- ಹರಿಕಾರ ವೆಲ್ಡರ್ ಆಗಿ ಹೇಗೆ ಪ್ರಾರಂಭಿಸುವುದು
- ವೆಲ್ಡಿಂಗ್ ಕೀಲುಗಳು ಮತ್ತು ಸ್ತರಗಳಲ್ಲಿ ಸಂಭವನೀಯ ದೋಷಗಳು
- ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನ
- ಆರ್ಕ್ ಅನ್ನು ಹೇಗೆ ಬೆಳಗಿಸುವುದು
- ವೆಲ್ಡಿಂಗ್ ವೇಗ
- ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳು
- ಸಲಹೆ ಆರು
- ಮನೆಯಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಮಾಡಲು ನಿಮಗೆ ಏನು ಬೇಕು?
- ನಿಮ್ಮ ಬಳಿ ಇನ್ನೇನು ಬೇಕು
- ವೆಲ್ಡಿಂಗ್ ಅಂಶಗಳು
- ವಿದ್ಯುತ್ ವೆಲ್ಡಿಂಗ್ನ ಮೂಲಭೂತ ಅಂಶಗಳು
- ವಿದ್ಯುತ್ ವೆಲ್ಡಿಂಗ್ ವಿಧಗಳು
- ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನ
- ಇನ್ವರ್ಟರ್ನೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಹಂತ-ಹಂತದ ಸೂಚನೆಗಳು
- ಉಪಕರಣಗಳು ಮತ್ತು ಉಪಕರಣಗಳು
- ಸಲಕರಣೆಗಳ ವಿಧಗಳು
- ಉಪಕರಣಗಳು ಮತ್ತು ಉಪಕರಣಗಳು
- ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನ
ಹರಿಕಾರ ವೆಲ್ಡರ್ ಆಗಿ ಹೇಗೆ ಪ್ರಾರಂಭಿಸುವುದು
ಇಲ್ಲಿ ಅಂತಿಮವಾಗಿ ವೆಲ್ಡಿಂಗ್ ಇನ್ವರ್ಟರ್, ವೆಲ್ಡರ್ನ ಮುಖವಾಡ ಮತ್ತು ವಿದ್ಯುದ್ವಾರಗಳು ನಿಮ್ಮ ಮುಂದೆ ಇವೆ. ಅನುಭವಿ ವೆಲ್ಡರ್ಗೆ ಇದು ಬೇಕಾಗಿರುವುದು ಅಲ್ಲ, ಆದರೆ ಪ್ರಾರಂಭಿಸಲು ಹರಿಕಾರ ಸಾಕು. ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ ಅಡುಗೆ ಮಾಡಲು ಕಲಿಯಿರಿ.
ಮೊದಲನೆಯದಾಗಿ, ನೀವು ಇನ್ವರ್ಟರ್ಗೆ ಎರಡು ಕೇಬಲ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಬೇಕಾಗುತ್ತದೆ. ಎಲೆಕ್ಟ್ರೋಡ್ ಹೋಲ್ಡರ್ನೊಂದಿಗೆ ಒಂದು ಕೇಬಲ್, ಮತ್ತು ನೆಲದ ಟರ್ಮಿನಲ್ನೊಂದಿಗೆ ಎರಡನೆಯದು
ಇನ್ವರ್ಟರ್ನ ಪ್ಲಸ್ ಅಥವಾ ಮೈನಸ್ಗೆ ಯಾವ ಕೇಬಲ್ ಅನ್ನು ಸಂಪರ್ಕಿಸುವುದು ಉತ್ತಮ ಎಂಬುದು ಇನ್ನೂ ಅಷ್ಟು ಮುಖ್ಯವಲ್ಲ. ನೇರ ಮತ್ತು ಹಿಮ್ಮುಖ ಧ್ರುವೀಯತೆಯ ಬಗ್ಗೆ ನೀವು ಇನ್ನಷ್ಟು ತಿಳಿದುಕೊಳ್ಳಬಹುದು, ಕ್ರಮೇಣ ವೆಲ್ಡಿಂಗ್ನ ಮೂಲಭೂತ ಅಂಶಗಳನ್ನು ಕಲಿಯಬಹುದು
ಆದ್ದರಿಂದ, ಧೈರ್ಯದಿಂದ, ನಾವು ಎಲೆಕ್ಟ್ರೋಡ್ ಹೋಲ್ಡರ್ ಅನ್ನು ಇನ್ವರ್ಟರ್ನ ಪ್ಲಸ್ಗೆ ಸಂಪರ್ಕಿಸುತ್ತೇವೆ ಮತ್ತು ನೆಲದೊಂದಿಗೆ ಕ್ಲ್ಯಾಂಪ್ ಅನ್ನು ನಕಾರಾತ್ಮಕ ಕನೆಕ್ಟರ್ಗೆ ಸಂಪರ್ಕಿಸುತ್ತೇವೆ, ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಹೋಲ್ಡರ್ಗೆ ಸೇರಿಸಿ ಮತ್ತು ಬೇಯಿಸಲು ಪ್ರಯತ್ನಿಸಿ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಹೊತ್ತಿಸುವ ಮೊದಲು, ಇನ್ವರ್ಟರ್ನಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹವನ್ನು ಸರಿಯಾಗಿ ಹೊಂದಿಸಿ.ಎಲೆಕ್ಟ್ರೋಡ್ಗಳು ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹದ ನಿಯತಾಂಕಗಳೊಂದಿಗೆ ಟೇಬಲ್ ಅನ್ನು ಬಳಸಿ (ಮೇಲೆ ನೋಡಿ), ತದನಂತರ ಹೆಚ್ಚು ಸೂಕ್ತವಾದ ಮೌಲ್ಯವನ್ನು ಆಯ್ಕೆಮಾಡಿ.
