಮತ್ತೊಂದು ಸಂಭಾವ್ಯ ಸಮಸ್ಯೆ ನೀರಿನಲ್ಲಿ ಆಮ್ಲಜನಕವಾಗಿದೆ. ಅದರ ಹೆಚ್ಚಿನ ವಿಷಯ, ಪೈಪ್ಗಳು ವೇಗವಾಗಿ ತುಕ್ಕು ಹಿಡಿಯುತ್ತವೆ. ಇದು ಒಂದೇ ಲೋಹದಿಂದ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ಅನ್ವಯಿಸುತ್ತದೆ, ಮತ್ತು ವಿಭಿನ್ನವಾದವುಗಳಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆ.
ಆಗಾಗ್ಗೆ, ಕಾಟೇಜ್ ಮಾಲೀಕರು ತಾಪನ ವ್ಯವಸ್ಥೆಯಲ್ಲಿ ಶೀತಕವನ್ನು ಹೆಚ್ಚಾಗಿ ಬದಲಾಯಿಸುವ ಮೂಲಕ ಗಂಭೀರ ತಪ್ಪನ್ನು ಮಾಡುತ್ತಾರೆ. ಇದು ಆಮ್ಲಜನಕದ ಸಂಪೂರ್ಣವಾಗಿ ಅನಗತ್ಯ ಭಾಗಗಳ ಸೇರ್ಪಡೆಗೆ ಮಾತ್ರ ಕಾರಣವಾಗುತ್ತದೆ. ನೀರನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಬದಲಾಯಿಸದಿರುವುದು ಉತ್ತಮ, ಆದರೆ ಅಗತ್ಯವಿದ್ದಾಗ ಅದನ್ನು ಸೇರಿಸುವುದು.
ಅಮಾನ್ಯ ದೋಷಗಳು
ಎರಡು ಭಾಗಗಳ ಕಳಪೆ-ಗುಣಮಟ್ಟದ ಸಂಪರ್ಕದ ಕಾರಣವು ಹೆಚ್ಚಾಗಿ ಆತುರವಾಗಿರುತ್ತದೆ, ಆದ್ದರಿಂದ ಕತ್ತರಿಸಿದ ನಂತರ ರೂಪುಗೊಳ್ಳುವ ವಿದೇಶಿ ಸಣ್ಣ ವಸ್ತುಗಳ ಅನುಪಸ್ಥಿತಿಯಲ್ಲಿ ಉತ್ಪನ್ನದ ಅಂಚುಗಳನ್ನು ನಿಯಂತ್ರಿಸಲು ನೀವು ನೆನಪಿಟ್ಟುಕೊಳ್ಳಬೇಕು.
ಫ್ಲಕ್ಸ್ ಅನ್ನು ಅನ್ವಯಿಸುವಾಗ, ಸಣ್ಣದೊಂದು ಮೇಲ್ಮೈ ಪ್ರದೇಶವನ್ನು ಸಹ ಕಳೆದುಕೊಳ್ಳದಿರಲು ಪ್ರಯತ್ನಿಸುವುದು ಮುಖ್ಯವಾಗಿದೆ, ಏಕೆಂದರೆ ಯಾವುದೇ ದೋಷವು ಕಳಪೆ ಸಂಪರ್ಕಕ್ಕೆ ಕಾರಣವಾಗಬಹುದು. ಮೇಲ್ಮೈಯ ಯಾವುದೇ ಭಾಗವನ್ನು ಸ್ವಲ್ಪ ಬಿಸಿಮಾಡಿದರೆ, ಇದು ಎರಡು ಲೋಹಗಳ ದುರ್ಬಲ ಸಮ್ಮಿಳನಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ. ಮಿತಿಮೀರಿದ ಬೆಸುಗೆ ಹಾಕುವ ಸ್ಥಳದಲ್ಲಿ ಫ್ಲಕ್ಸ್ ಮತ್ತು ಫಾರ್ಮ್ ಸ್ಕೇಲ್ ಅಥವಾ ಆಕ್ಸೈಡ್ ಅನ್ನು ಬರ್ನ್ ಮಾಡಬಹುದು, ಇದು ಅದರ ವಿಶ್ವಾಸಾರ್ಹತೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.
ಮಿತಿಮೀರಿದ ಬೆಸುಗೆ ಹಾಕುವ ಸ್ಥಳದಲ್ಲಿ ಫ್ಲಕ್ಸ್ ಮತ್ತು ಫಾರ್ಮ್ ಸ್ಕೇಲ್ ಅಥವಾ ಆಕ್ಸೈಡ್ ಅನ್ನು ಬರ್ನ್ ಮಾಡಬಹುದು, ಇದು ಅದರ ವಿಶ್ವಾಸಾರ್ಹತೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.
ಮೇಲ್ಮೈಯ ಯಾವುದೇ ಭಾಗವನ್ನು ಸ್ವಲ್ಪ ಬಿಸಿಮಾಡಿದರೆ, ಇದು ಎರಡು ಲೋಹಗಳ ದುರ್ಬಲ ಸಮ್ಮಿಳನಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ. ಮಿತಿಮೀರಿದ ಬೆಸುಗೆ ಹಾಕುವ ಸ್ಥಳದಲ್ಲಿ ಫ್ಲಕ್ಸ್ ಮತ್ತು ಫಾರ್ಮ್ ಸ್ಕೇಲ್ ಅಥವಾ ಆಕ್ಸೈಡ್ ಅನ್ನು ಬರ್ನ್ ಮಾಡಬಹುದು, ಇದು ಅದರ ವಿಶ್ವಾಸಾರ್ಹತೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.
