
- ಕೆಲಸಕ್ಕೆ ತಯಾರಿ
- ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳ ಅಳವಡಿಕೆ
- ಪರಿಕರಗಳು
- ಸಂಕೋಚನ ಸಂಪರ್ಕ
- ಸಂಪರ್ಕವನ್ನು ಒತ್ತಿರಿ
- ಪುಶ್ ಫಿಟ್ ಸಂಪರ್ಕ
- ವಾಲ್ ಮೌಂಟ್
- ಫಿಟ್ಟಿಂಗ್ ವರ್ಗೀಕರಣ
- ಒತ್ತುವ ಮೊದಲು ಪೂರ್ವಸಿದ್ಧತಾ ಕೆಲಸ
- ಬಳಕೆಗೆ ಸೂಚನೆಗಳು
- ಕ್ರಿಂಪಿಂಗ್ ಪ್ರಕ್ರಿಯೆ
- ಫ್ಲಶಿಂಗ್ ಮತ್ತು ಒತ್ತುವುದು ಎಂದರೇನು
- ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳ ಸ್ಥಾಪನೆಯನ್ನು ನೀವೇ ಮಾಡಿ
- ಅಪಾರ್ಟ್ಮೆಂಟ್ ಕಟ್ಟಡಗಳಲ್ಲಿ ಪರೀಕ್ಷೆಗಳು
ಕೆಲಸಕ್ಕೆ ತಯಾರಿ
ಎಲ್ಲಾ ಅಳತೆ ಉಪಕರಣಗಳನ್ನು ಪರವಾನಗಿ ಪಡೆದ ಪರೀಕ್ಷಾ ಪ್ರಯೋಗಾಲಯದಿಂದ ಮೊದಲೇ ಪರಿಶೀಲಿಸಬೇಕು. ಹೈಡ್ರಾಲಿಕ್ ಪವರ್ ಪ್ಯಾಕ್ ಪರೀಕ್ಷಾ ಒತ್ತಡದ ಮ್ಯಾನಿಫೋಲ್ಡ್ ಮೂಲಕ ಒತ್ತಡದ ರೇಖೆಗೆ ಸಂಪರ್ಕ ಹೊಂದಿದೆ. ಸಂಗ್ರಾಹಕವು ಡ್ರೈನ್ ವಾಲ್ವ್ ಮತ್ತು ಒತ್ತಡದ ಗೇಜ್ ಅನ್ನು ಹೊಂದಿದೆ. ಒತ್ತಡದ ರೇಖೆಯ ಕೊನೆಯಲ್ಲಿ ಮತ್ತು ಆರಂಭದಲ್ಲಿ ಒತ್ತಡದ ಮಾಪಕಗಳನ್ನು ಸ್ಥಾಪಿಸಲಾಗಿದೆ.
ಕೊಳವೆಗಳ ಒತ್ತಡದ ಪರೀಕ್ಷೆಯ ಮೊದಲು, ಎಲ್ಲಾ ಕವಾಟಗಳು ಮತ್ತು ಗೇಟ್ಗಳನ್ನು ಮುಚ್ಚಬೇಕು.
ಪೈಪ್ಲೈನ್ನ ಒತ್ತಡ ಪರೀಕ್ಷೆಗೆ ತಯಾರಿ ಈ ಕೆಳಗಿನ ಹಂತಗಳನ್ನು ಒಳಗೊಂಡಿದೆ:
- ಕೆಲಸದ ದ್ರವದೊಂದಿಗೆ ಸರ್ಕ್ಯೂಟ್ ಅನ್ನು ತುಂಬುವುದು;
- ಪರೀಕ್ಷಾ ಒತ್ತಡಕ್ಕೆ ಸಮಾನವಾದ ಒತ್ತಡವನ್ನು ಅಲ್ಲಿ ರಚಿಸುವವರೆಗೆ ರೇಖೆಯನ್ನು ತುಂಬುವುದು;
- ಪರೀಕ್ಷಾ ಉಪಕರಣಗಳು ಮತ್ತು ಉಪಕರಣಗಳನ್ನು ಹೆದ್ದಾರಿಯ ಅಪೇಕ್ಷಿತ ವಿಭಾಗಕ್ಕೆ ಸಂಪರ್ಕಿಸಲಾಗುತ್ತಿದೆ.
ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳ ಅಳವಡಿಕೆ
ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ನಿಂದ ಮಾಡಿದ ಪೈಪ್ಲೈನ್ನ ಅನುಸ್ಥಾಪನೆಯು ಹಲವಾರು ಹಂತಗಳನ್ನು ಒಳಗೊಂಡಿದೆ:
- ವಸ್ತುಗಳ ತಯಾರಿಕೆ, ಉಪಕರಣಗಳು.
- ಸಂಪರ್ಕಗಳ ಸ್ಥಾಪನೆ.
- ಸಿದ್ಧಪಡಿಸಿದ ಪೈಪ್ಲೈನ್ನ ಪರೀಕ್ಷೆ.
ಎಲ್ಲಾ ರೀತಿಯ ಕೀಲುಗಳಿಗೆ ವಸ್ತು ತಯಾರಿಕೆಯು ಒಂದೇ ಆಗಿರುತ್ತದೆ. ಯೋಜನೆಯ ಪ್ರಕಾರ ಪೈಪ್ಗಳನ್ನು ಕತ್ತರಿಸಬೇಕು. ಅಳತೆ ಮಾಡುವಾಗ, ಫಿಟ್ಟಿಂಗ್ಗಾಗಿ ಉದ್ದದ ಅತಿಕ್ರಮಣವನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳಿ.

ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಅನ್ನು ಸುರುಳಿಗಳಲ್ಲಿ ಮಾರಾಟ ಮಾಡುವುದರಿಂದ, ಪೈಪ್ ಅನ್ನು ಸಮತಟ್ಟಾದ ಮೇಲ್ಮೈಯಲ್ಲಿ ರೋಲಿಂಗ್ ಮಾಡುವ ಮೂಲಕ ಅನುಸ್ಥಾಪನೆಯ ಮೊದಲು ವಸ್ತುವನ್ನು ನೇರಗೊಳಿಸಬೇಕು. ಮೊದಲಿಗೆ, ಪೈಪ್ ಅನ್ನು ರಾಗ್ಗಳ ಹಲವಾರು ಪದರಗಳಲ್ಲಿ ಸುತ್ತಿಡಬೇಕು.
ಪರಿಕರಗಳು
ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಸಂವಹನಗಳ ಅನುಸ್ಥಾಪನೆಗೆ ಉಪಕರಣಗಳ ಒಂದು ಸೆಟ್ ಪೈಪ್ಲೈನ್ನ ಭಾಗಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಯಾವ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ ಎಂಬುದರ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿರುತ್ತದೆ.
ಲೋಹದ-ಪಾಲಿಮರ್ ಕೊಳವೆಗಳಿಂದ ಪೈಪ್ಲೈನ್ ಅನ್ನು ಜೋಡಿಸಲು, ನೀವು ಹೊಂದಿರಬೇಕು:
- ವಸ್ತುಗಳನ್ನು ಕತ್ತರಿಸಲು ಪೈಪ್ ಕಟ್ಟರ್ ಅಥವಾ ಹ್ಯಾಕ್ಸಾ;
- ಕ್ಯಾಲಿಬ್ರೇಟರ್ - ಪೈಪ್ ಅನ್ನು ವಿಸ್ತರಿಸಲು ಮತ್ತು ವೃತ್ತವನ್ನು ಆದರ್ಶ ಪ್ರಮಾಣದಲ್ಲಿ ನೀಡಲು;
- ಚೇಂಫರ್ - ಚೇಂಫರಿಂಗ್ಗಾಗಿ;
- ಪೈಪ್ನ ಅಂಚುಗಳನ್ನು ಡಿಬರ್ರ್ ಮಾಡಲು ಮರಳು ಕಾಗದ;
- ಹೊಂದಾಣಿಕೆ (ಅಥವಾ wrenches) wrenches;
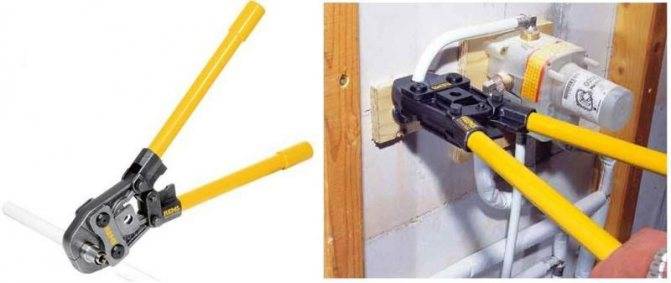
- ಕೆಲವು ರೀತಿಯ ಸಂಪರ್ಕಗಳಿಗಾಗಿ ಇಕ್ಕುಳಗಳನ್ನು ಒತ್ತಿರಿ;
- ಕಟ್ಟಡ ಕೂದಲು ಶುಷ್ಕಕಾರಿಯ ಅಥವಾ ಮರಳಿನಂತಹ ಬಾಗುವ ಸಾಧನ.
ಕತ್ತರಿಗಳಿಂದ ಕತ್ತರಿಸುವುದು ಯೋಗ್ಯವಾಗಿದೆ, ಆದರೆ ನೀವು ಹ್ಯಾಕ್ಸಾ ಅಥವಾ ಚೂಪಾದ ಚಾಕುವನ್ನು ಸಹ ಬಳಸಬಹುದು.
ಸಂಪರ್ಕಕ್ಕಾಗಿ ಅಂಚುಗಳನ್ನು ಸಿದ್ಧಪಡಿಸಿದಾಗ, ಪೈಪ್ ಅನ್ನು ಫಿಟ್ಟಿಂಗ್ಗೆ ಸೇರಿಸಲಾಗುತ್ತದೆ. ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳನ್ನು ಒಂದಕ್ಕೊಂದು ಅಥವಾ ಇನ್ನೊಂದು ವಸ್ತುವಿಗೆ ಪರಿವರ್ತನೆಯೊಂದಿಗೆ ಸಂಪರ್ಕಿಸುವ ಹಲವಾರು ವಿಧಗಳಿವೆ:
- ಸಂಕೋಚನ ಫಿಟ್ಟಿಂಗ್ಗಳು;
- ಪತ್ರಿಕಾ ಸಂಪರ್ಕ;
- ಪುಶ್ ಫಿಟ್.
ಸಂಕೋಚನ ಸಂಪರ್ಕ
ಸಂಕೋಚನ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಪೈಪ್ಗಳ ಸಂಪರ್ಕವು ಸಾಮಾನ್ಯವಾಗಿದೆ ಮತ್ತು ಸ್ವಯಂ ಜೋಡಣೆಗೆ ಕೈಗೆಟುಕುವದು. ಅಂತಹ ನೋಡ್ಗಳನ್ನು ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡಬಹುದು ಮತ್ತು ಮತ್ತೆ ಜೋಡಿಸಬಹುದು. ಅನುಸ್ಥಾಪನೆಗೆ ನಿಮಗೆ 2 ವ್ರೆಂಚ್ಗಳು ಬೇಕಾಗುತ್ತವೆ.
ಅನುಸ್ಥಾಪನ ಅಲ್ಗಾರಿದಮ್:
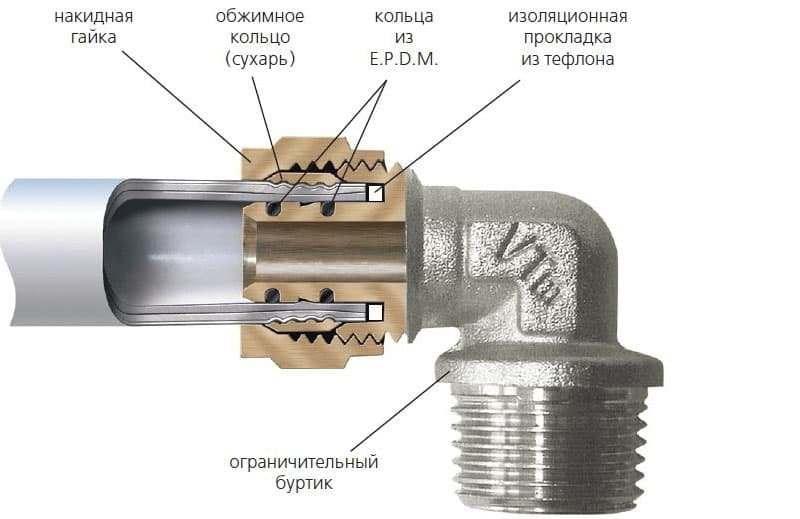
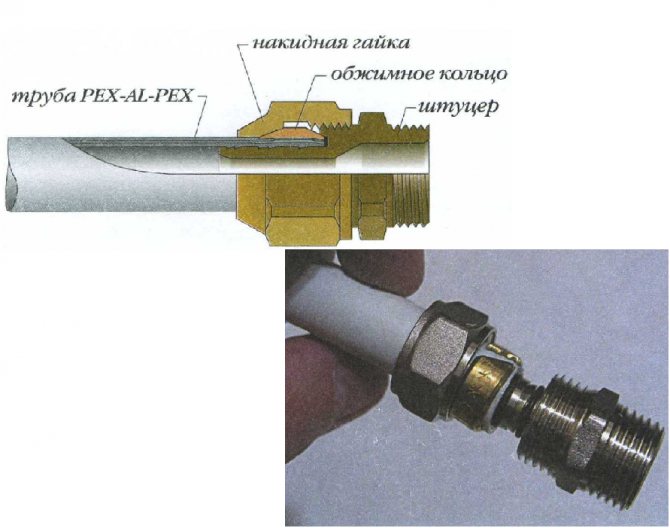
- ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ತಿರುಗಿಸಲಾಗಿಲ್ಲ ಮತ್ತು ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡಲಾಗಿದೆ. ಪೈಪ್ನ ತುದಿಯಲ್ಲಿ ಯೂನಿಯನ್ ಅಡಿಕೆ ಮತ್ತು ಫೆರುಲ್ ಅನ್ನು ಹಾಕಲಾಗುತ್ತದೆ.