ಆದ್ದರಿಂದ, ಮೊದಲು ನೀವು ಆರ್ಕ್ ಅನ್ನು ಹೇಗೆ ಬೆಳಗಿಸಬೇಕೆಂದು ಕಲಿಯಬೇಕು. ಲೋಹದ ಮೇಲೆ ವಿದ್ಯುದ್ವಾರವನ್ನು ಲಘುವಾಗಿ ಟ್ಯಾಪ್ ಮಾಡುವ ಮೂಲಕ ಅಥವಾ ಲೋಹದ ಮೇಲೆ ಅದರ ತುದಿಯನ್ನು ಸ್ವಲ್ಪ ಚಲಿಸುವ ಮೂಲಕ ಇದನ್ನು ಮಾಡಲಾಗುತ್ತದೆ. ಆರಂಭಿಕರಿಗಾಗಿ, ಎರಡನೆಯ ಆಯ್ಕೆಯನ್ನು ಬಳಸುವುದು ಉತ್ತಮ.
ವಿದ್ಯುದ್ವಾರವನ್ನು ಲೋಹದಲ್ಲಿ ತುಂಬಾ ಗಟ್ಟಿಯಾಗಿ ಅಂಟಿಸುವುದು ಅನಿವಾರ್ಯವಲ್ಲ, ಏಕೆಂದರೆ ಅದು ಖಂಡಿತವಾಗಿಯೂ ಮೇಲ್ಮೈಗೆ ಅಂಟಿಕೊಳ್ಳುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ಆರ್ಕ್ ಬೆಳಗಿದ ತಕ್ಷಣ, ವೆಲ್ಡಿಂಗ್ ಪ್ರಗತಿಯಲ್ಲಿರುವಾಗ ನೀವು ಅದನ್ನು ನಿರಂತರವಾಗಿ ಉರಿಯುತ್ತಿರಬೇಕು. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಎಲೆಕ್ಟ್ರೋಡ್ ಮತ್ತು ಲೋಹದ ಮೇಲ್ಮೈ ನಡುವಿನ ಅಂತರವು ಸುಮಾರು 2-3 ಮಿಮೀ (ಸಣ್ಣ ಆರ್ಕ್) ಆಗಿರಬೇಕು.
ಎಲ್ಲವೂ ನಿಮಗಾಗಿ ಕೆಲಸ ಮಾಡಿದರೆ ಮತ್ತು ಆರ್ಕ್ ಸುಟ್ಟುಹೋದರೆ, ನೀವು ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕಲು ಪ್ರಯತ್ನಿಸಬಹುದು. ಇದನ್ನು ಮಾಡಲು, ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಬದಿಗೆ ಓರೆಯಾಗಿಸಿ ಮತ್ತು ಅದನ್ನು 40-60 ಡಿಗ್ರಿ ಕೋನದಲ್ಲಿ ಹಿಡಿದುಕೊಳ್ಳಿ. ಜಂಟಿ ಉದ್ದಕ್ಕೂ ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಅಕ್ಕಪಕ್ಕಕ್ಕೆ ಚಲಿಸಲು ನಿಧಾನವಾಗಿ ಪ್ರಾರಂಭಿಸಿ. ನೀವು ವಿದ್ಯುದ್ವಾರವನ್ನು ವಿವಿಧ ರೀತಿಯಲ್ಲಿ ಮುನ್ನಡೆಸಬಹುದು, ಆದರೆ ಎಲ್ಲವನ್ನೂ ಒಂದೇ ಬಾರಿಗೆ ಕರಗತ ಮಾಡಿಕೊಳ್ಳುವುದು ಅಸಾಧ್ಯ.