ತಾಮ್ರದಿಂದ ಮಾಡಿದ ಪೈಪ್ಗಳನ್ನು ಸೇರುವ ಆಯ್ಕೆಗಳು
ತಾಪನವನ್ನು ಜೋಡಿಸುವಾಗ, ವಿವಿಧ ಅನುಸ್ಥಾಪನಾ ವಿಧಾನಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, ತಾಮ್ರದ ಕೊಳವೆಗಳ ಡಾಕಿಂಗ್ ಅನ್ನು ಬಾಗಿಕೊಳ್ಳಬಹುದಾದ ಮತ್ತು ಬಾಗಿಕೊಳ್ಳಲಾಗದ ವಿಧಾನದಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ. ಮೊದಲ ಸಂದರ್ಭದಲ್ಲಿ, ಫ್ಲೇಂಜ್ಗಳು, ಥ್ರೆಡ್ಡ್ ಫಾಸ್ಟೆನರ್ಗಳು, ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಅವುಗಳು ಸ್ವಯಂಚಾಲಿತವಾಗಿ ಸ್ಥಿರವಾಗಿರುತ್ತವೆ. ಬೇರ್ಪಡಿಸಲಾಗದ ತಾಪನ ವ್ಯವಸ್ಥೆಯನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸುವಾಗ, ಒತ್ತುವುದು, ಬೆಸುಗೆ ಹಾಕುವುದು ಮತ್ತು ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಜಂಟಿ
ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ನೋಡೋಣ. ಈ ಡಾಕಿಂಗ್ ತಂತ್ರವನ್ನು 108 ಮಿಮೀ ಅಥವಾ ಹೆಚ್ಚಿನ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ಗಳಿಗೆ ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ. ತಾಪನ ವಸ್ತುಗಳ ಗೋಡೆಯ ದಪ್ಪವು ಕನಿಷ್ಠ 1.5 ಮಿಮೀ ಇರಬೇಕು. ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ಕೈಗೊಳ್ಳಲು, ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಬಟ್ಗೆ ಮಾತ್ರ ಅಗತ್ಯವಾಗಿರುತ್ತದೆ, ಆದರೆ ಸರಿಯಾದ ತಾಪಮಾನವು 1084 ಡಿಗ್ರಿಗಳಾಗಿರಬೇಕು. ತಾಪನವನ್ನು ಸ್ಥಾಪಿಸಲು ಈ ಆಯ್ಕೆಯನ್ನು ಕೈಯಿಂದ ಮಾಡಲು ಶಿಫಾರಸು ಮಾಡುವುದಿಲ್ಲ ಎಂದು ಸೇರಿಸುವುದು ಯೋಗ್ಯವಾಗಿದೆ.
ಇಲ್ಲಿಯವರೆಗೆ, ಬಿಲ್ಡರ್ಗಳು ಹಲವಾರು ರೀತಿಯ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಬಳಸುತ್ತಾರೆ:
- ಆಕ್ಸಿ-ಅಸಿಟಿಲೀನ್ ಪ್ರಕಾರದ ಬರ್ನರ್ಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಗ್ಯಾಸ್ ವೆಲ್ಡಿಂಗ್.
- ಸೇವಿಸುವ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್, ಜಡ ಅನಿಲ ಪರಿಸರದಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ - ಆರ್ಗಾನ್ ಅಥವಾ ಹೀಲಿಯಂ.
- ಸೇವಿಸಲಾಗದ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸುವ ವೆಲ್ಡಿಂಗ್.
ಹೆಚ್ಚಿನ ಸಂದರ್ಭಗಳಲ್ಲಿ, ತಾಮ್ರದ ಅಂಶಗಳನ್ನು ಸೇರಲು ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಪೈಪ್ಲೈನ್ ಅನ್ನು ಜೋಡಿಸಲು ಯೋಜಿಸಲಾದ ಪೈಪ್ಗಳು ಶುದ್ಧ ತಾಮ್ರದಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದ್ದರೆ, ಆರ್ಗಾನ್, ಸಾರಜನಕ ಅಥವಾ ಹೀಲಿಯಂ ಪರಿಸರದಲ್ಲಿ ಅಲ್ಲದ ಫ್ಯೂಸಿಬಲ್ ಟಂಗ್ಸ್ಟನ್ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸುವುದು ಅವಶ್ಯಕ. ತಾಮ್ರದ ಅಂಶಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ, ಪ್ರಕ್ರಿಯೆಯು ವೇಗವಾಗಿರಬೇಕು.ಇದು ಪೈಪ್ನ ಲೋಹದ ತಳದಲ್ಲಿ ವಿವಿಧ ಆಕ್ಸಿಡೀಕರಣಗಳ ರಚನೆಯನ್ನು ತಡೆಯುತ್ತದೆ.











ತಾಮ್ರದ ಕೊಳವೆಗಳ ವೆಲ್ಡಿಂಗ್ ಜಂಟಿ
ಅಂತಹ ಸಂಪರ್ಕಕ್ಕೆ ಶಕ್ತಿಯನ್ನು ನೀಡಲು, ಡಾಕಿಂಗ್ ಕೆಲಸವನ್ನು ಪೂರ್ಣಗೊಳಿಸಿದ ನಂತರ, ಪರಿಣಾಮವಾಗಿ ಕೀಲುಗಳ ಹೆಚ್ಚುವರಿ ಮುನ್ನುಗ್ಗುವಿಕೆಯನ್ನು ಕೈಗೊಳ್ಳಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ.
ಫ್ಲೇರಿಂಗ್ ಸಂಪರ್ಕ
ತಾಪನ ವ್ಯವಸ್ಥೆಗಳ ಅನುಸ್ಥಾಪನೆಯ ಸಮಯದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಟಾರ್ಚ್ಗಳ ಬಳಕೆಯು ಕೆಲವು ಅನಾನುಕೂಲತೆಯನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ ಎಂದು ಅದು ಸಂಭವಿಸುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಫ್ಲೇರಿಂಗ್ ತಾಮ್ರದ ಪೈಪ್ ಕೀಲುಗಳನ್ನು ಆಶ್ರಯಿಸಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ. ಈ ಅನುಸ್ಥಾಪನಾ ವಿಧಾನವು ಡಿಟ್ಯಾಚೇಬಲ್ ಆಗಿ ಹೊರಹೊಮ್ಮುತ್ತದೆ, ಇದು ಬಲವಂತದ ತಾಪನ ಜೋಡಣೆಯ ಸಂದರ್ಭದಲ್ಲಿ ಧನಾತ್ಮಕ ಪಾತ್ರವನ್ನು ವಹಿಸುತ್ತದೆ.
ಈ ರೀತಿಯ ಕಾರ್ಯಾಚರಣೆಗೆ ಫ್ಲೇರಿಂಗ್ ಸಾಧನದ ಕಡ್ಡಾಯ ಉಪಸ್ಥಿತಿ ಅಗತ್ಯವಿರುತ್ತದೆ. ಫ್ಲೇರಿಂಗ್ ಮೂಲಕ ತಾಪನ ಕೊಳವೆಗಳನ್ನು ಹೇಗೆ ಸಂಪರ್ಕಿಸುವುದು ಎಂಬುದನ್ನು ನಾವು ವಿವರವಾಗಿ ವಿವರಿಸಲು ಪ್ರಯತ್ನಿಸುತ್ತೇವೆ:
- ಮೊದಲಿಗೆ, ವಸ್ತುವಿನ ಗರಗಸದ ಸಮಯದಲ್ಲಿ ರೂಪುಗೊಂಡ ಸ್ಕಫ್ಗಳು ಮತ್ತು ಬರ್ರ್ಸ್ ಅನ್ನು ಅದರ ಮೇಲ್ಮೈಯಿಂದ ತೆಗೆದುಹಾಕಲು ಪೈಪ್ನ ತುದಿಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗುತ್ತದೆ;
- ಪೈಪ್ನಲ್ಲಿ ಜೋಡಣೆಯನ್ನು ನಿವಾರಿಸಲಾಗಿದೆ;
- ನಂತರ ಪೈಪ್ ಅನ್ನು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಸಾಧನಕ್ಕೆ ಸೇರಿಸಲಾಗುತ್ತದೆ, ಅದರ ಸಹಾಯದಿಂದ ಮತ್ತಷ್ಟು ವಿಸ್ತರಣೆಯನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ;
- ನಂತರ ನೀವು ಪೈಪ್ನ ತುದಿಯ ಕೋನವು 45 ಡಿಗ್ರಿಗಳನ್ನು ತಲುಪುವವರೆಗೆ ಉಪಕರಣದ ಸ್ಕ್ರೂ ಅನ್ನು ಬಿಗಿಗೊಳಿಸಲು ಪ್ರಾರಂಭಿಸಬೇಕು;
- ಪೈಪ್ ಪ್ರದೇಶವು ಸಂಪರ್ಕಕ್ಕೆ ಸಿದ್ಧವಾದ ನಂತರ, ಅದಕ್ಕೆ ಜೋಡಣೆಯನ್ನು ತರಬೇಕು ಮತ್ತು ಬೀಜಗಳನ್ನು ಬಿಗಿಗೊಳಿಸಬೇಕು.