- ಜೋಡಣೆ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸುಲಭಗೊಳಿಸಲು ಪೈಪ್ನ ಒಳಭಾಗ ಮತ್ತು ರಬ್ಬರ್ ಗ್ಯಾಸ್ಕೆಟ್ನೊಂದಿಗೆ ಅಳವಡಿಕೆಯ ಅಂತ್ಯವನ್ನು ದಪ್ಪವಾದ ಸಾಬೂನು ಫೋಮ್ನಿಂದ ನಯಗೊಳಿಸಲಾಗುತ್ತದೆ. ಅದೇ ಉದ್ದೇಶಕ್ಕಾಗಿ, ಒಳಗಿನ ವ್ಯಾಸವು ಕ್ಯಾಲಿಬ್ರೇಟರ್ನೊಂದಿಗೆ ಪೂರ್ವ-ಫ್ಲೇರ್ ಆಗಿದೆ. ಅಂತಹ ಕ್ರಮಗಳು ರಬ್ಬರ್ ಗ್ಯಾಸ್ಕೆಟ್ಗಳ ಸ್ಥಳಾಂತರವನ್ನು ತಡೆಯುತ್ತದೆ.
- ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಜಂಕ್ಷನ್ಗೆ ಸೇರಿಸಲಾಗುತ್ತದೆ, ರಿಂಗ್ ಅನ್ನು ಸ್ಥಳಾಂತರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಅಡಿಕೆ ಬಿಗಿಗೊಳಿಸಲಾಗುತ್ತದೆ. ತಿರುಚುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಎರಡು ಕೀಲಿಗಳನ್ನು ಬಳಸಿ ನಡೆಸಲಾಗುತ್ತದೆ.
ಪರಿಣಾಮವಾಗಿ ಸಂಪರ್ಕಕ್ಕೆ ಆವರ್ತಕ ನಿಯಂತ್ರಣ ಮತ್ತು ಸೋರಿಕೆಯ ಸಂದರ್ಭದಲ್ಲಿ ಅಡಿಕೆ ಬಿಗಿಗೊಳಿಸುವುದು ಅಗತ್ಯವಾಗಿರುತ್ತದೆ.
ಸಂಪರ್ಕವನ್ನು ಒತ್ತಿರಿ
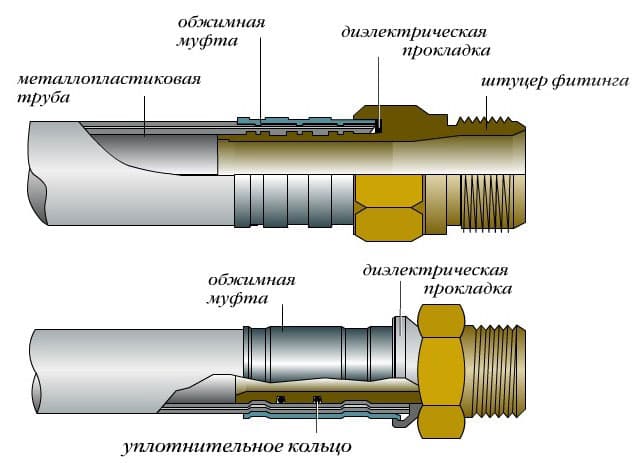
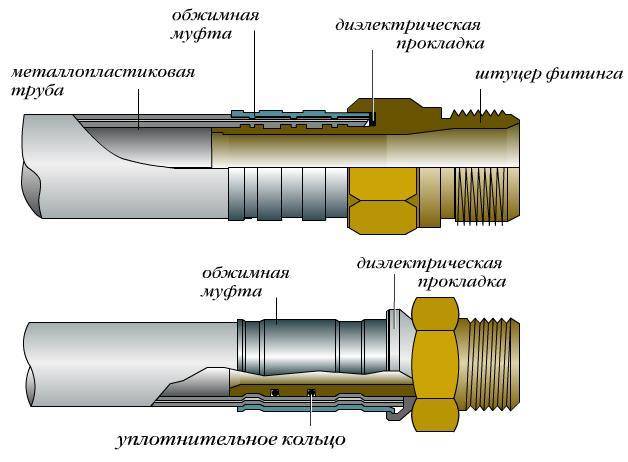
ಕ್ರಿಂಪ್ ಸಂಪರ್ಕವನ್ನು ಪ್ರೆಸ್ ಫಿಟ್ಟಿಂಗ್ ಮತ್ತು ಪ್ರೆಸ್ ಟೂಲ್ (ಕೈಪಿಡಿ ಅಥವಾ ವಿದ್ಯುತ್) ಬಳಸಿ ಜೋಡಿಸಲಾಗಿದೆ.
ಆರೋಹಿಸುವ ಯೋಜನೆ:
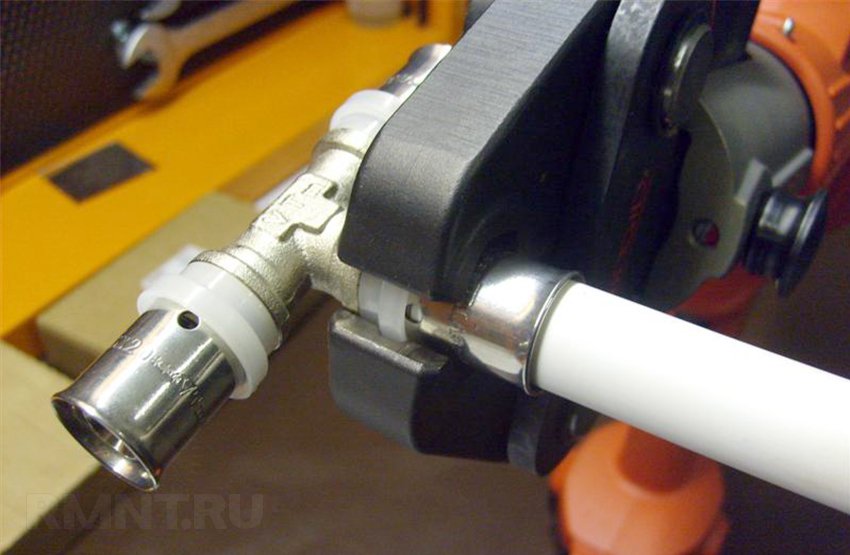
- ತಯಾರಿ: ಕಟ್ ಅನ್ನು ಸಂಸ್ಕರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗುತ್ತದೆ. ಪ್ರೆಸ್ ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ಸಮಗ್ರತೆ ಮತ್ತು ಗ್ಯಾಸ್ಕೆಟ್ಗಳ ಉಪಸ್ಥಿತಿಗಾಗಿ ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ, ನಂತರ ಮತ್ತೆ ಜೋಡಿಸಲಾಗುತ್ತದೆ ..
- ಸಂಪರ್ಕದ ಅಂಚನ್ನು ನಿಯಂತ್ರಣ ವಿಂಡೋಗೆ ಅಳವಡಿಸುವ ಮೇಲೆ ಹಾಕಲಾಗುತ್ತದೆ.
- ಸ್ಲೀವ್ ಅನ್ನು ಪ್ರೆಸ್ ಇಕ್ಕುಳಗಳಿಂದ ಒತ್ತಲಾಗುತ್ತದೆ, ಉಪಕರಣದ ಹಿಡಿಕೆಗಳು ನಿಲುಗಡೆಗೆ ಕಡಿಮೆಯಾಗುತ್ತವೆ.
- ಸಂಪರ್ಕಿಸುವ ಫಿಟ್ಟಿಂಗ್ನ ವಿರುದ್ಧ ತುದಿಯಲ್ಲಿ ಕಾರ್ಯಾಚರಣೆಗಳನ್ನು ಪುನರಾವರ್ತಿಸಿ.
ಪರಿಣಾಮವಾಗಿ ಸಂಪರ್ಕವು 50 ವರ್ಷಗಳವರೆಗೆ ಸೇವೆ ಸಲ್ಲಿಸಬಹುದು, ಆದರೆ ಬೇರ್ಪಡಿಸಲಾಗದು.







ಪುಶ್ ಫಿಟ್ ಸಂಪರ್ಕ
ಪ್ಲ್ಯಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಪುಷ್ ಫಿಟ್ಟಿಂಗ್ಗಳು ಅತ್ಯಂತ ದುಬಾರಿ ಅಂಶಗಳಾಗಿವೆ. ಆದಾಗ್ಯೂ, ಅವರ ಬಳಕೆಗೆ ಯಾವುದೇ ಉಪಕರಣಗಳು ಮತ್ತು ಕೌಶಲ್ಯಗಳು ಅಗತ್ಯವಿರುವುದಿಲ್ಲ, ಇದು ವಿಶ್ವಾಸಾರ್ಹ ಮತ್ತು ಬಾಳಿಕೆ ಬರುವಂತಹದ್ದಾಗಿದೆ.

ತಯಾರಾದ ಪೈಪ್ ಅನ್ನು ನಿಯಂತ್ರಣ ರಂಧ್ರದವರೆಗೆ ಪುಶ್-ಫಿಟ್ನಲ್ಲಿ ಸೇರಿಸಲಾಗುತ್ತದೆ. ಮುಂದೆ, ಸಂಪೂರ್ಣ ರಚನೆಯನ್ನು ಜೋಡಿಸಲಾಗಿದೆ. ಪ್ರಾಯೋಗಿಕ ಹರಿವನ್ನು ಪ್ರಾರಂಭಿಸಲಾಗಿದೆ, ಅದರ ಕ್ರಿಯೆಯ ಅಡಿಯಲ್ಲಿ ಸಂಪರ್ಕವನ್ನು ಆಂತರಿಕ ಬೆಣೆಯಿಂದ ಸರಿಪಡಿಸಲಾಗಿದೆ.
ವಾಲ್ ಮೌಂಟ್

ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಉತ್ಪನ್ನಗಳ ದುರ್ಬಲ ಬಿಂದುವು ಅಲ್ಯೂಮಿನಿಯಂ ಪದರವು ತೆಳುವಾಗಿರುವ ಕಾರಣದಿಂದಾಗಿ ಯಾಂತ್ರಿಕ ಹಾನಿಗೆ ಕಡಿಮೆ ಪ್ರತಿರೋಧವಾಗಿದೆ.
ದೊಡ್ಡ ಬಾಗುವ ತ್ರಿಜ್ಯ ಅಥವಾ ನಿರಂತರ ಒತ್ತಡಗಳೊಂದಿಗೆ, ಪೈಪ್ ವಿರೂಪಗೊಂಡಿದೆ.ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಪೈಪ್ಲೈನ್ ಅನ್ನು ಘನ ತಳದಲ್ಲಿ ಸರಿಪಡಿಸಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ - ಗೋಡೆ, ಸೀಲಿಂಗ್ ಅಥವಾ ಸ್ತಂಭದ ಅಡಿಯಲ್ಲಿ. ಇದನ್ನು ಮಾಡಲು, ಫಿಕ್ಸಿಂಗ್ ಅಂಶವನ್ನು ಗೋಡೆಗೆ ನಿಗದಿಪಡಿಸಲಾಗಿದೆ:
- ಕ್ಲಿಪ್ಗಳು;
- ಬೆಂಬಲಿಸುತ್ತದೆ;
- ಪೆಂಡೆಂಟ್ಗಳು.
ಜೋಡಿಸುವ ಮತ್ತು ಸರಿಪಡಿಸುವ ಪ್ರಕ್ರಿಯೆಯು ಸರಳ ರೀತಿಯಲ್ಲಿ ಸಂಭವಿಸುತ್ತದೆ:
- ಬೆಂಬಲವನ್ನು ಗೋಡೆಗೆ ಜೋಡಿಸಲಾಗಿದೆ, ಸ್ಥಿರ ಸ್ಥಾನದಲ್ಲಿ ನಿವಾರಿಸಲಾಗಿದೆ;
- ಪೈಪ್ ಅನ್ನು ಕ್ಲಿಪ್ಗೆ ವಿಸ್ತರಿಸುವ ಕಾರ್ಯವಿಧಾನದೊಂದಿಗೆ ಸೇರಿಸಲಾಗುತ್ತದೆ. ಕ್ಲಿಪ್ ಕಿವುಡಾಗಿದ್ದರೆ, ನಂತರ ಪೈಪ್ ಅನ್ನು ಆರಂಭದಲ್ಲಿ ಸೇರಿಸಲಾಗುತ್ತದೆ, ಮತ್ತು ನಂತರ ಸಂಪೂರ್ಣ ರಚನೆಯನ್ನು ಗೋಡೆಗೆ ಜೋಡಿಸಲಾಗುತ್ತದೆ.
ಫಿಟ್ಟಿಂಗ್ ವರ್ಗೀಕರಣ
ಕಂಪ್ರೆಷನ್ ಫಿಟ್ಟಿಂಗ್ಗಳ ವೈವಿಧ್ಯಗಳು.
- ಮೂಲೆಗಳು ಮತ್ತು ಬಾಗುವಿಕೆಗಳು (45 ಡಿಗ್ರಿಗಳಿಂದ ತಿರುವುಗಳನ್ನು ಸಂಪರ್ಕಿಸುವಾಗ ಬಳಸಲಾಗುತ್ತದೆ);
- ಶಿಲುಬೆಗಳು (ಎರಡು ಬದಿಗಳಲ್ಲಿ ಶಾಖೆಗೆ ಸಹಾಯ);
- ಟೀಸ್ (ಒನ್-ವೇ ಶಾಖೆಗೆ ಬಳಸಲಾಗುತ್ತದೆ);
- ಪ್ಲಗ್ಗಳು (ಪೈಪ್ನ ಕೊನೆಯಲ್ಲಿ ಜೋಡಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ);
- ಜೋಡಣೆಗಳು (ಅವುಗಳ ಸಹಾಯದಿಂದ ಒಂದೇ ವ್ಯಾಸ ಮತ್ತು ದಿಕ್ಕಿನ ಕೊಳವೆಗಳನ್ನು ಸಂಪರ್ಕಿಸಲಾಗಿದೆ);
- ಫಿಟ್ಟಿಂಗ್ಗಳು (ಅಗತ್ಯವಿದ್ದರೆ, ಮೆದುಗೊಳವೆ ಸಂಪರ್ಕ).