ಕೆಳಗಿನ ವೀಡಿಯೊದಲ್ಲಿ ನೀವು ಪ್ರಕ್ರಿಯೆಯ ಕುರಿತು ಇನ್ನಷ್ಟು ತಿಳಿದುಕೊಳ್ಳಬಹುದು.
ಸಂಪರ್ಕ ವಿಧಾನವನ್ನು ಒತ್ತಿರಿ
ತಾಪನ ಕೊಳವೆಗಳನ್ನು ಸ್ಥಾಪಿಸಲು ಮೇಲಿನ ಎಲ್ಲಾ ವಿಧಾನಗಳ ಜೊತೆಗೆ, ಒತ್ತುವ ತಂತ್ರವೂ ಇದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ ತಾಮ್ರದ ಅಂಶಗಳನ್ನು ಸೇರಲು, ಪೈಪ್ನ ಹಿಂದೆ ಸಿದ್ಧಪಡಿಸಿದ ತುದಿಯನ್ನು ಅದು ನಿಲ್ಲುವವರೆಗೆ ಜೋಡಣೆಗೆ ಸೇರಿಸುವುದು ಅವಶ್ಯಕ. ಇದರ ನಂತರ, ಹೈಡ್ರಾಲಿಕ್ ಅಥವಾ ಹಸ್ತಚಾಲಿತ ಪ್ರೆಸ್ ಅನ್ನು ಬಳಸುವುದು ಅಗತ್ಯವಾಗಿರುತ್ತದೆ, ಅದರ ಮೂಲಕ ಪೈಪ್ಗಳನ್ನು ಸರಿಪಡಿಸಲಾಗುತ್ತದೆ.
ದಪ್ಪ-ಗೋಡೆಯ ಕೊಳವೆಗಳಿಂದ ತಾಪನವನ್ನು ಜೋಡಿಸಲು ಯೋಜಿಸಿದ್ದರೆ, ವಿಶೇಷ ಸಂಕೋಚನ ತೋಳುಗಳನ್ನು ಹೊಂದಿರುವ ಪತ್ರಿಕಾ ಫಿಟ್ಟಿಂಗ್ಗಳು ಅಗತ್ಯವಾಗಿರುತ್ತದೆ. ಈ ಅಂಶಗಳು ಒಳಗಿನಿಂದ ಬಿಸಿಮಾಡಲು ಪೈಪ್ಗಳು ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಸಂಕುಚಿತಗೊಳಿಸಲು ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ, ಆದರೆ ಬಾಹ್ಯ ಮುದ್ರೆಗಳು ರಚನೆಯ ಅತ್ಯುತ್ತಮ ಬಿಗಿತವನ್ನು ಒದಗಿಸುತ್ತದೆ.
ಥ್ರೆಡ್ ಪ್ರಕಾರದ ಸಂಪರ್ಕಗಳು
ದುರದೃಷ್ಟವಶಾತ್, ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ಥ್ರೆಡ್ ಸಂಪರ್ಕಗಳೊಂದಿಗೆ ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಕಂಡುಹಿಡಿಯುವುದು ಅಸಾಧ್ಯ, ಮತ್ತು ಆದ್ದರಿಂದ ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಭಾಗಗಳನ್ನು ಸೇರಲು ಯೂನಿಯನ್ ಅಡಿಕೆ ಹೊಂದಿರುವ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸುವುದು ವಾಡಿಕೆ.
ಇತರ ವಸ್ತುಗಳಿಂದ ಮಾಡಿದ ಕೊಳವೆಗಳೊಂದಿಗೆ ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸೇರಲು, ಕಂಚಿನ ಅಥವಾ ಹಿತ್ತಾಳೆಯ ಥ್ರೆಡ್ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಅವರ ಬಳಕೆಯು ಗಾಲ್ವನಿಕ್ ಸವೆತದ ಸಾಧ್ಯತೆಯನ್ನು ನಿವಾರಿಸುತ್ತದೆ. ಪೈಪ್ಗಳು ವ್ಯಾಸದಲ್ಲಿ ಭಿನ್ನವಾಗಿರುವ ಸಂದರ್ಭದಲ್ಲಿ, ವಿಶೇಷ ಎಕ್ಸ್ಪಾಂಡರ್ಗಳ ಸಹಾಯವನ್ನು ಆಶ್ರಯಿಸಿ.
ತಾಮ್ರದ ತಾಪನ ವ್ಯವಸ್ಥೆಗಳಿಗೆ ಇಂದು ಬಳಸುವ ಮುದ್ರೆಗಳ ಪ್ರಕಾರಗಳನ್ನು ಪರಿಗಣಿಸಿ, ಎರಡು ರೀತಿಯ ಥ್ರೆಡ್ ಸಂಪರ್ಕಗಳಿವೆ:
- ಶಂಕುವಿನಾಕಾರದ ಪ್ರಕಾರದ ಬಲವರ್ಧನೆಗಳು ("ಅಮೇರಿಕನ್"). ಹೆಚ್ಚಿನ ತಾಪಮಾನ ಸೂಚಕಗಳ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ತಾಪನ ಅನುಸ್ಥಾಪನೆಗೆ ಈ ಅಂಶಗಳನ್ನು ಶಿಫಾರಸು ಮಾಡಲಾಗಿದೆ.
- ಫ್ಲಾಟ್ ರೀತಿಯ ಸಂಪರ್ಕಗಳು. ಅಂತಹ ವಸ್ತುಗಳು ವಿವಿಧ ಬಣ್ಣಗಳ ಪಾಲಿಮರಿಕ್ ವಸ್ತುಗಳಿಂದ ಮಾಡಿದ ವಿನ್ಯಾಸದ ಮುದ್ರೆಗಳಲ್ಲಿ ಸೇರಿವೆ. ಅಂತಹ ಅಂಶಗಳೊಂದಿಗೆ ನೀವು ಕೆಲಸ ಮಾಡುವ ತಾಪಮಾನವನ್ನು ಸೂಚಿಸಲು ಗ್ಯಾಸ್ಕೆಟ್ಗಳನ್ನು ವಿವಿಧ ಬಣ್ಣಗಳಲ್ಲಿ ಚಿತ್ರಿಸಲಾಗುತ್ತದೆ.
ತಾಮ್ರದ ಕೊಳವೆಗಳಿಗೆ ಸಂಪರ್ಕ ರೇಖಾಚಿತ್ರ
ಬ್ರೇಕ್ ಪೈಪ್ಗಳ ಉದ್ದೇಶ
ಯಾವುದೇ ಹೈಡ್ರಾಲಿಕ್ ವ್ಯವಸ್ಥೆಗೆ ರೇಖೆಗಳ ಅಗತ್ಯವಿದೆ, ಅದರ ಮೂಲಕ ದ್ರವವನ್ನು ಕೆಲಸದ ಕಾರ್ಯವಿಧಾನಗಳಿಗೆ ಸರಬರಾಜು ಮಾಡಲಾಗುತ್ತದೆ. ಕಾರಿನ ಬ್ರೇಕಿಂಗ್ ವ್ಯವಸ್ಥೆಯು ಇದಕ್ಕೆ ಹೊರತಾಗಿಲ್ಲ, ಆದರೆ ಇದು ತನ್ನದೇ ಆದ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿದೆ.ಅವು ಬ್ರೇಕ್ಗಳ ವಿನ್ಯಾಸ ಮತ್ತು ಬಳಸಿದ ಕೆಲಸದ ದ್ರವದ ತಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳೊಂದಿಗೆ ಸಂಪರ್ಕ ಹೊಂದಿವೆ, ಇದಕ್ಕೆ ಅತ್ಯಂತ ಕಠಿಣ ಅವಶ್ಯಕತೆಗಳನ್ನು ವಿಧಿಸಲಾಗುತ್ತದೆ:
- ಇದು 200 ಡಿಗ್ರಿಗಿಂತ ಹೆಚ್ಚಿನ ತಾಪಮಾನದಲ್ಲಿ ಕುದಿಸಬಾರದು;
- ನಲವತ್ತು ಡಿಗ್ರಿ ಫ್ರಾಸ್ಟ್ನಲ್ಲಿ ದ್ರವತೆಯನ್ನು ಕಳೆದುಕೊಳ್ಳಬೇಡಿ;
- ಬ್ರೇಕ್ ಸಿಸ್ಟಮ್ನ ರಬ್ಬರ್ ಭಾಗಗಳಿಗೆ ಆಕ್ರಮಣಕಾರಿಯಾಗಿರಬಾರದು;
- ತುಕ್ಕುಗೆ ಕಾರಣವಾಗುವುದಿಲ್ಲ.
ಆಧುನಿಕ ಕಾರಿನ ವಾಹನದ ಅವಿಭಾಜ್ಯ ಅಂಗವಾಗಿರುವ ಬ್ರೇಕ್ ಪೈಪ್ಗಳಿಗೆ ಕೊನೆಯ ಹಂತವು ವಿಶೇಷವಾಗಿ ಮುಖ್ಯವಾಗಿದೆ. ವಿಶಿಷ್ಟ ಬ್ರೇಕಿಂಗ್ ಸಿಸ್ಟಮ್ನ ಕಾರ್ಯಾಚರಣೆಯ ತತ್ವವನ್ನು ಪರಿಗಣಿಸಿ.
ವಾಹನ ಸ್ಟಾಪ್ ಅಲ್ಗಾರಿದಮ್ ಈ ಕೆಳಗಿನ ಕ್ರಿಯೆಗಳೊಂದಿಗೆ ಸಂಬಂಧಿಸಿದೆ:
- ಚಾಲಕ, ಅಗತ್ಯವಿದ್ದರೆ, ಕಾರಿನ ವೇಗವನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ನಿಲ್ಲಿಸುವವರೆಗೆ ಕಡಿಮೆ ಮಾಡಲು, ಸರಿಯಾದ ಬಲದಿಂದ ಬ್ರೇಕ್ ಪೆಡಲ್ ಅನ್ನು ಒತ್ತುತ್ತಾನೆ;
- ಪೆಡಲ್ ರಾಡ್ ನೇರವಾಗಿ ಬ್ರೇಕ್ ಮಾಸ್ಟರ್ ಸಿಲಿಂಡರ್ನ ಪಿಸ್ಟನ್ ಮೇಲೆ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ, ಅದನ್ನು ಕಾರ್ಯರೂಪಕ್ಕೆ ತರುತ್ತದೆ;
- ಪಿಸ್ಟನ್, ಸಿಲಿಂಡರ್ನಲ್ಲಿ ಚಲಿಸುತ್ತದೆ, ಬ್ರೇಕ್ ದ್ರವದ ಮೇಲೆ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ, ಒಂದು ನಿರ್ದಿಷ್ಟ ವಿದ್ಯಮಾನವನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ;
- ದ್ರವ, ಅದರ ಸಂಕುಚಿತತೆಯು ಶೂನ್ಯಕ್ಕೆ ಹತ್ತಿರದಲ್ಲಿದೆ, ಹೆದ್ದಾರಿಯ ಉದ್ದಕ್ಕೂ ಚಲಿಸುತ್ತದೆ ಮತ್ತು ಪ್ರತಿಯೊಂದು ಚಕ್ರಗಳಲ್ಲಿರುವ ಬ್ರೇಕ್ ಸಿಲಿಂಡರ್ಗಳ ಮೇಲೆ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ;
- ಪಿಸ್ಟನ್ಗಳು ಬ್ರೇಕ್ ಪ್ಯಾಡ್ಗಳಿಗೆ ಆವೇಗವನ್ನು ರವಾನಿಸುತ್ತವೆ, ಇದು ಡಿಸ್ಕ್ಗಳ ವಿರುದ್ಧ ಒತ್ತುವ ಮೂಲಕ ಬ್ರೇಕಿಂಗ್ ಬಲವನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ, ಚಕ್ರಗಳ ತಿರುಗುವಿಕೆಯನ್ನು ನಿಧಾನಗೊಳಿಸುತ್ತದೆ.