ಒಂದೇ ವ್ಯಾಸದ ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಬಳಸಲಾಗುವ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ನೇರ ಫಿಟ್ಟಿಂಗ್ಗಳು ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ ಮತ್ತು ವಿಭಿನ್ನ ವ್ಯಾಸದ ಪೈಪ್ಗಳನ್ನು ಜೋಡಿಸಲು ಉದ್ದೇಶಿಸಿರುವಂತಹವುಗಳನ್ನು ಪರಿವರ್ತನೆ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ನಿರ್ಮಾಣ ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣ, ಉಕ್ಕು, ಹಿತ್ತಾಳೆ ಅಥವಾ ತಾಮ್ರದ ಫಿಟ್ಟಿಂಗ್ಗಳ ವ್ಯಾಪಕ ಶ್ರೇಣಿಯಿದೆ.
ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣಕ್ಕೆ ಸಂಬಂಧಿಸಿದಂತೆ, ಅವುಗಳನ್ನು ಶಕ್ತಿ ಮತ್ತು ಬಾಳಿಕೆಗಳಂತಹ ಗುಣಗಳಿಂದ ಗುರುತಿಸಲಾಗುತ್ತದೆ. ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣದ ಫಿಟ್ಟಿಂಗ್ಗಳು ಇತರ ಸಂಪರ್ಕ ಉತ್ಪನ್ನಗಳ ಮೇಲೆ ಗಮನಾರ್ಹ ಪ್ರಯೋಜನವನ್ನು ಹೊಂದಿವೆ, ಉದಾಹರಣೆಗೆ ಉಕ್ಕಿನ ಜೋಡಣೆಗಳು. ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣದ ಅಂಶಗಳ ಮತ್ತೊಂದು ಸಕಾರಾತ್ಮಕ ಗುಣಗಳು ನಕಾರಾತ್ಮಕ ಪರಿಸರ ಪ್ರಭಾವಗಳು ಮತ್ತು ಬಹುಮುಖತೆಗೆ ಹೆಚ್ಚಿನ ಪ್ರತಿರೋಧವನ್ನು ಒಳಗೊಂಡಿವೆ.
ಇಂದು ಆಧುನಿಕ ಉದ್ಯಮದಲ್ಲಿ ಸ್ಟೀಲ್ ಫಿಟ್ಟಿಂಗ್ ಅನಿವಾರ್ಯವಾಗಿದೆ. ತೀರಾ ಇತ್ತೀಚೆಗೆ, ಪೈಪ್ಲೈನ್ನ ಹಾದಿಯಲ್ಲಿನ ಅಡೆತಡೆಗಳನ್ನು ಪೈಪ್ ಅನ್ನು ಬಗ್ಗಿಸುವ ಮೂಲಕ ಬೈಪಾಸ್ ಮಾಡಬಹುದು.ಇಂದು ಅಗತ್ಯವಿಲ್ಲ
ಉಕ್ಕಿನ ಉತ್ಪನ್ನಗಳನ್ನು ಬಳಸುವ ಪೈಪ್ಲೈನ್ ಅನ್ನು ಜೋಡಿಸುವುದು ಮತ್ತು ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡುವುದು ಸುಲಭ, ಇದು ಸಹ ಮುಖ್ಯವಾಗಿದೆ
ಒತ್ತುವ ಮೊದಲು ಪೂರ್ವಸಿದ್ಧತಾ ಕೆಲಸ
ಗ್ಯಾಸ್ ಪೈಪ್ನ ನಿಯಂತ್ರಣ ಒತ್ತಡ ಪರೀಕ್ಷೆಯನ್ನು ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು ನಿರ್ವಹಿಸಬೇಕಾದ ಕ್ರಮಗಳನ್ನು ಪ್ರಮಾಣಿತ ಸುರಕ್ಷತಾ ನಿಯಮಗಳ ಪ್ರಕಾರ ಅಭಿವೃದ್ಧಿಪಡಿಸಿದ ಕಾರ್ಮಿಕ ಸಂರಕ್ಷಣಾ ಸೂಚನೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ನಡೆಸಲಾಗುತ್ತದೆ. ಅನಿಲ ಅಪಾಯಕಾರಿ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವುದು.
ತಯಾರಿ ಒಳಗೊಂಡಿದೆ:
ಗ್ಯಾಸ್ ಪೈಪ್ಲೈನ್ ಯೋಜನೆ
- ಯೋಜನೆಯ ದಾಖಲಾತಿಯಲ್ಲಿನ ರೇಖಾಚಿತ್ರಗಳಲ್ಲಿ ಸೂಚಿಸಲಾದ ರೂಟಿಂಗ್ನೊಂದಿಗೆ ಸಂವಹನಗಳ ನಿಜವಾದ ಭೂಗತ ಹಾಕುವಿಕೆಯ ಸಮನ್ವಯ;
- ಅಗತ್ಯ ಪ್ಲಗ್ಗಳು, ಉಪಕರಣಗಳು ಮತ್ತು ನಿಯಂತ್ರಕಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಸ್ಥಳಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ;
- ಸಂಕೋಚಕ ಘಟಕದ ಸಂಪರ್ಕದ ಬಿಂದುವನ್ನು ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ.
ಈ ಈವೆಂಟ್ನಲ್ಲಿ ಭಾಗವಹಿಸುವ ಎಲ್ಲಾ ಎಂಜಿನಿಯರ್ಗಳು ಮತ್ತು ಕಾರ್ಮಿಕರಿಗೆ ಕಾರ್ಮಿಕ ರಕ್ಷಣೆಯಲ್ಲಿ ಮರು-ಸೂಚನೆಯನ್ನು ನೀಡುವುದು ಮತ್ತು ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವ ಕಾರ್ಯವಿಧಾನದೊಂದಿಗೆ ಪರಿಚಿತವಾಗಿರುವ ಅಗತ್ಯವಿದೆ.
ಬಳಕೆಗೆ ಸೂಚನೆಗಳು
ನೀವು ಆಯ್ಕೆಮಾಡುವ ಅನುಸ್ಥಾಪನೆ ಮತ್ತು ಸಲಕರಣೆಗಳ ಪ್ರಕಾರವನ್ನು ಲೆಕ್ಕಿಸದೆಯೇ, ಪೂರ್ವಸಿದ್ಧತಾ ಕೆಲಸಕ್ಕೆ ಸಾಮಾನ್ಯ ವಿಧಾನವಿದೆ. ಈ ನಿಯಮಗಳು ಪೈಪ್ಲೈನ್ನ ವ್ಯವಸ್ಥೆಯನ್ನು ಸುಗಮಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಕಾರ್ಯಗತಗೊಳಿಸಲು ಅಪೇಕ್ಷಣೀಯವಾಗಿದೆ:
- ನೀವು ಪೈಪ್ ಲೇಔಟ್ ಯೋಜನೆಯನ್ನು ರಚಿಸಬೇಕಾಗಿದೆ, ಇದು ವಸ್ತು ಮತ್ತು ಜೋಡಣೆಗಳ ಪ್ರಮಾಣವನ್ನು ಲೆಕ್ಕಾಚಾರ ಮಾಡಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ;
- ಭವಿಷ್ಯದಲ್ಲಿ ಸೋರಿಕೆಯನ್ನು ತಪ್ಪಿಸಲು ಸಂಪರ್ಕ ಬಿಂದುಗಳಿಗೆ ಧೂಳು ಮತ್ತು ಕೊಳಕು ಪ್ರವೇಶಿಸುವುದನ್ನು ತಡೆಯಲು ಕೆಲಸದ ಸ್ಥಳಗಳನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕು;
- ನೀವು ಅಸ್ತಿತ್ವದಲ್ಲಿರುವ ಸಿಸ್ಟಮ್ಗೆ ಸಂಪರ್ಕಿಸಬೇಕಾದರೆ, ನೀವು ಅದರ ಸಮಗ್ರತೆಯನ್ನು ಪರಿಶೀಲಿಸಬೇಕು ಮತ್ತು ಅಳವಡಿಕೆ ಸೈಟ್ ಅನ್ನು ಸಿದ್ಧಪಡಿಸಬೇಕು;
- ಪೈಪ್ಗಳನ್ನು ಕತ್ತರಿಸಬೇಕು ಆದ್ದರಿಂದ ಕಟ್ ಪೈಪ್ನ ರೇಖಾಂಶದ ಅಕ್ಷಕ್ಕೆ ನಿಖರವಾಗಿ 90 ಡಿಗ್ರಿಗಳಾಗಿರುತ್ತದೆ, ವಿಶ್ವಾಸಾರ್ಹತೆ ಮತ್ತು ಬಿಗಿತವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಇದು ಅವಶ್ಯಕವಾಗಿದೆ;
- ರೇಖಾಚಿತ್ರದಿಂದ ಮಾರ್ಗದರ್ಶನ ಮಾಡಿ, ಕತ್ತರಿಸುವುದು ಮತ್ತು ಅಗತ್ಯವಿರುವ ಎಲ್ಲಾ ಸಂಪರ್ಕ ಅಂಶಗಳ ಸಂಖ್ಯೆಯನ್ನು ಪರಿಶೀಲಿಸಲು ಎಲ್ಲಾ ಪೈಪ್ಗಳು ಮತ್ತು ಕಪ್ಲಿಂಗ್ಗಳನ್ನು ಹಾಕಿ.
ಮೇಲೆ ಹೇಳಿದಂತೆ, ಅಡ್ಡ-ಸಂಯೋಜಿತ ಪಾಲಿಥಿಲೀನ್ ಅನ್ನು ಸಂಪರ್ಕಿಸಲು ಮೂರು ಮುಖ್ಯ ಆಯ್ಕೆಗಳಿವೆ. ಉಪಕರಣಗಳು ಮತ್ತು ಸಾಧನಗಳ ಆಯ್ಕೆಯು ವಿಧಾನದ ಆಯ್ಕೆಯನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಎಲ್ಲಾ ವಿಧಾನಗಳಿಗೆ, ಕೊಳವೆಗಳ ವ್ಯಾಸ ಮತ್ತು ಪ್ರುನರ್ಗಾಗಿ ನಿಮಗೆ ನಳಿಕೆಗಳು ಬೇಕಾಗುತ್ತವೆ.










ಮೊದಲ ವಿಧಾನವು ನಿರ್ವಹಿಸಲು ಸುಲಭವಾಗಿದೆ. ಪೈಪ್ಗಳು ಮತ್ತು ಪ್ರುನರ್ಗಳ ಜೊತೆಗೆ, ಕಂಪ್ರೆಷನ್ ಕಂಪ್ಲಿಂಗ್ಗಳು ಮತ್ತು ಒಂದು ಜೋಡಿ ವ್ರೆಂಚ್ಗಳು ಮಾತ್ರ ಅಗತ್ಯವಿರುತ್ತದೆ. ಸ್ಥಳಕ್ಕೆ ತಳ್ಳಿದ ನಂತರ ಬೀಜಗಳನ್ನು ಬಿಗಿಗೊಳಿಸಲು ಈ ಉಪಕರಣಗಳು ಅಗತ್ಯವಿದೆ.
ನೆನಪಿಟ್ಟುಕೊಳ್ಳುವುದು ಬಹಳ ಮುಖ್ಯ: ದಾರಕ್ಕೆ ಹಾನಿಯಾಗದಂತೆ ಬೀಜಗಳನ್ನು ಬಿಗಿಗೊಳಿಸುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ನೀವು ನಿಯಂತ್ರಿಸಬೇಕು. ಬಿಗಿಯಾಗಿ ತಿರುಗಿಸಿ, ಆದರೆ ಅತಿಯಾಗಿ ಬಿಗಿಗೊಳಿಸಬೇಡಿ.
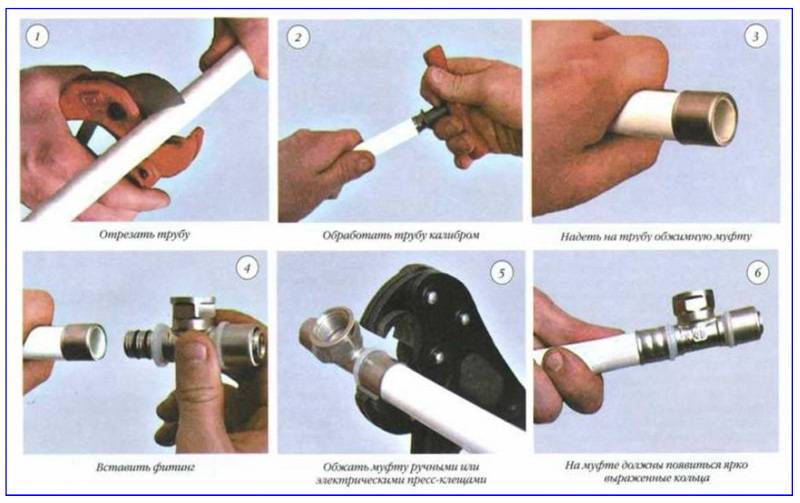
ಎರಡನೆಯ ವಿಧಾನವು ಒತ್ತುವುದು. ನಿಮಗೆ ಕ್ಯಾಲಿಬ್ರೇಟರ್, ಕತ್ತರಿ, ಎಕ್ಸ್ಪಾಂಡರ್ ಮತ್ತು ಪ್ರೆಸ್ ಅಗತ್ಯವಿರುತ್ತದೆ.
ಕತ್ತರಿಗಳೊಂದಿಗೆ ಯಾವುದೇ ತೊಂದರೆಗಳಿಲ್ಲ, ಅವುಗಳ ಉದ್ದೇಶ ಸರಳವಾಗಿದೆ - ಪೈಪ್ ಅನ್ನು ನಮಗೆ ಅಗತ್ಯವಿರುವ ಗಾತ್ರಕ್ಕೆ ಕತ್ತರಿಸಲು. ನಾವು ಅದರ ಅಂಚುಗಳನ್ನು ಕ್ಯಾಲಿಬ್ರೇಟರ್ನೊಂದಿಗೆ ಪ್ರಕ್ರಿಯೆಗೊಳಿಸುತ್ತೇವೆ, ಒಳಗಿನಿಂದ ಚೇಂಫರಿಂಗ್ ಮಾಡುತ್ತೇವೆ. ಕತ್ತರಿಸಿದ ನಂತರ ಪೈಪ್ ದುಂಡಾದ ಆಕಾರವನ್ನು ನೀಡಲು ಈ ಉಪಕರಣವು ಅವಶ್ಯಕವಾಗಿದೆ.
ನಂತರ ನಾವು ಹಸ್ತಚಾಲಿತ ಪ್ರಕಾರದ ಎಕ್ಸ್ಪಾಂಡರ್ (ವಿಸ್ತರಣೆ) ಅನ್ನು ತೆಗೆದುಕೊಳ್ಳುತ್ತೇವೆ, ಅದನ್ನು ಬಳಸಲು ತುಂಬಾ ಸುಲಭ. ನಾವು ಪೈಪ್ ಒಳಗೆ ಸಾಧನದ ಕೆಲಸದ ಅಂಚುಗಳನ್ನು ಆಳಗೊಳಿಸುತ್ತೇವೆ ಮತ್ತು ಅದನ್ನು ಅಪೇಕ್ಷಿತ ಗಾತ್ರಕ್ಕೆ ವಿಸ್ತರಿಸುತ್ತೇವೆ. ಒಂದು ಸಮಯದಲ್ಲಿ ಇದನ್ನು ಮಾಡಬಾರದು, ಏಕೆಂದರೆ ವಸ್ತುವು ಹಾನಿಗೊಳಗಾಗಬಹುದು. ನಾವು ಇದನ್ನು ಕ್ರಮೇಣ ಮಾಡುತ್ತೇವೆ, ಎಕ್ಸ್ಪಾಂಡರ್ ಅನ್ನು ವೃತ್ತದಲ್ಲಿ ತಿರುಗಿಸುತ್ತೇವೆ. ಈ ಸಾಧನದ ಅನುಕೂಲಗಳು ಬೆಲೆ ಮತ್ತು ಬಳಕೆಯ ಸುಲಭತೆ. ಇದು ಹವ್ಯಾಸಿ ವಾದ್ಯ.
ವಿದ್ಯುತ್ ಚಾಲಿತ ಎಕ್ಸ್ಪಾಂಡರ್ ಅನ್ನು ಪುನರ್ಭರ್ತಿ ಮಾಡಬಹುದಾದ ಬ್ಯಾಟರಿಯೊಂದಿಗೆ ಅಳವಡಿಸಲಾಗಿದೆ, ಅನುಸ್ಥಾಪಕದ ಕೆಲಸವನ್ನು ವೇಗಗೊಳಿಸಲು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ. ಇದು ವ್ಯವಸ್ಥೆಗಳ ಅನುಸ್ಥಾಪನೆಗೆ ಕೆಲಸಗಾರ ಮತ್ತು ಸಮಯವನ್ನು ಗಮನಾರ್ಹವಾಗಿ ಉಳಿಸುತ್ತದೆ.ನೈಸರ್ಗಿಕವಾಗಿ, ಈ ಸಾಧನವು ಹಲವು ಪಟ್ಟು ಹೆಚ್ಚು ದುಬಾರಿಯಾಗಿದೆ, ಆದರೆ ನೀವು ಬಹಳಷ್ಟು ಕೆಲಸ ಮಾಡಬೇಕಾದರೆ, ಅದು ಸಂಪೂರ್ಣವಾಗಿ ಹೊಂದಿಕೊಳ್ಳುತ್ತದೆ ಮತ್ತು ವೆಚ್ಚವನ್ನು ಸಮರ್ಥಿಸುತ್ತದೆ. ಹೈಡ್ರಾಲಿಕ್ ಎಕ್ಸ್ಪಾಂಡರ್ಗಳಿವೆ. ನಾವು ಪೈಪ್ ಅನ್ನು ಸಿದ್ಧಪಡಿಸಿದ ನಂತರ, ನೀವು ಅದರಲ್ಲಿ ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಸ್ಥಾಪಿಸಬೇಕಾಗಿದೆ. ಇದನ್ನು ಮಾಡಲು, ನಮಗೆ ಪತ್ರಿಕಾ ವೈಸ್ ಅಗತ್ಯವಿದೆ. ಅವು ಹೈಡ್ರಾಲಿಕ್ ಮತ್ತು ಯಾಂತ್ರಿಕವೂ ಆಗಿವೆ. ಬಳಕೆಗೆ ಮೊದಲು, ಅವುಗಳನ್ನು ಶೇಖರಣಾ ಪ್ರಕರಣದಿಂದ ತೆಗೆದುಹಾಕಬೇಕು ಮತ್ತು ಕೆಲಸದ ಸ್ಥಾನದಲ್ಲಿ ಜೋಡಿಸಬೇಕು.
ಉಪಕರಣವನ್ನು ಜೋಡಿಸಿ ಮತ್ತು ಪೈಪ್ನಲ್ಲಿ ಜೋಡಣೆಯನ್ನು ಸ್ಥಾಪಿಸಿದ ನಂತರ, ಸಂಪರ್ಕವನ್ನು ಪತ್ರಿಕಾ ಮೂಲಕ ಸ್ಥಾಪಿಸಲಾಗಿದೆ. ಅಂದರೆ, ಫಿಟ್ಟಿಂಗ್ ಅದರ ಸ್ಥಳಕ್ಕೆ ಪ್ರವೇಶಿಸುತ್ತದೆ, ಮತ್ತು ಆರೋಹಿಸುವಾಗ ತೋಳಿನೊಂದಿಗೆ ಮೇಲಿನಿಂದ ಒತ್ತಡವನ್ನು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ. ಸಣ್ಣ ಪೈಪ್ ವ್ಯಾಸಗಳು ಮತ್ತು ಕಡಿಮೆ ಬೇಡಿಕೆಗಾಗಿ ಮ್ಯಾನುಯಲ್ ಪ್ರೆಸ್ಗಳನ್ನು ಶಿಫಾರಸು ಮಾಡಲಾಗುತ್ತದೆ.
ಹೈಡ್ರಾಲಿಕ್ ಪ್ರೆಸ್ಗಳಿಗೆ ಕ್ರಿಂಪಿಂಗ್ ಸಮಯದಲ್ಲಿ ಯಾವುದೇ ಪ್ರಯತ್ನದ ಅಗತ್ಯವಿಲ್ಲ. ಸಾಧನದಲ್ಲಿನ ತೋಡಿನಲ್ಲಿ ಫಿಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ತೋಳುಗಳನ್ನು ಸರಳವಾಗಿ ಸ್ಥಾಪಿಸಲಾಗಿದೆ, ನಂತರ ಅವರು ಸುಲಭವಾಗಿ ಮತ್ತು ಸರಾಗವಾಗಿ ಸ್ಥಳಕ್ಕೆ ಬರುತ್ತಾರೆ. ಅನುಸ್ಥಾಪನೆಗೆ ಅನಾನುಕೂಲವಾಗಿರುವ ಸ್ಥಳಗಳಲ್ಲಿಯೂ ಸಹ ಈ ಉಪಕರಣವನ್ನು ಬಳಸಬಹುದು, ಇದು ಸ್ವಿವೆಲ್ ಹೆಡ್ ಅನ್ನು ಹೊಂದಿದೆ. ಮತ್ತು ಕ್ರಾಸ್-ಲಿಂಕ್ಡ್ ಪಾಲಿಥಿಲೀನ್ ಅನ್ನು ಸಂಪರ್ಕಿಸುವ ಕೊನೆಯ ಆಯ್ಕೆಯನ್ನು ವೆಲ್ಡ್ ಮಾಡಲಾಗಿದೆ. ಮೊದಲೇ ಹೇಳಿದಂತೆ, ಇದು ಅತ್ಯಂತ ದುಬಾರಿ ಮತ್ತು ಅಪರೂಪವಾಗಿ ಬಳಸಲ್ಪಡುತ್ತದೆ, ಆದರೆ ಅತ್ಯಂತ ವಿಶ್ವಾಸಾರ್ಹವಾಗಿದೆ. ಇದಕ್ಕಾಗಿ, ನಮಗೆ ಈಗಾಗಲೇ ಪರಿಚಿತವಾಗಿರುವ ಕತ್ತರಿಗಳ ಜೊತೆಗೆ, ಎಕ್ಸ್ಪಾಂಡರ್ಗಳು, ವಿಶೇಷ ಕಪ್ಲಿಂಗ್ಗಳು ಸಹ ಅಗತ್ಯವಿರುತ್ತದೆ. ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಫಿಟ್ಟಿಂಗ್ಗಳು ಬಿಸಿಗಾಗಿ ವಿಶೇಷ ವಾಹಕಗಳನ್ನು ಹೊಂದಿವೆ.
ಉಪಕರಣಗಳು ಮತ್ತು ಘಟಕಗಳನ್ನು ಸಿದ್ಧಪಡಿಸಿದ ನಂತರ, ನಾವು ವೆಲ್ಡಿಂಗ್ಗೆ ಮುಂದುವರಿಯುತ್ತೇವೆ. ಇದನ್ನು ಮಾಡಲು, ನಾವು ಪೈಪ್ನ ಕೊನೆಯಲ್ಲಿ ವಿದ್ಯುತ್-ಬೆಸುಗೆ ಜೋಡಿಸುವಿಕೆಯನ್ನು ಸ್ಥಾಪಿಸುತ್ತೇವೆ. ನಾವು ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರವನ್ನು ಸಂಪರ್ಕಿಸುವ ವಿಶೇಷ ಟರ್ಮಿನಲ್ಗಳನ್ನು ಹೊಂದಿದೆ. ನಾವು ಅದನ್ನು ಆನ್ ಮಾಡುತ್ತೇವೆ, ಈ ಸಮಯದಲ್ಲಿ ಎಲ್ಲಾ ಅಂಶಗಳನ್ನು ಪಾಲಿಥಿಲೀನ್ ಕರಗುವ ಬಿಂದುವಿಗೆ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ, ಸುಮಾರು 170 ಡಿಗ್ರಿ ಸೆಲ್ಸಿಯಸ್. ಜೋಡಿಸುವ ವಸ್ತುವು ಎಲ್ಲಾ ಖಾಲಿಜಾಗಗಳನ್ನು ತುಂಬುತ್ತದೆ, ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಸಂಭವಿಸುತ್ತದೆ.
ಸಾಧನವು ಟೈಮರ್ ಮತ್ತು ಫಿಟ್ಟಿಂಗ್ಗಳಿಂದ ಮಾಹಿತಿಯನ್ನು ಓದಬಲ್ಲ ಸಾಧನವನ್ನು ಹೊಂದಿಲ್ಲದಿದ್ದರೆ, ಎಲ್ಲವನ್ನೂ ಸಮಯಕ್ಕೆ ಆಫ್ ಮಾಡಲು ನೀವು ಉಪಕರಣದ ವಾಚನಗೋಷ್ಠಿಯನ್ನು ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡಬೇಕಾಗುತ್ತದೆ. ನಾವು ಉಪಕರಣಗಳನ್ನು ಆಫ್ ಮಾಡುತ್ತೇವೆ, ಅಥವಾ ಅದು ತನ್ನದೇ ಆದ ಮೇಲೆ ತಿರುಗುತ್ತದೆ, ಘಟಕವು ತಣ್ಣಗಾಗುವವರೆಗೆ ನಾವು ಕಾಯುತ್ತೇವೆ. ಪೈಪ್ಗಳನ್ನು ಹೆಚ್ಚಾಗಿ ರೀಲ್ಗಳಲ್ಲಿ ಸರಬರಾಜು ಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ಶೇಖರಣೆಯ ಸಮಯದಲ್ಲಿ ಅವುಗಳ ಆಕಾರವನ್ನು ಕಳೆದುಕೊಳ್ಳಬಹುದು. ಇದಕ್ಕಾಗಿ, ನಿಮಗೆ ಕೂದಲು ಶುಷ್ಕಕಾರಿಯ ಅಗತ್ಯವಿದೆ. ಅದರ ಸಹಾಯದಿಂದ, ಬೆಚ್ಚಗಿನ ಗಾಳಿಯೊಂದಿಗೆ ವಿರೂಪಗೊಂಡ ವಿಭಾಗವನ್ನು ಬಿಸಿ ಮಾಡುವ ಮೂಲಕ ಈ ನ್ಯೂನತೆಯನ್ನು ತೊಡೆದುಹಾಕಲು ಸಾಧ್ಯವಿದೆ.
ಮುಂದಿನ ವೀಡಿಯೊದಲ್ಲಿ, XLPE ತಾಪನ ಮತ್ತು ಕೊಳಾಯಿ ವ್ಯವಸ್ಥೆಗಳನ್ನು ಸ್ಥಾಪಿಸುವ ಸಾಧನಗಳ ಅವಲೋಕನವನ್ನು ನೀವು ಕಾಣಬಹುದು.
ಕ್ರಿಂಪಿಂಗ್ ಪ್ರಕ್ರಿಯೆ
ಖಾಸಗಿ ಮನೆಯ ತಾಪನ ವ್ಯವಸ್ಥೆಗಳ ಒತ್ತಡದ ಪರೀಕ್ಷೆಯು ತಾಪನ ಬಾಯ್ಲರ್, ಸ್ವಯಂಚಾಲಿತ ಏರ್ ದ್ವಾರಗಳು ಮತ್ತು ವಿಸ್ತರಣೆ ಟ್ಯಾಂಕ್ ಅನ್ನು ವ್ಯವಸ್ಥೆಯಿಂದ ಸಂಪರ್ಕ ಕಡಿತಗೊಳಿಸುವುದರೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ಸ್ಥಗಿತಗೊಳಿಸುವ ಕವಾಟಗಳು ಈ ಉಪಕರಣಕ್ಕೆ ಕಾರಣವಾದರೆ, ನೀವು ಅವುಗಳನ್ನು ಮುಚ್ಚಬಹುದು, ಆದರೆ ಕವಾಟಗಳು ದೋಷಪೂರಿತವಾಗಿದ್ದರೆ, ವಿಸ್ತರಣೆ ಟ್ಯಾಂಕ್ ಖಂಡಿತವಾಗಿಯೂ ವಿಫಲಗೊಳ್ಳುತ್ತದೆ, ಮತ್ತು ಬಾಯ್ಲರ್, ನೀವು ಅನ್ವಯಿಸುವ ಒತ್ತಡವನ್ನು ಅವಲಂಬಿಸಿ. ಆದ್ದರಿಂದ, ವಿಸ್ತರಣೆ ಟ್ಯಾಂಕ್ ಅನ್ನು ತೆಗೆದುಹಾಕುವುದು ಉತ್ತಮ, ವಿಶೇಷವಾಗಿ ಇದನ್ನು ಮಾಡಲು ಕಷ್ಟವಾಗುವುದಿಲ್ಲ, ಆದರೆ ಬಾಯ್ಲರ್ನ ಸಂದರ್ಭದಲ್ಲಿ, ನೀವು ಟ್ಯಾಪ್ಗಳ ಸೇವೆಯನ್ನು ಅವಲಂಬಿಸಬೇಕಾಗುತ್ತದೆ. ರೇಡಿಯೇಟರ್ಗಳಲ್ಲಿ ಥರ್ಮೋಸ್ಟಾಟ್ಗಳು ಇದ್ದರೆ, ಅವುಗಳನ್ನು ತೆಗೆದುಹಾಕಲು ಸಹ ಸಲಹೆ ನೀಡಲಾಗುತ್ತದೆ - ಅವುಗಳನ್ನು ಹೆಚ್ಚಿನ ಒತ್ತಡಕ್ಕಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿಲ್ಲ.