ಈ ಸರಪಳಿಯಲ್ಲಿ, ಬ್ರೇಕ್ ಪೈಪ್ಗಳು ಹೈಡ್ರಾಲಿಕ್ ಲೈನ್ನ ಅವಿಭಾಜ್ಯ ಅಂಗವಾಗಿದ್ದು, ಅದರ ಮೂಲಕ ಕೆಲಸ ಮಾಡುವ ದ್ರವವು ಚಲಿಸುತ್ತದೆ. ಟಿಜೆ ಸೋರಿಕೆಯನ್ನು ತಡೆಗಟ್ಟುವುದು ಅವರ ಕಾರ್ಯವಾಗಿದೆ, ಆದ್ದರಿಂದ ಬ್ರೇಕ್ ಸಿಸ್ಟಮ್ನ ಇತರ ಅಂಶಗಳೊಂದಿಗೆ ಅವರ ಸಂಪರ್ಕದ ಗುಣಮಟ್ಟವು ನಿರ್ದಿಷ್ಟ ಪ್ರಾಮುಖ್ಯತೆಯನ್ನು ಹೊಂದಿದೆ. ಇದಕ್ಕಾಗಿ, ಫ್ಲೇರಿಂಗ್ ಎಂಬ ತಾಂತ್ರಿಕ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.









ಅದರ ಸಾರವು ಅದರ ವ್ಯಾಸವನ್ನು ಏಕರೂಪವಾಗಿ ಹೆಚ್ಚಿಸುವ ರೀತಿಯಲ್ಲಿ ಟ್ಯೂಬ್ನ ಅಂತಿಮ ವಿಭಾಗದ ವಿರೂಪದಲ್ಲಿದೆ (ಟ್ಯೂಬ್ ತುದಿಯ ವ್ಯಾಸವನ್ನು ಕಿರಿದಾಗಿಸುವ ವಿರುದ್ಧ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ರೋಲಿಂಗ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ). ಟ್ಯೂಬ್ಗಳನ್ನು ಪರಸ್ಪರ ಅಥವಾ ಟ್ಯೂಬ್ನ ಮ್ಯಾನಿಫೋಲ್ಡ್ಗೆ ಅತ್ಯಂತ ಬಿಗಿಯಾದ ಸಂಪರ್ಕವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಫ್ಲೇರಿಂಗ್ ಅಗತ್ಯವಿದೆ.
ನಾವು ಈಗಾಗಲೇ ಗಮನಿಸಿದಂತೆ, ಬ್ರೇಕ್ ಪೈಪ್ಗಳು ಯಾಂತ್ರಿಕ ಒತ್ತಡಕ್ಕೆ ಒಳಗಾಗುತ್ತವೆ, ಅವುಗಳು ಹಾನಿಗೊಳಗಾಗಬಹುದು, ಇದರಿಂದಾಗಿ ಸಿಸ್ಟಮ್ ಖಿನ್ನತೆಗೆ ಒಳಗಾಗಬಹುದು - ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಅವುಗಳನ್ನು ಬದಲಿಸಲು ತಕ್ಷಣದ ಕಾರ್ಯಾಚರಣೆಯ ಅಗತ್ಯವಿರುತ್ತದೆ. ಈ ಬ್ರೇಕ್ ಸಿಸ್ಟಮ್ ಘಟಕವನ್ನು ಬದಲಿಸಲು ಸಾಮಾನ್ಯವಾದ ಉಡುಗೆ ಮತ್ತು ಕಣ್ಣೀರು ಹೆಚ್ಚು ಸಾಮಾನ್ಯ ಕಾರಣವಾಗಿದೆ.
ಟ್ಯೂಬ್ ಅನ್ನು ವಿಸ್ತರಿಸುವ ವಿಧಾನವು ಮೂರು ಹಂತಗಳನ್ನು ಒಳಗೊಂಡಿದೆ:
- ಟ್ಯೂಬ್ ಶೀಟ್ ಮತ್ತು ಟ್ಯೂಬ್ನ ತುದಿಯ ನಡುವಿನ ಅಗತ್ಯ ಅಂತರದ ನಿರ್ಣಯ;
- ಟ್ಯೂಬ್ಗಳು ಮತ್ತು ಟ್ಯೂಬ್ ಶೀಟ್ಗಳೆರಡನ್ನೂ ಉರಿಯುವುದು;
- ಟ್ಯೂಬ್ನ ಒಳಗಿನ ಗೋಡೆಗಳಿಂದ ಡ್ಯಾಂಪಿಂಗ್ ಲೋಡ್ ಅನ್ನು ತೆಗೆಯುವುದು.
ವಿರೂಪತೆಯ ತಂತ್ರಜ್ಞಾನವು ಬ್ರೇಕ್ ಟ್ಯೂಬ್ನ ಲೋಹವನ್ನು ಪ್ಲಾಸ್ಟಿಕ್ ವಿರೂಪಗೊಳಿಸುವಿಕೆಗೆ ಒಳಪಡಿಸುತ್ತದೆ ಮತ್ತು ಗ್ರಿಲ್ನ ಲೋಹವು ಸ್ಥಿತಿಸ್ಥಾಪಕ ವಿರೂಪಕ್ಕೆ ಒಳಗಾಗುತ್ತದೆ. ಈ ಸ್ಥಿತಿಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು, ಗ್ರ್ಯಾಟಿಂಗ್ ಅನ್ನು ಗಟ್ಟಿಯಾದ ಲೋಹದಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಇದು ವಿಸ್ತರಣೆಯ ಹಂತವನ್ನು ಪೂರ್ಣಗೊಳಿಸಿದ ನಂತರ, ಟ್ಯೂಬ್ ಅನ್ನು ಸಂಪೂರ್ಣವಾಗಿ "ಗ್ರಹಿಸಲು" ಟ್ಯೂಬ್ ತುರಿ ಮಾಡುತ್ತದೆ.
ಅಂತಹ ಸಂಪರ್ಕದ ಅಗತ್ಯವಿರುವ ಬಿಗಿತವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳುವುದು ಸಂಪರ್ಕಿಸುವ ಭಾಗಗಳ ಹೊರಗಿನ ಮೇಲ್ಮೈಗಳ ನಡುವೆ ರೂಪುಗೊಂಡ ಸಂಪರ್ಕ ಒತ್ತಡದ ವಿಧಾನವನ್ನು ಅನ್ವಯಿಸುವ ಮೂಲಕ ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ. ಕೆಲವು ಸಂದರ್ಭಗಳಲ್ಲಿ, ಭುಗಿಲೆದ್ದ ಪೈಪ್ ತುದಿಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ತಂತ್ರಜ್ಞಾನವು ವೆಲ್ಡಿಂಗ್ನ ಬಳಕೆಯನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ - ಈ ವಿಧಾನವನ್ನು ಸಂಯೋಜಿತ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ಕಾರ್ಖಾನೆಯಲ್ಲಿ, ಹೈಡ್ರಾಲಿಕ್, ನ್ಯೂಮ್ಯಾಟಿಕ್ ಅಥವಾ ಎಲೆಕ್ಟ್ರಿಕ್ ಟೈಪ್ ಡ್ರೈವ್ ಹೊಂದಿದ ವಿಶೇಷ ಯಂತ್ರವನ್ನು ಬಳಸಿಕೊಂಡು ಫ್ಲೇರಿಂಗ್ ಅನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ, ಇದು ತಿರುಗುವಿಕೆಯ ವೇಗವನ್ನು ನಿಯಂತ್ರಿಸುವ ಸಾಧ್ಯತೆಯನ್ನು ಒದಗಿಸುತ್ತದೆ. ಸಂಪರ್ಕದ ಅಗತ್ಯವಿರುವ ವಿಶ್ವಾಸಾರ್ಹತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಇದು ಡ್ರೈವ್ಗೆ ಬಿಟ್ಟದ್ದು.