ಕೆಲವೊಮ್ಮೆ ಎಲ್ಲಾ ತಾಪನವನ್ನು ಪರೀಕ್ಷಿಸಲಾಗುವುದಿಲ್ಲ, ಆದರೆ ಕೆಲವು ಭಾಗ ಮಾತ್ರ. ಸಾಧ್ಯವಾದರೆ, ಅದನ್ನು ಸ್ಥಗಿತಗೊಳಿಸುವ ಕವಾಟಗಳ ಸಹಾಯದಿಂದ ಕತ್ತರಿಸಲಾಗುತ್ತದೆ ಅಥವಾ ತಾತ್ಕಾಲಿಕ ಜಿಗಿತಗಾರರನ್ನು ಸ್ಥಾಪಿಸಲಾಗಿದೆ - ಸ್ಪರ್ಸ್.
ಮುಂದೆ, ಪ್ರಕ್ರಿಯೆಯು ಹೀಗಿದೆ:
- ಸಿಸ್ಟಮ್ ಕಾರ್ಯಾಚರಣೆಯಲ್ಲಿದ್ದರೆ, ಶೀತಕವನ್ನು ಬರಿದುಮಾಡಲಾಗುತ್ತದೆ.
- ಸಿಸ್ಟಮ್ಗೆ ಒತ್ತಡಕಾರಕವನ್ನು ಸಂಪರ್ಕಿಸಲಾಗಿದೆ. ಒಂದು ಮೆದುಗೊಳವೆ ಅದರಿಂದ ವಿಸ್ತರಿಸುತ್ತದೆ, ಯೂನಿಯನ್ ಅಡಿಕೆಯೊಂದಿಗೆ ಕೊನೆಗೊಳ್ಳುತ್ತದೆ.ಈ ಮೆದುಗೊಳವೆ ಯಾವುದೇ ಸೂಕ್ತವಾದ ಸ್ಥಳದಲ್ಲಿ ಸಿಸ್ಟಮ್ಗೆ ಸಂಪರ್ಕ ಹೊಂದಿದೆ, ತೆಗೆದ ವಿಸ್ತರಣೆ ಟ್ಯಾಂಕ್ನ ಸ್ಥಳದಲ್ಲಿ ಅಥವಾ ಡ್ರೈನ್ ಕಾಕ್ ಬದಲಿಗೆ.
-
ಒತ್ತಡ ಪರೀಕ್ಷಾ ಪಂಪ್ನ ಸಾಮರ್ಥ್ಯಕ್ಕೆ ನೀರನ್ನು ಸುರಿಯಲಾಗುತ್ತದೆ ಮತ್ತು ಪಂಪ್ನ ಸಹಾಯದಿಂದ ಸಿಸ್ಟಮ್ಗೆ ಪಂಪ್ ಮಾಡಲಾಗುತ್ತದೆ.
- ಒತ್ತಡದ ಮೊದಲು ಸಿಸ್ಟಮ್ನಿಂದ ಎಲ್ಲಾ ಗಾಳಿಯನ್ನು ತೆಗೆದುಹಾಕಿ. ಇದನ್ನು ಮಾಡಲು, ಡ್ರೈನ್ ಕವಾಟವನ್ನು ತೆರೆಯುವುದರೊಂದಿಗೆ ನೀವು ಸಿಸ್ಟಮ್ ಅನ್ನು ಸ್ವಲ್ಪಮಟ್ಟಿಗೆ ಪಂಪ್ ಮಾಡಬಹುದು ಅಥವಾ ರೇಡಿಯೇಟರ್ಗಳಲ್ಲಿ (ಮೇಯೆವ್ಸ್ಕಿ ಟ್ಯಾಪ್ಸ್) ಗಾಳಿಯ ದ್ವಾರಗಳ ಮೂಲಕ ಅದನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು.
- ಸಿಸ್ಟಮ್ ಅನ್ನು ಆಪರೇಟಿಂಗ್ ಒತ್ತಡಕ್ಕೆ ತರಲಾಗುತ್ತದೆ, ಕನಿಷ್ಠ 10 ನಿಮಿಷಗಳ ಕಾಲ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ. ಈ ಸಮಯದಲ್ಲಿ, ಎಲ್ಲಾ ಉಳಿದ ಗಾಳಿಯು ಇಳಿಯುತ್ತದೆ.
- ಒತ್ತಡವು ಪರೀಕ್ಷಾ ಒತ್ತಡಕ್ಕೆ ಏರುತ್ತದೆ, ಒಂದು ನಿರ್ದಿಷ್ಟ ಅವಧಿಯನ್ನು ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ (ಇಂಧನ ಸಚಿವಾಲಯದ ನಿಯಮಗಳಿಂದ ನಿಯಂತ್ರಿಸಲ್ಪಡುತ್ತದೆ). ಪರೀಕ್ಷೆಯ ಸಮಯದಲ್ಲಿ, ಎಲ್ಲಾ ಸಾಧನಗಳು ಮತ್ತು ಸಂಪರ್ಕಗಳನ್ನು ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ. ಸೋರಿಕೆಗಾಗಿ ಅವುಗಳನ್ನು ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ. ಇದಲ್ಲದೆ, ಸ್ವಲ್ಪ ಆರ್ದ್ರ ಸಂಪರ್ಕವನ್ನು ಸಹ ಸೋರಿಕೆ ಎಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ (ಮಬ್ಬಾಗಿಸುವಿಕೆಯನ್ನು ಸಹ ತೆಗೆದುಹಾಕಬೇಕಾಗಿದೆ).
- ಕ್ರಿಂಪಿಂಗ್ ಸಮಯದಲ್ಲಿ, ಒತ್ತಡದ ಮಟ್ಟವನ್ನು ನಿಯಂತ್ರಿಸಲಾಗುತ್ತದೆ. ಪರೀಕ್ಷೆಯ ಸಮಯದಲ್ಲಿ, ಅದರ ಪತನವು ರೂಢಿಯನ್ನು ಮೀರದಿದ್ದರೆ (SNiP ನಲ್ಲಿ ನೋಂದಾಯಿಸಲಾಗಿದೆ), ಸಿಸ್ಟಮ್ ಅನ್ನು ಸೇವೆಯೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ. ಒತ್ತಡವು ಸಾಮಾನ್ಯಕ್ಕಿಂತ ಸ್ವಲ್ಪ ಕಡಿಮೆಯಾದರೆ, ನೀವು ಸೋರಿಕೆಗಾಗಿ ನೋಡಬೇಕು, ಅದನ್ನು ಸರಿಪಡಿಸಿ, ನಂತರ ಮತ್ತೆ ಒತ್ತಡ ಪರೀಕ್ಷೆಯನ್ನು ಪ್ರಾರಂಭಿಸಿ.
ಈಗಾಗಲೇ ಹೇಳಿದಂತೆ, ಪರೀಕ್ಷೆಯ ಒತ್ತಡವು ಪರೀಕ್ಷಿಸಲ್ಪಡುವ ಉಪಕರಣಗಳು ಮತ್ತು ವ್ಯವಸ್ಥೆಯ ಪ್ರಕಾರವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ (ತಾಪನ ಅಥವಾ ಬಿಸಿನೀರು). "ಉಷ್ಣ ವಿದ್ಯುತ್ ಸ್ಥಾವರಗಳ ತಾಂತ್ರಿಕ ಕಾರ್ಯಾಚರಣೆಯ ನಿಯಮಗಳು" (ಷರತ್ತು 9.2.13) ನಲ್ಲಿ ಸೂಚಿಸಲಾದ ಇಂಧನ ಸಚಿವಾಲಯದ ಶಿಫಾರಸುಗಳನ್ನು ಬಳಕೆಗೆ ಸುಲಭವಾಗುವಂತೆ ಕೋಷ್ಟಕದಲ್ಲಿ ಸಂಕ್ಷೇಪಿಸಲಾಗಿದೆ.
| ಸಲಕರಣೆಗಳ ಪ್ರಕಾರವನ್ನು ಪರೀಕ್ಷಿಸಲಾಗಿದೆ | ಪರೀಕ್ಷಾ ಒತ್ತಡ | ಪರೀಕ್ಷೆಯ ಅವಧಿ | ಅನುಮತಿಸುವ ಒತ್ತಡದ ಕುಸಿತ |
|---|---|---|---|
| ಎಲಿವೇಟರ್ ಘಟಕಗಳು, ವಾಟರ್ ಹೀಟರ್ | 1 MPa(10 kgf/cm2) | 5 ನಿಮಿಷಗಳು | 0.02 MPa (0.2 kgf/cm2) |
| ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣದ ರೇಡಿಯೇಟರ್ಗಳೊಂದಿಗೆ ಸಿಸ್ಟಮ್ಸ್ | 0.6 MPa (6 kgf/cm2) | 5 ನಿಮಿಷಗಳು | 0.02 MPa (0.2 kgf/cm2) |
| ಪ್ಯಾನಲ್ ಮತ್ತು ಕನ್ವೆಕ್ಟರ್ ರೇಡಿಯೇಟರ್ಗಳೊಂದಿಗೆ ಸಿಸ್ಟಮ್ಸ್ | 1 MPa (10 kgf/cm2) | 15 ನಿಮಿಷಗಳು | 0.01 MPa (0.1 kgf/cm2) |
| ಲೋಹದ ಕೊಳವೆಗಳಿಂದ ಬಿಸಿ ನೀರು ಸರಬರಾಜು ವ್ಯವಸ್ಥೆಗಳು | ಕೆಲಸದ ಒತ್ತಡ + 0.5 MPa (5 kgf/cm2), ಆದರೆ 1 MPa ಗಿಂತ ಹೆಚ್ಚಿಲ್ಲ (10 kgf/cm2) | 10 ನಿಮಿಷಗಳು | 0.05 MPa (0.5 kgf/cm2) |
| ಪ್ಲಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳಿಂದ ಬಿಸಿನೀರಿನ ವ್ಯವಸ್ಥೆಗಳು | ಕೆಲಸದ ಒತ್ತಡ + 0.5 MPa (5 kgf/cm2), ಆದರೆ 1 MPa ಗಿಂತ ಹೆಚ್ಚಿಲ್ಲ (10 kgf/cm2) | 30 ನಿಮಿಷಗಳು | 0.06 MPa (0.6 kgf/cm2), 2 ಗಂಟೆಗಳ ಒಳಗೆ ಹೆಚ್ಚಿನ ಪರಿಶೀಲನೆಯೊಂದಿಗೆ ಮತ್ತು 0.02 MPa (0.2 kgf/cm2) ಗರಿಷ್ಠ ಕುಸಿತ |
ಪ್ಲ್ಯಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳಿಂದ ತಾಪನ ಮತ್ತು ಕೊಳಾಯಿಗಳನ್ನು ಪರೀಕ್ಷಿಸಲು, ಪರೀಕ್ಷಾ ಒತ್ತಡದ ಹಿಡುವಳಿ ಸಮಯವು 30 ನಿಮಿಷಗಳು ಎಂಬುದನ್ನು ದಯವಿಟ್ಟು ಗಮನಿಸಿ. ಈ ಸಮಯದಲ್ಲಿ ಯಾವುದೇ ವಿಚಲನಗಳು ಕಂಡುಬಂದಿಲ್ಲವಾದರೆ, ಸಿಸ್ಟಮ್ ಒತ್ತಡ ಪರೀಕ್ಷೆಯನ್ನು ಯಶಸ್ವಿಯಾಗಿ ಅಂಗೀಕರಿಸಿದೆ ಎಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ.
ಆದರೆ ಪರೀಕ್ಷೆ ಇನ್ನೂ 2 ಗಂಟೆಗಳ ಕಾಲ ಮುಂದುವರಿಯುತ್ತದೆ. ಮತ್ತು ಈ ಸಮಯದಲ್ಲಿ, ವ್ಯವಸ್ಥೆಯಲ್ಲಿನ ಒತ್ತಡದ ಕುಸಿತವು ರೂಢಿಯನ್ನು ಮೀರಬಾರದು - 0.02 MPa (0.2 kgf / cm2).
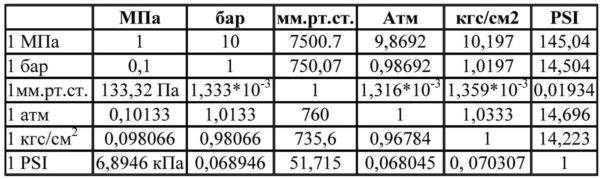
ವಿವಿಧ ಒತ್ತಡದ ಘಟಕಗಳಿಗೆ ಪತ್ರವ್ಯವಹಾರ ಕೋಷ್ಟಕ
ಮತ್ತೊಂದೆಡೆ, SNIP 3.05.01-85 (ಷರತ್ತು 4.6) ಇತರ ಶಿಫಾರಸುಗಳನ್ನು ಹೊಂದಿದೆ:
- ತಾಪನ ಮತ್ತು ನೀರು ಸರಬರಾಜು ವ್ಯವಸ್ಥೆಗಳ ಪರೀಕ್ಷೆಗಳನ್ನು ಕೆಲಸ ಮಾಡುವ ಒಂದರಿಂದ 1.5 ಒತ್ತಡದೊಂದಿಗೆ ನಡೆಸಬೇಕು, ಆದರೆ 0.2 MPa (2 kgf / cm2) ಗಿಂತ ಕಡಿಮೆಯಿಲ್ಲ.
- 5 ನಿಮಿಷಗಳ ನಂತರ ಒತ್ತಡದ ಕುಸಿತವು 0.02 MPa (0.2 kgf / cm) ಅನ್ನು ಮೀರದಿದ್ದರೆ ಸಿಸ್ಟಮ್ ಅನ್ನು ಸೇವೆಯೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ.
ಯಾವ ನಿಯಮಗಳನ್ನು ಬಳಸುವುದು ಆಸಕ್ತಿದಾಯಕ ಪ್ರಶ್ನೆಯಾಗಿದೆ. ಎರಡೂ ದಾಖಲೆಗಳು ಚಾಲ್ತಿಯಲ್ಲಿರುವಾಗ ಮತ್ತು ಯಾವುದೇ ಖಚಿತತೆ ಇಲ್ಲದಿದ್ದರೂ, ಎರಡೂ ಅರ್ಹವಾಗಿವೆ. ಪ್ರತಿಯೊಂದು ಪ್ರಕರಣವನ್ನು ಪ್ರತ್ಯೇಕವಾಗಿ ಸಮೀಪಿಸುವುದು ಅವಶ್ಯಕವಾಗಿದೆ, ಅದರ ಅಂಶಗಳನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಿದ ಗರಿಷ್ಠ ಒತ್ತಡವನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳುತ್ತದೆ. ಆದ್ದರಿಂದ ಎರಕಹೊಯ್ದ-ಕಬ್ಬಿಣದ ರೇಡಿಯೇಟರ್ಗಳ ಕೆಲಸದ ಒತ್ತಡವು ಕ್ರಮವಾಗಿ 6 ಎಟಿಎಮ್ಗಿಂತ ಹೆಚ್ಚಿಲ್ಲ, ಪರೀಕ್ಷಾ ಒತ್ತಡವು 9-10 ಎಟಿಎಮ್ ಆಗಿರುತ್ತದೆ.ಸರಿಸುಮಾರು ಸಹ ಎಲ್ಲಾ ಇತರ ಘಟಕಗಳೊಂದಿಗೆ ನಿರ್ಧರಿಸಲು ಅವಶ್ಯಕವಾಗಿದೆ.
ಫ್ಲಶಿಂಗ್ ಮತ್ತು ಒತ್ತುವುದು ಎಂದರೇನು
ಪೈಪ್ಗಳಲ್ಲಿನ ನಿಕ್ಷೇಪಗಳ ಪದರವು ಕಾರ್ಯನಿರ್ವಹಿಸುವುದನ್ನು ಮುಂದುವರಿಸಲು ತುಂಬಾ ದೊಡ್ಡದಾದ ಸಂದರ್ಭಗಳಲ್ಲಿ ತಾಪನ ವ್ಯವಸ್ಥೆಗಳ ಫ್ಲಶಿಂಗ್ ಮತ್ತು ಒತ್ತಡ ಪರೀಕ್ಷೆಯನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ. ತಡೆಗಟ್ಟುವ ಕ್ರಮವಾಗಿ, ಅಂತಹ ಘಟನೆಗಳನ್ನು ವಿರಳವಾಗಿ ನಡೆಸಲಾಗುತ್ತದೆ, ಏಕೆಂದರೆ ಈ ಸಂತೋಷವು ಸಾಕಷ್ಟು ಪ್ರಯಾಸಕರ ಮತ್ತು ದುಬಾರಿಯಾಗಿದೆ. ಹೈಡ್ರೋಪ್ನ್ಯೂಮ್ಯಾಟಿಕ್ ಫ್ಲಶಿಂಗ್ಗಾಗಿ, ಆಮ್ಲ ಪರಿಹಾರಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಪೈಪ್ಲೈನ್ ಗೋಡೆಗಳಿಂದ ಹೊರಭಾಗಕ್ಕೆ ಪ್ಲೇಕ್ ಅನ್ನು ತೆಗೆದುಹಾಕುತ್ತದೆ. ಲೋಹದ ಕಣಗಳು ಕೊಳವೆಗಳ ಒಳಗಿನ ಗೋಡೆಗಳಿಗೆ ಅಂಟಿಕೊಳ್ಳುತ್ತವೆ, ಇದರಿಂದಾಗಿ ಅವುಗಳ ವ್ಯಾಸವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. ಇದು ಕಾರಣವಾಗುತ್ತದೆ:
- ಒತ್ತಡದಲ್ಲಿ ಹೆಚ್ಚಳ;
- ಶೀತಕದ ವೇಗದಲ್ಲಿ ಹೆಚ್ಚಳ;
- ದಕ್ಷತೆಯಲ್ಲಿ ಇಳಿಕೆ;
- ವೆಚ್ಚದಲ್ಲಿ ಹೆಚ್ಚಳ.
ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಒತ್ತಡ ಪರೀಕ್ಷೆ ಎಂದರೇನು - ಇದು ಸಾಮಾನ್ಯ ಪರೀಕ್ಷೆಯಾಗಿದೆ, ಅದರ ಫಲಿತಾಂಶಗಳ ಪ್ರಕಾರ ಅಂತಹ ಸಾಧನಗಳನ್ನು ಬಳಸುವುದು ಸುರಕ್ಷಿತವೇ ಅಥವಾ ಇಲ್ಲವೇ ಎಂದು ಹೇಳಬಹುದು ಮತ್ತು ಅದು ಅಗತ್ಯವಾದ ಹೊರೆಗಳನ್ನು ತಡೆದುಕೊಳ್ಳಬಲ್ಲದು. ಎಲ್ಲಾ ನಂತರ, ಸರ್ಕ್ಯೂಟ್ ಡಿಪ್ರೆಶರೈಸೇಶನ್ಗೆ ಬಲಿಪಶುವಾಗಲು ಮತ್ತು ಬರ್ನ್ ವಿಭಾಗದಲ್ಲಿ ರೋಗಿಯಾಗಲು ಯಾರೂ ಬಯಸುವುದಿಲ್ಲ. ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಒತ್ತಡ ಪರೀಕ್ಷೆಯನ್ನು SNiP ಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ನಡೆಸಲಾಗುತ್ತದೆ. ಇದು ಕಡ್ಡಾಯ ಕಾರ್ಯವಿಧಾನವಾಗಿದೆ. ಅದರ ನಂತರ, ಸರ್ಕ್ಯೂಟ್ನ ತಾಂತ್ರಿಕ ಸೇವೆಯನ್ನು ದೃಢೀಕರಿಸುವ ಡಾಕ್ಯುಮೆಂಟ್ ಅನ್ನು ನೀಡಲಾಗುತ್ತದೆ. ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಒತ್ತಡ ಪರೀಕ್ಷೆಯನ್ನು ನಡೆಸಿದಾಗ ಮುಖ್ಯ ಪ್ರಕರಣಗಳು ಇಲ್ಲಿವೆ:
- ಹೊಸ ಸರ್ಕ್ಯೂಟ್ ಅನ್ನು ಜೋಡಿಸುವಾಗ ಮತ್ತು ಅದನ್ನು ಕಾರ್ಯರೂಪಕ್ಕೆ ತರುವಾಗ;
- ದುರಸ್ತಿ ಕೆಲಸದ ನಂತರ;
- ತಡೆಗಟ್ಟುವ ತಪಾಸಣೆ;
- ಆಮ್ಲ ದ್ರಾವಣಗಳೊಂದಿಗೆ ಪೈಪ್ಗಳನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಿದ ನಂತರ.
ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಒತ್ತಡದ ಪರೀಕ್ಷೆಯನ್ನು SNiP ಸಂಖ್ಯೆ 41-01-2003 ಮತ್ತು ಸಂಖ್ಯೆ 3.05.01-85, ಹಾಗೆಯೇ ಉಷ್ಣ ವಿದ್ಯುತ್ ಸ್ಥಾವರಗಳ ತಾಂತ್ರಿಕ ಕಾರ್ಯಾಚರಣೆಯ ನಿಯಮಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ನಡೆಸಲಾಗುತ್ತದೆ.
ಈ ನಿಯಮಗಳಿಂದ, ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಒತ್ತಡದ ಪರೀಕ್ಷೆಯಂತಹ ಕ್ರಿಯೆಯನ್ನು ಗಾಳಿ ಅಥವಾ ದ್ರವದಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ ಎಂದು ತಿಳಿದಿದೆ. ಎರಡನೆಯ ವಿಧಾನವನ್ನು ಹೈಡ್ರಾಲಿಕ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ, ಮತ್ತು ಮೊದಲನೆಯದನ್ನು ಮಾನೋಮೆಟ್ರಿಕ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ, ಇದು ನ್ಯೂಮ್ಯಾಟಿಕ್ ಆಗಿದೆ, ಇದು ಬಬಲ್ ಆಗಿದೆ. ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಒತ್ತಡ ಪರೀಕ್ಷೆಯ ನಿಯಮಗಳು ಕೋಣೆಯಲ್ಲಿನ ತಾಪಮಾನವು ಐದು ಡಿಗ್ರಿಗಿಂತ ಹೆಚ್ಚಿದ್ದರೆ ಮಾತ್ರ ನೀರಿನ ಪರೀಕ್ಷೆಗಳನ್ನು ಕೈಗೊಳ್ಳಬಹುದು ಎಂದು ಹೇಳುತ್ತದೆ. ಇಲ್ಲದಿದ್ದರೆ, ಪೈಪ್ನಲ್ಲಿನ ನೀರು ಫ್ರೀಜ್ ಆಗುವ ಅಪಾಯವಿದೆ. ಗಾಳಿಯೊಂದಿಗೆ ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಒತ್ತಡವು ಈ ಸಮಸ್ಯೆಯನ್ನು ತೆಗೆದುಹಾಕುತ್ತದೆ, ಇದನ್ನು ಶೀತ ಋತುವಿನಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ. ಪ್ರಾಯೋಗಿಕವಾಗಿ, ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಹೈಡ್ರಾಲಿಕ್ ಒತ್ತಡ ಪರೀಕ್ಷೆಯನ್ನು ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ, ಏಕೆಂದರೆ ಪ್ರತಿಯೊಬ್ಬರೂ ತಾಪನ ಋತುವಿನ ಮೊದಲು ಅಗತ್ಯವಾದ ಯೋಜಿತ ಕೆಲಸವನ್ನು ಪೂರ್ಣಗೊಳಿಸಲು ಪ್ರಯತ್ನಿಸುತ್ತಿದ್ದಾರೆ. ಚಳಿಗಾಲದಲ್ಲಿ, ಅಪಘಾತಗಳ ನಿರ್ಮೂಲನೆ, ಯಾವುದಾದರೂ ಇದ್ದರೆ, ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ.
ಬಾಯ್ಲರ್ ಮತ್ತು ವಿಸ್ತರಣೆ ಟ್ಯಾಂಕ್ ಅನ್ನು ಸರ್ಕ್ಯೂಟ್ನಿಂದ ಕತ್ತರಿಸಿದಾಗ ಮಾತ್ರ ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಒತ್ತಡ ಪರೀಕ್ಷೆಯನ್ನು ಪ್ರಾರಂಭಿಸಲು ಸಾಧ್ಯವಿದೆ, ಇಲ್ಲದಿದ್ದರೆ ಅವು ವಿಫಲಗೊಳ್ಳುತ್ತವೆ. ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಒತ್ತಡವನ್ನು ಹೇಗೆ ಪರೀಕ್ಷಿಸಲಾಗುತ್ತದೆ?
- ಎಲ್ಲಾ ದ್ರವವನ್ನು ಸರ್ಕ್ಯೂಟ್ನಿಂದ ಬರಿದುಮಾಡಲಾಗುತ್ತದೆ;
- ನಂತರ ತಣ್ಣೀರು ಅದರಲ್ಲಿ ಸುರಿಯಲಾಗುತ್ತದೆ;
- ಅದು ತುಂಬುತ್ತಿದ್ದಂತೆ, ಹೆಚ್ಚುವರಿ ಗಾಳಿಯು ಸರ್ಕ್ಯೂಟ್ನಿಂದ ಇಳಿಯುತ್ತದೆ;
- ನೀರು ಸಂಗ್ರಹವಾದ ನಂತರ, ಒತ್ತಡದ ಸೂಪರ್ಚಾರ್ಜರ್ ಅನ್ನು ಸರ್ಕ್ಯೂಟ್ಗೆ ಸರಬರಾಜು ಮಾಡಲಾಗುತ್ತದೆ;
- ತಾಪನ ವ್ಯವಸ್ಥೆಯು ಹೇಗೆ ಒತ್ತಡಕ್ಕೊಳಗಾಗುತ್ತದೆ - ವಾತಾವರಣದ ಪ್ರಮಾಣವು ಕ್ರಮೇಣ ಹೆಚ್ಚಾಗುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಗರಿಷ್ಠ ಪರೀಕ್ಷಾ ಒತ್ತಡವು ಸರ್ಕ್ಯೂಟ್ನ ವಿವಿಧ ಅಂಶಗಳ ಕರ್ಷಕ ಶಕ್ತಿಗಿಂತ ಹೆಚ್ಚಿರಬಾರದು;
- ಹೆಚ್ಚಿನ ಒತ್ತಡವನ್ನು ಸ್ವಲ್ಪ ಸಮಯದವರೆಗೆ ಬಿಡಲಾಗುತ್ತದೆ ಮತ್ತು ಎಲ್ಲಾ ಸಂಪರ್ಕಗಳನ್ನು ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ. ಥ್ರೆಡ್ ಸಂಪರ್ಕಗಳನ್ನು ಮಾತ್ರವಲ್ಲದೆ ಸರ್ಕ್ಯೂಟ್ನ ಭಾಗಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಸ್ಥಳಗಳಲ್ಲಿಯೂ ನೋಡುವುದು ಅವಶ್ಯಕ.