ಬ್ರೇಕ್ ಪೈಪ್ಗಳನ್ನು ಬದಲಾಯಿಸುವಾಗ, ಸ್ವಯಂ ಅಂಗಡಿಯಲ್ಲಿ ಖರೀದಿಸಬಹುದಾದ ವಿಶೇಷ ಉಪಕರಣವನ್ನು ಬಳಸಿಕೊಂಡು ಫ್ಲೇರಿಂಗ್ ಅನ್ನು ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ.
ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ವಿಧಾನಗಳು
ಪ್ರಾಯೋಗಿಕವಾಗಿ, ತಾಮ್ರದ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಜೋಡಿಸುವ ಎರಡು ವಿಧಾನಗಳಲ್ಲಿ ಒಂದನ್ನು ಬಳಸಲಾಗುತ್ತದೆ - ಬೆಸುಗೆ ಹಾಕುವ ಅಥವಾ ಯಾಂತ್ರಿಕ ಕ್ರಿಂಪಿಂಗ್ ಮೂಲಕ.
ಗ್ಯಾಸ್ ಟಾರ್ಚ್ನೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕುವ ರಹಸ್ಯಗಳು
ಸಿಸ್ಟಮ್ ಅನ್ನು ಆರೋಹಿಸಲು ಬೆಸುಗೆ ಹಾಕುವ ವಿಧಾನವನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ, ಕೆಳಗಿನವುಗಳನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳಬೇಕು: ಈ ರೀತಿಯಲ್ಲಿ ಮಾಡಿದ ಎಲ್ಲಾ ಸಂಪರ್ಕಗಳು ಒಂದು ತುಂಡು. ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯು ಹೆಚ್ಚಿನ ಶೇಕಡಾವಾರು ಬಿಗಿತದ ಭರವಸೆಯನ್ನು ಒದಗಿಸುತ್ತದೆ, ಆದರೆ ಕೆಲವು ನಿರ್ವಹಣೆ ನಿರ್ಬಂಧಗಳನ್ನು ವಿಧಿಸುತ್ತದೆ. ಹೆಚ್ಚುವರಿ ಸಂಕೀರ್ಣತೆ ಇಲ್ಲದೆ ಸಿಸ್ಟಮ್ ಅನ್ನು ಅಪ್ಗ್ರೇಡ್ ಮಾಡುವುದು ಸಾಮಾನ್ಯವಾಗಿ ಅಸಾಧ್ಯ.
ಆದ್ದರಿಂದ, ನೀರು ಸರಬರಾಜಿನ (ತಾಪನ ವ್ಯವಸ್ಥೆ) ಕೆಲವು ಭಾಗವನ್ನು ಬದಲಾಯಿಸಲು ಅಗತ್ಯವಿದ್ದರೆ, ಉದಾಹರಣೆಗೆ, ಹೊಸ ಉಪಕರಣಗಳ ಪರಿಚಯದಿಂದಾಗಿ, ತೊಂದರೆಗಳು ಉಂಟಾಗಬಹುದು. ವ್ಯವಸ್ಥೆಯಲ್ಲಿ ಜೋಡಣೆ, ಟೀ ಅಥವಾ ಇತರ ಭಾಗವನ್ನು ಪರಿಚಯಿಸಲು ಸಾಧ್ಯವಾಗುವಂತೆ ನೀವು ಮತ್ತೆ ಗ್ಯಾಸ್ ಬರ್ನರ್ ಮತ್ತು ಬೆಸುಗೆ ಹಾಕುವ ತಂತ್ರವನ್ನು ಬಳಸಬೇಕಾಗುತ್ತದೆ.
ಆದ್ದರಿಂದ, ಬೆಸುಗೆ ಕೀಲುಗಳನ್ನು ಗೋಡೆಗಳಲ್ಲಿ ಅಥವಾ ಮಹಡಿಗಳ ಕೆಳಗಿರುವ ಗುಪ್ತ ಕೊಳಾಯಿ ಯೋಜನೆಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಬೆಸುಗೆ ಹಾಕುವ ಪ್ರಕ್ರಿಯೆಯು ಗ್ಯಾಸ್ ಬರ್ನರ್ (ತೆರೆದ ಬೆಂಕಿ ಮತ್ತು ದಹನ ಉತ್ಪನ್ನಗಳು) ಕಾರ್ಯಾಚರಣೆಯೊಂದಿಗೆ ಬೇರ್ಪಡಿಸಲಾಗದಂತೆ ಸಂಬಂಧ ಹೊಂದಿದೆ. ಆದ್ದರಿಂದ, ಈ ತಂತ್ರವು ಯಾವಾಗಲೂ ಅನುಸ್ಥಾಪನೆಗೆ ಸೂಕ್ತವಲ್ಲ, ವಿಶೇಷವಾಗಿ ಹಿಂದೆ ಉತ್ತಮವಾದ ಮುಕ್ತಾಯವನ್ನು ನಿರ್ವಹಿಸಿದ ಕೋಣೆಗಳಲ್ಲಿ.
ಹಂತ ಹಂತದ ಅನುಸ್ಥಾಪನಾ ಪ್ರಕ್ರಿಯೆ ಬೆಸುಗೆ ಹಾಕುವುದು:
- ಎರಡು ಕೊಳವೆಗಳನ್ನು ಗಾತ್ರಕ್ಕೆ ಕತ್ತರಿಸಲಾಗುತ್ತದೆ.ಅಂತಿಮ ಪ್ರದೇಶವನ್ನು ಬರ್ರ್ಸ್ನಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗುತ್ತದೆ.
- ಒಂದು ಪೈಪ್ನ ಕೊನೆಯ ಭಾಗವನ್ನು ಕ್ಯಾಲಿಬ್ರೇಟರ್ನೊಂದಿಗೆ ವಿಸ್ತರಿಸಲಾಗುತ್ತದೆ - ಗಂಟೆಯನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ.
- ಲೋಹದ ಕುಂಚ ಮತ್ತು ಮರಳು ಕಾಗದದೊಂದಿಗೆ, ಬೆಸುಗೆ ಹಾಕುವ ಬಿಂದುಗಳನ್ನು ಹೊಳಪಿಗೆ ಸ್ವಚ್ಛಗೊಳಿಸಿ.