ಗಾಳಿಯೊಂದಿಗೆ ತಾಪನ ವ್ಯವಸ್ಥೆಯನ್ನು ಒತ್ತುವುದು ಇನ್ನೂ ಸುಲಭವಾಗಿದೆ.ಎಲ್ಲಾ ಶೀತಕವನ್ನು ಹರಿಸುತ್ತವೆ, ಸರ್ಕ್ಯೂಟ್ನಲ್ಲಿನ ಎಲ್ಲಾ ಔಟ್ಲೆಟ್ಗಳನ್ನು ಮುಚ್ಚಿ ಮತ್ತು ಅದರೊಳಗೆ ಗಾಳಿಯನ್ನು ತರುತ್ತವೆ. ಆದರೆ ಈ ರೀತಿಯಾಗಿ, ಅಸಮರ್ಪಕ ಕಾರ್ಯವನ್ನು ನಿರ್ಧರಿಸುವುದು ಹೆಚ್ಚು ಕಷ್ಟ. ಉದಾಹರಣೆಗೆ, ಕೊಳವೆಗಳಲ್ಲಿ ದ್ರವ ಇದ್ದರೆ, ನಂತರ ಹೆಚ್ಚಿನ ಒತ್ತಡದಲ್ಲಿ ಅದು ಸಂಭವನೀಯ ಅಂತರದ ಮೂಲಕ ಹರಿಯುತ್ತದೆ. ದೃಷ್ಟಿಗೋಚರವಾಗಿ ಗುರುತಿಸುವುದು ಸುಲಭ. ಆದರೆ ಟ್ಯೂಬ್ಗಳಲ್ಲಿ ಯಾವುದೇ ದ್ರವವಿಲ್ಲದಿದ್ದರೆ, ಅದರ ಪ್ರಕಾರ, ಗಾಳಿಯನ್ನು ಹೊರತುಪಡಿಸಿ ಹೊರಬರಲು ಏನೂ ಇಲ್ಲ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಒಂದು ಶಿಳ್ಳೆ ಕೇಳಬಹುದು.
ಮತ್ತು ಅದು ಕೇಳಿಸದಿದ್ದರೆ, ಒತ್ತಡದ ಗೇಜ್ ಸೂಜಿ ಸೋರಿಕೆಯನ್ನು ಸೂಚಿಸುತ್ತದೆ, ನಂತರ ಎಲ್ಲಾ ಸಂಪರ್ಕಗಳನ್ನು ಸಾಬೂನು ನೀರಿನಿಂದ ಹೊದಿಸಲಾಗುತ್ತದೆ. ಅದನ್ನು ಸುಲಭಗೊಳಿಸಲು, ನೀವು ಸಂಪೂರ್ಣ ಸಿಸ್ಟಮ್ ಅನ್ನು ಪರಿಶೀಲಿಸಬಹುದು, ಆದರೆ ಅದನ್ನು ಭಾಗಗಳಾಗಿ ವಿಭಜಿಸುವ ಮೂಲಕ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ತಾಪನ ಕೊಳವೆಗಳ ಒತ್ತಡದ ಪರೀಕ್ಷೆಯನ್ನು ಕೈಗೊಳ್ಳಲು ಮತ್ತು ಖಿನ್ನತೆಯ ಸಂಭವನೀಯ ಸ್ಥಳಗಳನ್ನು ನಿರ್ಧರಿಸಲು ಸುಲಭವಾಗಿದೆ.
ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳ ಸ್ಥಾಪನೆಯನ್ನು ನೀವೇ ಮಾಡಿ
ಪೈಪ್ ಕತ್ತರಿಸುವಿಕೆಯನ್ನು ಲೋಹದ ಕತ್ತರಿ ಅಥವಾ ವಿಶೇಷ ಹ್ಯಾಕ್ಸಾದಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ. ಸಣ್ಣ ಮತ್ತು ಮಧ್ಯಮ ವ್ಯಾಸದ ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಅನ್ನು ಕತ್ತರಿಸಲು ಕಟ್ಟರ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ ಮತ್ತು ವೃತ್ತಿಪರ ಅನುಸ್ಥಾಪನೆಯಲ್ಲಿ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಕತ್ತರಿ ಸರಳವಾದ ಗೃಹೋಪಯೋಗಿ ಉಪಕರಣವಾಗಿದೆ, ಅವುಗಳನ್ನು ಬಜೆಟ್ ಬೆಲೆ ವಿಭಾಗದಲ್ಲಿ ಸಹ ಖರೀದಿಸಬಹುದು, ಮುಖ್ಯ ವಿಷಯವೆಂದರೆ ಆರಾಮದಾಯಕ ಮತ್ತು ಸಮತೋಲಿತ ಹ್ಯಾಂಡಲ್ ಇದೆ, ಮತ್ತು ಬ್ಲೇಡ್ಗಳು ತೀಕ್ಷ್ಣವಾಗಿರುತ್ತವೆ, ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಲೋಹದಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆ. ಕಟ್ಟರ್ಗಳು ಆಂತರಿಕ ಕ್ಯಾಲಿಬ್ರೇಟರ್ನೊಂದಿಗೆ ಅಳವಡಿಸಲ್ಪಟ್ಟಿವೆ, ಇದು ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಅನ್ನು ಕತ್ತರಿಸುವುದನ್ನು ಮಾತ್ರವಲ್ಲದೆ ಅಂಚುಗಳ ವಿರೂಪಗೊಂಡ ಆಕಾರವನ್ನು ಮರುಸ್ಥಾಪಿಸಲು ಸಹ ಅನುಮತಿಸುತ್ತದೆ.







ವಿಶೇಷ ಪರಿಕರಗಳ ಜೊತೆಗೆ, ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳ ವ್ಯವಸ್ಥೆಯನ್ನು ಸ್ಥಾಪಿಸುವಾಗ, ಹೆಚ್ಚು ಬಹುಮುಖ ಸಾಧನಗಳ ಬಳಕೆಯ ಅಗತ್ಯವಿರುತ್ತದೆ: ಅಳತೆ ಟೇಪ್, ಸರಿಯಾದ ಗಾತ್ರದ ಕೀಗಳು, ಬೆವೆಲರ್, ಗ್ರೈಂಡಿಂಗ್ ಎಮೆರಿ, ಎಕ್ಸ್ಪಾಂಡರ್, ಪ್ರೆಸ್ ಫಿಟ್ಟಿಂಗ್ ಸಂಪರ್ಕಗಳನ್ನು ಒದಗಿಸಿದರೆ. ಬಳಸಲಾಗಿದೆ.
ಪ್ಲಾಸ್ಟಿಕ್ ಮತ್ತು ಲೋಹದಿಂದ ಮಾಡಿದ ಕೊಳಾಯಿ ವ್ಯವಸ್ಥೆಯು ಬಾಳಿಕೆ ಬರುವ ಮತ್ತು ಪ್ರಾಯೋಗಿಕ ಮಾತ್ರವಲ್ಲ, ಆದರೆ ಸ್ಥಾಪಿಸಲು ಸುಲಭವಾಗಿದೆ. ಅಗತ್ಯ ಜ್ಞಾನವನ್ನು ಹೊಂದಿರದ ವ್ಯಕ್ತಿಯಿಂದಲೂ ಪ್ರಕ್ರಿಯೆಯು ಮರಣದಂಡನೆಗೆ ಲಭ್ಯವಿದೆ. ಸರಳವಾದ ಪರಿಕರಗಳ ಗುಂಪನ್ನು ಹೊಂದಿರುವ ನೀವು ಸರಳ ಅನುಸ್ಥಾಪನಾ ನಿಯಮಗಳನ್ನು ಅನುಸರಿಸಿದರೆ ನೀವು ಮೂಲಭೂತ ಅನುಸ್ಥಾಪನಾ ಕಾರ್ಯವನ್ನು ಸಮರ್ಥವಾಗಿ ಮತ್ತು ಯೋಗ್ಯವಾದ ವೆಚ್ಚ ಉಳಿತಾಯದೊಂದಿಗೆ ಮಾಡಬಹುದು.
ಲೋಹದೊಂದಿಗೆ ಪ್ಲಾಸ್ಟಿಕ್ ಸಂಯೋಜನೆಯು ಉತ್ತಮ ಸಂಯೋಜನೆಯಾಗಿದೆ, ಆದರೆ ಇದು ಆಕ್ರಮಣಕಾರಿ ಯಾಂತ್ರಿಕ ಮತ್ತು ನೇರಳಾತೀತ ಪರಿಣಾಮಗಳ "ಹೆದರಿದೆ", ಅವುಗಳನ್ನು ತೆರೆದಾಗ ಅದನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳಬೇಕು.
ಮುಚ್ಚಿದ ಪ್ರಕಾರವನ್ನು ಸ್ಥಾಪಿಸಲು ಇದು ಉದ್ದೇಶಿಸಿದ್ದರೆ, ಸಂಕೋಚನ ಪ್ರಕಾರದ ಫಿಟ್ಟಿಂಗ್ಗಳಿಗೆ ಪ್ರವೇಶಕ್ಕಾಗಿ ಹ್ಯಾಚ್ಗಳ ಉಪಸ್ಥಿತಿಯನ್ನು ಒದಗಿಸುವುದು ಅವಶ್ಯಕ.
ತಾಪನ ವ್ಯವಸ್ಥೆಯು ಎಂಪಿ ಪೈಪ್ಗಳನ್ನು ಸಹ ಒಳಗೊಂಡಿರಬಹುದು, ಆದರೆ ಈ ಸಂದರ್ಭದಲ್ಲಿ ಎಲ್ಲಾ ಅಂಶಗಳ ಸಮಗ್ರತೆಯನ್ನು ಪರಿಶೀಲಿಸಲು ಮತ್ತು ಎಲ್ಲಾ ಅಂಶಗಳ ಹೆಚ್ಚು ಬಾಳಿಕೆ ಬರುವ ಸಂಪರ್ಕದ ಸ್ಥಿತಿಯನ್ನು ಗಮನಿಸಲು ವಿಶೇಷ ಗಮನ ಹರಿಸುವುದು ಯೋಗ್ಯವಾಗಿದೆ. ಸಿಸ್ಟಮ್ನ ಹೊಸ ಅಂಶಗಳನ್ನು ಅನ್ಪ್ಯಾಕ್ ಮಾಡುವಾಗ ಚೂಪಾದ ವಸ್ತುಗಳನ್ನು ಬಳಸಬೇಡಿ, ಮೈಕ್ರೋ-ಸ್ಕ್ರ್ಯಾಚ್ ಕೂಡ ಸಂಪೂರ್ಣ ಸಿಸ್ಟಮ್ ಅನ್ನು ಗಂಭೀರವಾಗಿ ಹಾನಿಗೊಳಿಸುತ್ತದೆ.
ಪೈಪ್ ಸ್ಥಾಪನೆಗೆ ಬಳಸುವ ಲೋಹದ ಬೆಂಬಲಗಳು ಮತ್ತು ಹ್ಯಾಂಗರ್ಗಳು ಮೃದುವಾದ ಗ್ಯಾಸ್ಕೆಟ್ಗಳನ್ನು ಹೊಂದಿರಬೇಕು, ಇದು ಪ್ಲಾಸ್ಟಿಕ್ ಮೇಲ್ಮೈಗೆ ಯಾಂತ್ರಿಕ ಹಾನಿಯನ್ನು ತಪ್ಪಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ.
ವಾರ್ಡ್ರೋಬ್ ಹ್ಯಾಂಗರ್ನೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುವಂತೆ, ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳ ಅನುಸ್ಥಾಪನೆಯು ಬಾಲ್ ಕವಾಟಗಳ ಆಯ್ಕೆ ಮತ್ತು ಜೋಡಣೆಯೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ
ಇಡೀ ವ್ಯವಸ್ಥೆಗೆ ಈ ಅಂಶವು ಅತ್ಯಂತ ಮುಖ್ಯವಾಗಿದೆ, ನೀವು ಅದರ ಮೇಲೆ ಉಳಿಸಬಾರದು ಮತ್ತು ಚೀನೀ ಬಜೆಟ್ ಕೌಂಟರ್ಪಾರ್ಟ್ಸ್ ಅನ್ನು ಖರೀದಿಸಬಾರದು
ಉತ್ತಮ ಗುಣಮಟ್ಟದ ನಲ್ಲಿ 60 ವಾತಾವರಣ ಮತ್ತು ಹೆಚ್ಚಿನ ತಾಪಮಾನವನ್ನು ತಡೆದುಕೊಳ್ಳಬೇಕು
ವಾರ್ಡ್ರೋಬ್ ಹ್ಯಾಂಗರ್ನೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುವಂತೆ, ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳ ಅನುಸ್ಥಾಪನೆಯು ಬಾಲ್ ಕವಾಟಗಳ ಆಯ್ಕೆ ಮತ್ತು ಜೋಡಣೆಯೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ
ಇಡೀ ವ್ಯವಸ್ಥೆಗೆ ಈ ಅಂಶವು ಅತ್ಯಂತ ಮುಖ್ಯವಾಗಿದೆ, ನೀವು ಅದರ ಮೇಲೆ ಉಳಿಸಬಾರದು ಮತ್ತು ಚೀನೀ ಬಜೆಟ್ ಕೌಂಟರ್ಪಾರ್ಟ್ಸ್ ಅನ್ನು ಖರೀದಿಸಬಾರದು. ಉತ್ತಮ ಗುಣಮಟ್ಟದ ನಲ್ಲಿ 60 ವಾತಾವರಣ ಮತ್ತು ಹೆಚ್ಚಿನ ತಾಪಮಾನವನ್ನು ತಡೆದುಕೊಳ್ಳಬೇಕು. ಸೋರಿಕೆಯ ಸಂದರ್ಭದಲ್ಲಿ, ಇದು ಕಡಿಮೆ ಸಮಯದಲ್ಲಿ ನೀರಿನ ಹರಿವನ್ನು ನಿಲ್ಲಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ಸರಿಯಾದ ಸಮಯದಲ್ಲಿ ಟ್ಯಾಪ್ ಅದರ ನೇರ ಕಾರ್ಯವನ್ನು ನಿಭಾಯಿಸದಿದ್ದರೆ, ಕೊಳಾಯಿ ವ್ಯವಸ್ಥೆಯು ಗಂಭೀರ ಹಾನಿಯ ಅಪಾಯದಲ್ಲಿದೆ.