- ಸ್ವಚ್ಛಗೊಳಿಸಿದ ಮೇಲ್ಮೈಗಳನ್ನು ಫ್ಲಕ್ಸ್ ಪರಿಹಾರದೊಂದಿಗೆ ಚಿಕಿತ್ಸೆ ನೀಡಲಾಗುತ್ತದೆ.
- ಸಂಸ್ಕರಿಸಿದ ಭಾಗಗಳನ್ನು ಒಂದರೊಳಗೆ ಸೇರಿಸಲಾಗುತ್ತದೆ.
- ಜಂಕ್ಷನ್ ಅನ್ನು ಬೆಸುಗೆ (350-500ºС) ಕರಗುವ ಬಿಂದುವಿಗೆ ಬರ್ನರ್ನೊಂದಿಗೆ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ.
- ಬೆಸುಗೆ ರಾಡ್ನ ಅಂತ್ಯವು ಸಾಕೆಟ್ನ ಕೆಳ ಅಂಚನ್ನು ಮುಟ್ಟುತ್ತದೆ.
ಹೆಚ್ಚಿನ ತಾಪಮಾನದ ಪ್ರಭಾವದ ಅಡಿಯಲ್ಲಿ, ಫ್ಲಕ್ಸ್ ಹೊಗೆಯಿಂದ ರಚಿಸಲಾದ ಕ್ಯಾಪಿಲ್ಲರಿ ಪರಿಣಾಮದಿಂದಾಗಿ ಬೆಸುಗೆ ಕರಗುತ್ತದೆ ಮತ್ತು ನಳಿಕೆಯ ಗೋಡೆಗಳು ಮತ್ತು ಸಾಕೆಟ್ ನಡುವಿನ ಅಂತರಕ್ಕೆ ಧಾವಿಸುತ್ತದೆ. ಇದು ಅಚ್ಚುಕಟ್ಟಾಗಿ ಮತ್ತು ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಬೆಸುಗೆ ಜಂಟಿಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಇದು ಪೈಪ್-ಇನ್-ಪೈಪ್ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯ ಒಂದು ಉದಾಹರಣೆಯಾಗಿದೆ.
ಫಿಟ್ಟಿಂಗ್ ಮತ್ತು ಇತರ ಅಂಶಗಳೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು ಅದೇ ರೀತಿಯಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ.
ಬೆಸುಗೆ ಹಾಕುವ ತಾಮ್ರದ ಕೊಳವೆಗಳಿಗೆ ಹಂತ-ಹಂತದ ಸೂಚನೆಗಳು, ಹಾಗೆಯೇ ಕೆಲಸದ ತಾಂತ್ರಿಕ ಸೂಕ್ಷ್ಮ ವ್ಯತ್ಯಾಸಗಳನ್ನು ಈ ಲೇಖನದಲ್ಲಿ ನೀಡಲಾಗಿದೆ.
ಸಂಕೋಚನ ಫಿಟ್ಟಿಂಗ್ಗಳೊಂದಿಗೆ ಸಂಪರ್ಕ
ನಿಮ್ಮ ಸ್ವಂತ ಕೈಗಳಿಂದ ತಾಮ್ರದ ಕೊಳವೆಗಳ ಅನುಸ್ಥಾಪನೆಯನ್ನು ಮಾಡಲು ಇದು ತುಂಬಾ ಸುಲಭ ಮತ್ತು ಸುಲಭವಾಗಿದೆ, ನೀವು ಇನ್ನೊಂದು ವ್ಯಾಪಕ ತಂತ್ರಜ್ಞಾನವನ್ನು ಬಳಸಿದರೆ - ಯಾಂತ್ರಿಕ ಕ್ರಿಂಪಿಂಗ್. ಈ ಸಂದರ್ಭದಲ್ಲಿ ತಾಮ್ರದ ಕೊಳವೆಗಳ ಸಂಪರ್ಕವನ್ನು ರಚಿಸಲು, ವಿಶೇಷ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.










ಪಾಲಿಪ್ರೊಪಿಲೀನ್ ಕೊಳವೆಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡಲು ಸರಿಸುಮಾರು ಅದೇ ಅಂಶಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಆದರೆ ತಾಮ್ರಕ್ಕಾಗಿ, ಅವರು ಕ್ರಿಂಪ್ ರಿಂಗ್ನ ಸ್ವಲ್ಪ ವಿಭಿನ್ನ ವಿನ್ಯಾಸವನ್ನು ಮಾಡುತ್ತಾರೆ - ಒಂದು ತುಂಡು, ಕಟ್ ಇಲ್ಲದೆ.
ಸಂಕೋಚನ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಹಿತ್ತಾಳೆಯಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ವಸ್ತುಗಳ ಪ್ಲಾಸ್ಟಿಟಿಯ ಮಟ್ಟದಿಂದ ನಿರ್ಣಯಿಸುವುದು, ತಾಮ್ರ ಮತ್ತು ಹಿತ್ತಾಳೆಯ ಈ ಮೌಲ್ಯಗಳು ಬಹುತೇಕ ಒಂದೇ ಆಗಿರುತ್ತವೆ.
ಹಿತ್ತಾಳೆ-ತಾಮ್ರದ ಜೋಡಿ ಬಂಧದ ಪ್ರಮುಖ ಲಕ್ಷಣವೆಂದರೆ ವಸ್ತುಗಳ ನಡುವೆ ಗಾಲ್ವನಿಕ್ ಜೋಡಣೆಯ ಸಂಪೂರ್ಣ ಅನುಪಸ್ಥಿತಿಯಾಗಿದೆ.
ಈ ಅಂಶವು ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ಸಂಪರ್ಕದ ಶುದ್ಧತೆಯನ್ನು ಖಾತರಿಪಡಿಸುತ್ತದೆ - ಆಕ್ಸೈಡ್ಗಳ ಅನುಪಸ್ಥಿತಿ, ತುಕ್ಕು, ಇತ್ಯಾದಿ.
ಅಲ್ಯೂಮಿನಿಯಂನೊಂದಿಗೆ ಪರಿಸ್ಥಿತಿ ವಿಭಿನ್ನವಾಗಿದೆ. ಈ ಲೋಹವು ಹಿತ್ತಾಳೆಯಂತಲ್ಲದೆ, ತಾಮ್ರಕ್ಕೆ ಗ್ಯಾಲ್ವನಿಕ್ ಆಗಿ ಬಂಧಿತವಾಗಿದೆ. ಟ್ಯಾಪ್ ವಾಟರ್ ಲವಣಗಳೊಂದಿಗೆ ಸ್ಯಾಚುರೇಟೆಡ್ ಆಗಿರುವ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ, ಅಂದರೆ, ಇದು ಸಕ್ರಿಯ ವಿದ್ಯುದ್ವಿಚ್ಛೇದ್ಯವಾಗಿದ್ದು, ಎಲೆಕ್ಟ್ರೋಕೆಮಿಕಲ್ ಕ್ರಿಯೆಯ ಸಂಭವಕ್ಕೆ ಅನುಕೂಲಕರ ವಾತಾವರಣವು ರೂಪುಗೊಳ್ಳುತ್ತದೆ.