ಸೋರಿಕೆಯ ಸಂದರ್ಭದಲ್ಲಿ, ಇದು ಕಡಿಮೆ ಸಮಯದಲ್ಲಿ ನೀರಿನ ಹರಿವನ್ನು ನಿಲ್ಲಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ. ಸರಿಯಾದ ಸಮಯದಲ್ಲಿ ಟ್ಯಾಪ್ ಅದರ ನೇರ ಕಾರ್ಯವನ್ನು ನಿಭಾಯಿಸದಿದ್ದರೆ, ಕೊಳಾಯಿ ವ್ಯವಸ್ಥೆಯು ಗಂಭೀರ ಹಾನಿಯ ಅಪಾಯದಲ್ಲಿದೆ.
ವಾರ್ಡ್ರೋಬ್ ಹ್ಯಾಂಗರ್ನೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುವಂತೆ, ಲೋಹದ-ಪ್ಲಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳ ಅನುಸ್ಥಾಪನೆಯು ಬಾಲ್ ಕವಾಟಗಳ ಆಯ್ಕೆ ಮತ್ತು ಜೋಡಣೆಯೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ
ಇಡೀ ವ್ಯವಸ್ಥೆಗೆ ಈ ಅಂಶವು ಅತ್ಯಂತ ಮುಖ್ಯವಾಗಿದೆ, ನೀವು ಅದರ ಮೇಲೆ ಉಳಿಸಬಾರದು ಮತ್ತು ಚೀನೀ ಬಜೆಟ್ ಕೌಂಟರ್ಪಾರ್ಟ್ಸ್ ಅನ್ನು ಖರೀದಿಸಬಾರದು. ಉತ್ತಮ ಗುಣಮಟ್ಟದ ನಲ್ಲಿ 60 ವಾತಾವರಣ ಮತ್ತು ಹೆಚ್ಚಿನ ತಾಪಮಾನವನ್ನು ತಡೆದುಕೊಳ್ಳಬೇಕು. ಸೋರಿಕೆಯ ಸಂದರ್ಭದಲ್ಲಿ, ಇದು ಕಡಿಮೆ ಸಮಯದಲ್ಲಿ ನೀರಿನ ಹರಿವನ್ನು ನಿಲ್ಲಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ಸರಿಯಾದ ಸಮಯದಲ್ಲಿ ಟ್ಯಾಪ್ ಅದರ ನೇರ ಕಾರ್ಯವನ್ನು ನಿಭಾಯಿಸದಿದ್ದರೆ, ಕೊಳಾಯಿ ವ್ಯವಸ್ಥೆಯು ಗಂಭೀರ ಹಾನಿಯ ಅಪಾಯದಲ್ಲಿದೆ.
ಸೋರಿಕೆಯ ಸಂದರ್ಭದಲ್ಲಿ, ಇದು ಕಡಿಮೆ ಸಮಯದಲ್ಲಿ ನೀರಿನ ಹರಿವನ್ನು ನಿಲ್ಲಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ. ಸರಿಯಾದ ಸಮಯದಲ್ಲಿ ಟ್ಯಾಪ್ ಅದರ ನೇರ ಕಾರ್ಯವನ್ನು ನಿಭಾಯಿಸದಿದ್ದರೆ, ಕೊಳಾಯಿ ವ್ಯವಸ್ಥೆಯು ಗಂಭೀರ ಹಾನಿಯ ಅಪಾಯದಲ್ಲಿದೆ.
ಸಂಪೂರ್ಣ ಸಿಸ್ಟಮ್ ಅನ್ನು ಮೊದಲಿನಿಂದ ಸ್ಥಾಪಿಸಿದರೆ, ಅದು ಶುದ್ಧೀಕರಣ ಫಿಲ್ಟರ್ಗಳು, ಮೀಟರ್ಗಳು, ಒತ್ತಡ ಕಡಿಮೆ ಮಾಡುವವರು, ಪ್ರದೇಶದಾದ್ಯಂತ ಪೈಪ್ಗಾಗಿ ಮ್ಯಾನಿಫೋಲ್ಡ್ ಅನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ. ಪೈಪ್ಗಳನ್ನು ಫಿಲ್ಟರ್ಗಳೊಂದಿಗೆ ಜೋಡಿಸಲು ಶಿಫಾರಸು ಮಾಡಲಾಗಿದೆ, ಇದು ತಾಂತ್ರಿಕ ಶಿಲಾಖಂಡರಾಶಿಗಳನ್ನು ಸಿಸ್ಟಮ್ಗೆ ಪ್ರವೇಶಿಸುವುದನ್ನು ತಡೆಯುತ್ತದೆ.









ಇದನ್ನೂ ಓದಿ:
ಅಪಾರ್ಟ್ಮೆಂಟ್ ಕಟ್ಟಡಗಳಲ್ಲಿ ಪರೀಕ್ಷೆಗಳು
ಅಪಾರ್ಟ್ಮೆಂಟ್ ಕಟ್ಟಡಗಳಲ್ಲಿ, ಗಾಳಿಯೊಂದಿಗೆ ತಾಪನ ವ್ಯವಸ್ಥೆಯ ಒತ್ತಡ ಪರೀಕ್ಷೆಯನ್ನು ಸಹ ಕೈಗೊಳ್ಳಬಹುದು. ನಾವು ಈಗ ಕೆಲಸಕ್ಕೆ ಅಗತ್ಯವಾದ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಪರಿಗಣಿಸುತ್ತೇವೆ. ನೀವು ನೀರಿನ ಸೋರಿಕೆಯನ್ನು ಕಂಡುಕೊಂಡರೆ, ಅವುಗಳನ್ನು ಸರಿಪಡಿಸಬೇಕು. ಆದರೆ ಆಗಾಗ್ಗೆ, ವ್ಯವಸ್ಥೆಯಲ್ಲಿ ಹೆಚ್ಚಿನ ಒತ್ತಡವಿಲ್ಲದೆ, ಸ್ತರಗಳಲ್ಲಿ ತೆಳುವಾದ ಬಿರುಕುಗಳನ್ನು ಕಂಡುಹಿಡಿಯುವುದು ತುಂಬಾ ಕಷ್ಟ. ಅಪಾರ್ಟ್ಮೆಂಟ್ ಕಟ್ಟಡಗಳಲ್ಲಿ, ಪ್ರತ್ಯೇಕ ಅಪಾರ್ಟ್ಮೆಂಟ್ ಮತ್ತು ಎಲ್ಲಾ ಹೆದ್ದಾರಿಗಳ ಒತ್ತಡ ಪರೀಕ್ಷೆಯನ್ನು ಕೈಗೊಳ್ಳುವುದು ಅವಶ್ಯಕ.
ನೀವು ತಯಾರು ಮಾಡಬೇಕಾಗಿದೆ:
- ಎಲ್ಲಾ ಲಾಕಿಂಗ್ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಪರೀಕ್ಷಿಸಿ. ಕವಾಟಗಳು ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣದಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದ್ದರೆ, ಅವರೊಂದಿಗೆ ಗ್ರಂಥಿಗಳನ್ನು ಬದಲಿಸಲು ಮರೆಯದಿರಿ. ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕಗಳ ಮೇಲೆ ಗ್ಯಾಸ್ಕೆಟ್ಗಳನ್ನು ಬದಲಾಯಿಸಿ. ತಮ್ಮ ಮೂಲ ನೋಟವನ್ನು ಕಳೆದುಕೊಂಡಿರುವ ಎಲ್ಲಾ ಬೋಲ್ಟ್ಗಳನ್ನು ಸಹ ಬದಲಾಯಿಸಬೇಕು. ಹೊಸ ಒತ್ತಡದ ಮಾಪಕಗಳನ್ನು ಸ್ಥಾಪಿಸಲು ಮರೆಯದಿರಿ, ಅವುಗಳನ್ನು ಮಾಪನಗಳಿಗೆ ಮತ್ತಷ್ಟು ಬಳಸಬಹುದೇ ಎಂದು ನಿರ್ಧರಿಸಲು ಪರಿಶೀಲನೆಗಾಗಿ ಹಳೆಯದನ್ನು ಕಳುಹಿಸಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ.
- ಸಣ್ಣ ದೋಷಗಳು, ಹಾನಿಯನ್ನು ಗುರುತಿಸಲು ಎಲ್ಲಾ ಪೈಪ್ಗಳು, ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ದೃಷ್ಟಿಗೋಚರವಾಗಿ ಪರೀಕ್ಷಿಸಿ. ನೀವು ಸಮಸ್ಯೆಯ ಪ್ರದೇಶಗಳನ್ನು ಕಂಡುಕೊಂಡರೆ, ನೀವು ಅವುಗಳನ್ನು ತ್ವರಿತವಾಗಿ ಸರಿಪಡಿಸಬೇಕಾಗಿದೆ.
- ನೆಲಮಾಳಿಗೆಯಲ್ಲಿ ಮತ್ತು ಮಹಡಿಗಳ ನಡುವೆ ಹಾಕಿದ ರೇಖೆಗಳ ಮೇಲೆ ಉಷ್ಣ ನಿರೋಧನ ವಸ್ತುಗಳ ಸ್ಥಿತಿಯನ್ನು ಪರಿಶೀಲಿಸಿ.
ತಯಾರಿಕೆಯ ನಂತರ, ನೀವು ನೇರವಾಗಿ ಕ್ರಿಂಪಿಂಗ್ ಕೆಲಸವನ್ನು ಕೈಗೊಳ್ಳಲು ಪ್ರಾರಂಭಿಸಬಹುದು:
- ಸಂಪೂರ್ಣ ಸರ್ಕ್ಯೂಟ್ ಅನ್ನು ಕಡಿಮೆ ಗಡಸುತನದೊಂದಿಗೆ ನೀರಿನಿಂದ ತುಂಬಿಸಿ (ಆದ್ದರಿಂದ ಪ್ರಮಾಣವು ಕಾಣಿಸುವುದಿಲ್ಲ). ವಿದ್ಯುತ್ ಪಂಪ್ನೊಂದಿಗೆ ಅದನ್ನು ಸಿಸ್ಟಮ್ಗೆ ಪಂಪ್ ಮಾಡುವುದು ಉತ್ತಮ. ಒತ್ತಡ - 6-10 ಬಾರ್. ದ್ರವದೊಂದಿಗೆ ಧಾರಕದಲ್ಲಿ, ನೀವು ಮೆತುನೀರ್ನಾಳಗಳನ್ನು ಕಡಿಮೆ ಮಾಡಬೇಕಾಗುತ್ತದೆ - ಡ್ರೈನ್ ಮತ್ತು ಪೂರೈಕೆ. ಮುಂದೆ, ಪಂಪ್ ಅನ್ನು ತಾಪನ ಜಾಲಕ್ಕೆ ಸಂಪರ್ಕಿಸಿ ಮತ್ತು ಒತ್ತಡ ಪರೀಕ್ಷಕವನ್ನು ಆನ್ ಮಾಡಿ. ಒತ್ತಡವನ್ನು ಮುಂಚಿತವಾಗಿ ಹೊಂದಿಸಬೇಕು.
- ನೀವು ಅರ್ಧ ಘಂಟೆಯನ್ನು ಪತ್ತೆಹಚ್ಚುತ್ತೀರಿ - ಈ ಅವಧಿಯಲ್ಲಿ ಒತ್ತಡವು ಬಹುತೇಕ ಒಂದೇ ಮಟ್ಟದಲ್ಲಿ ಉಳಿಯಬೇಕು. ಒತ್ತಡವು ಕಡಿಮೆಯಾಗದಿದ್ದಲ್ಲಿ, ಪರೀಕ್ಷೆಯು ಪೂರ್ಣಗೊಂಡಿದೆ ಎಂದು ಪರಿಗಣಿಸಬಹುದು. ನೀವು ಸಿಸ್ಟಮ್ ಅನ್ನು ಕೆಲಸ ಮಾಡುವ ದ್ರವದಿಂದ ತುಂಬಿಸಬಹುದು ಮತ್ತು ಸಕ್ರಿಯ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಪ್ರಾರಂಭಿಸಬಹುದು.
- ಒತ್ತಡ ಕಡಿಮೆಯಾದರೆ, ತಾಪನ ವ್ಯವಸ್ಥೆಯಲ್ಲಿ ದೋಷಗಳಿವೆ. ಗಾಳಿಯೊಂದಿಗೆ ತಾಪನ ವ್ಯವಸ್ಥೆಯನ್ನು ಪರೀಕ್ಷಿಸುವ ಒತ್ತಡದ ವಿಧಾನವು ಒಂದೇ ಆಗಿರುತ್ತದೆ, ಆದರೆ ನೀವು ಸೋಪ್ ದ್ರಾವಣವನ್ನು ಬಳಸಬೇಕಾಗುತ್ತದೆ - ಅದು ಇಲ್ಲದೆ ಸೋರಿಕೆಯನ್ನು ಕಂಡುಹಿಡಿಯುವುದು ಕಷ್ಟ. ನೀವು ದೋಷಗಳನ್ನು ಕಂಡುಕೊಂಡ ತಕ್ಷಣ, ನೀವು ಸಿಸ್ಟಮ್ ಅನ್ನು ಖಾಲಿ ಮಾಡಲು ಮತ್ತು ದುರಸ್ತಿ ಮಾಡಲು ಪ್ರಾರಂಭಿಸಬಹುದು. ಅದರ ನಂತರ, ಸಂಪೂರ್ಣ ತಾಪನವನ್ನು ಮರು ರೋಗನಿರ್ಣಯ ಮಾಡಿ.
ಇನ್ಪುಟ್ ಘಟಕವನ್ನು ಇದೇ ರೀತಿ ನಡೆಸಲಾಗುತ್ತದೆ - ಒತ್ತಡವು ಸುಮಾರು 10 ಬಾರ್ ಆಗಿರಬೇಕು.