ಅಂತಹ ಪ್ರತಿಕ್ರಿಯೆಯ ಪ್ರಭಾವದ ಅಡಿಯಲ್ಲಿ, ಅಲ್ಯೂಮಿನಿಯಂ ನಾಶವಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, ತಾಮ್ರದ ಕೊಳವೆಗಳು ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ರೇಡಿಯೇಟರ್ಗಳ (ಅಥವಾ ಇತರ ಅಲ್ಯೂಮಿನಿಯಂ ಉಪಕರಣಗಳು) ನೇರ ಸಂಪರ್ಕವು ಅನಪೇಕ್ಷಿತವಾಗಿದೆ. ಉಕ್ಕಿನ ಪರಿವರ್ತನೆಗಳನ್ನು ಬಳಸಬೇಕು, ಉದಾಹರಣೆಗೆ.
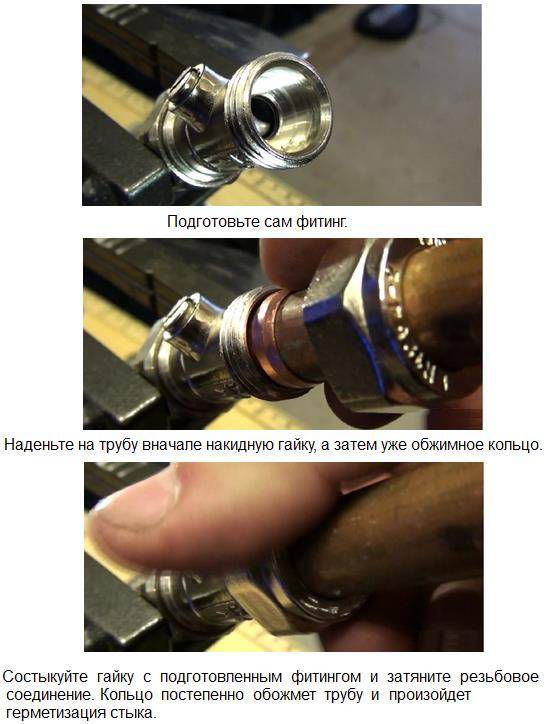
ಕ್ರಿಂಪಿಂಗ್ ಮೂಲಕ ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಆರೋಹಿಸುವುದು:
- ಪೈಪ್ನ ಅಂತಿಮ ಪ್ರದೇಶವನ್ನು ಡಿಬರ್ಡ್ ಮಾಡಲಾಗಿದೆ.
- ಪೈಪಿನ ತುದಿಯಲ್ಲಿ ಅಡಿಕೆ, ಫೆರುಲ್, ಫಿಟ್ಟಿಂಗ್ ಹಾಕಲಾಗುತ್ತದೆ.
- ಅಪೇಕ್ಷಿತ ಗಾತ್ರಕ್ಕೆ ವ್ರೆಂಚ್ನೊಂದಿಗೆ, ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಒಂದು ಸ್ಥಾನದಲ್ಲಿ ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳಲಾಗುತ್ತದೆ.
- ಎರಡನೇ ವ್ರೆಂಚ್ನೊಂದಿಗೆ, ಅಡಿಕೆ ಫಿಟ್ಟಿಂಗ್ನ ಥ್ರೆಡ್ನಲ್ಲಿ ತಿರುಗಿಸಲಾಗುತ್ತದೆ.
ತಾಮ್ರದ ಪೈಪ್ನ ವ್ಯಾಸದ ಉದ್ದಕ್ಕೂ ಕ್ರಿಂಪ್ ರಿಂಗ್ನ ಏಕರೂಪದ ಒತ್ತುವ ಕಾರಣದಿಂದಾಗಿ ಸಂಪರ್ಕದ ಬಿಗಿತವನ್ನು ಸಾಧಿಸಲಾಗುತ್ತದೆ. ಅಡಿಕೆ ಬಿಗಿಗೊಳಿಸುವಾಗ ತೀವ್ರ ಬಲವನ್ನು ಬಳಸಲು ಶಿಫಾರಸು ಮಾಡುವುದಿಲ್ಲ. ಆರಂಭಿಕ ನಿಲುಗಡೆ ಸ್ಥಳದಿಂದ, ಅಡಿಕೆ 1-2 ತಿರುವುಗಳನ್ನು ಹಿಗ್ಗಿಸಲು ಸಾಕು.
ಪ್ರೆಸ್ ಕನೆಕ್ಟರ್ಗಳನ್ನು ಬಳಸುವ ಪ್ರಯೋಜನಗಳೆಂದರೆ, ಅಗತ್ಯವಿದ್ದರೆ ಅವುಗಳನ್ನು ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡಬಹುದು ಮತ್ತು ಮತ್ತೆ ಜೋಡಿಸಬಹುದು. ಆದರೆ ಅದೇ ಸಮಯದಲ್ಲಿ, ಅಂತಹ ಕೀಲುಗಳ ಸೀಲಿಂಗ್ ಗುಣಮಟ್ಟವು ಬಾಹ್ಯ ಮತ್ತು ಆಂತರಿಕ ಪರಿಸರದ ತಾಪಮಾನದಲ್ಲಿನ ಬದಲಾವಣೆಗಳಿಂದ ಪ್ರಭಾವಿತವಾಗಿರುತ್ತದೆ.
ಆಗಾಗ್ಗೆ, ತಾಪಮಾನ ಬದಲಾವಣೆಗಳಿಂದಾಗಿ, ಕ್ರಿಂಪ್ ಸಂಪರ್ಕಗಳು ಸೋರಿಕೆಯಾಗುತ್ತವೆ. ಅಂತಹ ದೋಷವನ್ನು ಸರಳವಾಗಿ ಮತ್ತು ತ್ವರಿತವಾಗಿ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ - ಯೂನಿಯನ್ ಅಡಿಕೆ ಬಿಗಿಗೊಳಿಸುವ ಮೂಲಕ.
ಆದಾಗ್ಯೂ, ನೀರು ಸರಬರಾಜು ವ್ಯವಸ್ಥೆಯ ಗುಪ್ತ ಅನುಸ್ಥಾಪನೆಗೆ, ತಾಮ್ರದ ಕೊಳವೆಗಳ ಕೊಲೆಟ್ ಕೀಲುಗಳನ್ನು ಕ್ರಿಂಪಿಂಗ್ ಮಾಡುವ ವಿಧಾನವು ಸ್ಪಷ್ಟವಾಗಿ ಸೂಕ್ತವಲ್ಲ.