ವೆಲ್ಡಿಂಗ್ ಕೀಲುಗಳು ಮತ್ತು ಸ್ತರಗಳಲ್ಲಿ ಸಂಭವನೀಯ ದೋಷಗಳು
ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ಒಂದು ಸಂಕೀರ್ಣ ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ ಮತ್ತು ಯಾವಾಗಲೂ ಎಲ್ಲವೂ ಸರಾಗವಾಗಿ ಹೋಗುವುದಿಲ್ಲ.
ಕೆಲಸದಲ್ಲಿನ ದೋಷಗಳ ಪರಿಣಾಮವಾಗಿ, ಸ್ತರಗಳು ಮತ್ತು ಕೀಲುಗಳು ವಿವಿಧ ದೋಷಗಳನ್ನು ಹೊಂದಿರಬಹುದು, ಅವುಗಳೆಂದರೆ:
- ಕುಳಿಗಳು. ವೆಲ್ಡ್ ಮಣಿಯಲ್ಲಿ ಸಣ್ಣ ಇಂಡೆಂಟೇಶನ್ಗಳು. ಸೀಮ್ನ ಅಂತಿಮ ತುಣುಕಿನ ಮರಣದಂಡನೆಯಲ್ಲಿ ಆರ್ಕ್ ಬ್ರೇಕ್ ಅಥವಾ ದೋಷದ ಪರಿಣಾಮವಾಗಿ ಕಾಣಿಸಿಕೊಳ್ಳಬಹುದು.
- ರಂಧ್ರಗಳು. ತುಕ್ಕು, ಎಣ್ಣೆ, ಇತ್ಯಾದಿಗಳೊಂದಿಗೆ ಭಾಗಗಳ ಅಂಚುಗಳ ಮಾಲಿನ್ಯದ ಪರಿಣಾಮವಾಗಿ ವೆಲ್ಡಿಂಗ್ ಸೀಮ್ ಸರಂಧ್ರವಾಗುತ್ತದೆ, ಜೊತೆಗೆ, ಸೀಮ್ ಅನ್ನು ತ್ವರಿತವಾಗಿ ತಂಪಾಗಿಸಿದಾಗ, ಹೆಚ್ಚಿನ ಬೆಸುಗೆ ವೇಗದಲ್ಲಿ ಮತ್ತು ಆರ್ದ್ರ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವಾಗ ರಂಧ್ರವು ಕಾಣಿಸಿಕೊಳ್ಳಬಹುದು.
- ಅಂಡರ್ಕಟ್ಸ್. ಅವರು ಸೀಮ್ ಮಣಿಯ ಎರಡೂ ಬದಿಗಳಲ್ಲಿ ಸಣ್ಣ ಇಂಡೆಂಟೇಶನ್ಗಳಂತೆ ಕಾಣುತ್ತಾರೆ.ಮೂಲೆಯ ಕೀಲುಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ ಲಂಬ ಗೋಡೆಯ ದಿಕ್ಕಿನಲ್ಲಿ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಸ್ಥಳಾಂತರಿಸಿದಾಗ ಅವು ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತವೆ. ಹೆಚ್ಚುವರಿಯಾಗಿ, ಉದ್ದವಾದ ಚಾಪದೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವಾಗ ಅಥವಾ ವೆಲ್ಡಿಂಗ್ ಕರೆಂಟ್ ಮೌಲ್ಯಗಳು ತುಂಬಾ ಹೆಚ್ಚಿದ್ದರೆ ಅಂಡರ್ಕಟ್ಗಳು ರೂಪುಗೊಳ್ಳುತ್ತವೆ.
- ಸ್ಲ್ಯಾಗ್ ಸೇರ್ಪಡೆಗಳು. ವೆಲ್ಡಿಂಗ್ ಮಣಿ ಒಳಗೆ ಸ್ಲ್ಯಾಗ್ ತುಂಡುಗಳಿವೆ. ಅಂಚುಗಳು ಕೊಳಕು ಆಗಿದ್ದರೆ, ವೆಲ್ಡಿಂಗ್ ವೇಗವು ಅಧಿಕವಾಗಿದ್ದರೆ ಅಥವಾ ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹವು ತುಂಬಾ ಕಡಿಮೆಯಿದ್ದರೆ ಇದು ಸಂಭವಿಸಬಹುದು.
ಇವುಗಳು ಅತ್ಯಂತ ಸಾಮಾನ್ಯವಾದ ವೆಲ್ಡ್ ದೋಷಗಳಾಗಿವೆ, ಆದರೆ ಇತರರು ಇರಬಹುದು.
ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನ
ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ಎನ್ನುವುದು ಲೋಹದ ಕರಗುವಿಕೆಯ ಮೇಲೆ ಹೆಚ್ಚಿನ ತಾಪಮಾನದ ಪ್ರಭಾವದ ಅಡಿಯಲ್ಲಿ ಸಂಭವಿಸುವ ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ. ವೆಲ್ಡಿಂಗ್ನ ಪರಿಣಾಮವಾಗಿ, ಲೋಹದ ಮೇಲ್ಮೈಯಲ್ಲಿ ವೆಲ್ಡ್ ಪೂಲ್ ಎಂದು ಕರೆಯಲ್ಪಡುವ ರಚನೆಯಾಗುತ್ತದೆ, ಇದು ಕರಗಿದ ವಿದ್ಯುದ್ವಾರದಿಂದ ತುಂಬಿರುತ್ತದೆ, ಹೀಗಾಗಿ ವೆಲ್ಡ್ ಅನ್ನು ರೂಪಿಸುತ್ತದೆ.
ಆದ್ದರಿಂದ, ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ನ ಅನುಷ್ಠಾನಕ್ಕೆ ಮುಖ್ಯ ಷರತ್ತುಗಳು ಎಲೆಕ್ಟ್ರೋಡ್ ಆರ್ಕ್ ಅನ್ನು ಬೆಂಕಿಹೊತ್ತಿಸುವುದು, ಬೆಸುಗೆ ಹಾಕಲು ವರ್ಕ್ಪೀಸ್ಗಳ ಮೇಲೆ ಲೋಹವನ್ನು ಕರಗಿಸುವುದು ಮತ್ತು ಅದರೊಂದಿಗೆ ವೆಲ್ಡ್ ಪೂಲ್ ಅನ್ನು ತುಂಬುವುದು. ಎಲ್ಲಾ ಸರಳತೆಗಳಲ್ಲಿ, ಸಿದ್ಧವಿಲ್ಲದ ವ್ಯಕ್ತಿಗೆ ಇದನ್ನು ಮಾಡುವುದು ತುಂಬಾ ಕಷ್ಟ ಎಂದು ತೋರುತ್ತದೆ. ಮೊದಲಿಗೆ, ಎಲೆಕ್ಟ್ರೋಡ್ ಎಷ್ಟು ಬೇಗನೆ ಸುಡುತ್ತದೆ ಎಂಬುದನ್ನು ನೀವು ಅರ್ಥಮಾಡಿಕೊಳ್ಳಬೇಕು, ಮತ್ತು ಇದು ಅದರ ವ್ಯಾಸ ಮತ್ತು ಪ್ರಸ್ತುತ ಶಕ್ತಿಯನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ ಮತ್ತು ಲೋಹದ ಬೆಸುಗೆ ಸಮಯದಲ್ಲಿ ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ಪ್ರತ್ಯೇಕಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ಇದರ ಜೊತೆಗೆ, ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಏಕರೂಪದ ವೇಗ ಮತ್ತು ಎಲೆಕ್ಟ್ರೋಡ್ನ ಸರಿಯಾದ ಚಲನೆಯನ್ನು ನಿರ್ವಹಿಸುವುದು ಅವಶ್ಯಕ (ಅಕ್ಕಪಕ್ಕಕ್ಕೆ), ಆದ್ದರಿಂದ ವೆಲ್ಡ್ ನಯವಾದ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹವಾಗಿರುತ್ತದೆ, ಛಿದ್ರ ಲೋಡ್ಗಳನ್ನು ತಡೆದುಕೊಳ್ಳಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ಆರ್ಕ್ ಅನ್ನು ಹೇಗೆ ಬೆಳಗಿಸುವುದು
ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ನ ಅಭಿವೃದ್ಧಿಯನ್ನು ಪ್ರಾರಂಭಿಸುವುದು ಆರ್ಕ್ನ ಸರಿಯಾದ ದಹನದೊಂದಿಗೆ ಇರಬೇಕು. ಅನಗತ್ಯವಾದ ಲೋಹದ ತುಂಡಿನ ಮೇಲೆ ತರಬೇತಿಯನ್ನು ಉತ್ತಮವಾಗಿ ಮಾಡಲಾಗುತ್ತದೆ, ಆದರೆ ಇದು ತುಕ್ಕು ಹಿಡಿದಿರಬಾರದು, ಏಕೆಂದರೆ ಇದು ಕೆಲಸವನ್ನು ಗಂಭೀರವಾಗಿ ಸಂಕೀರ್ಣಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಅನನುಭವಿ ವೆಲ್ಡರ್ ಅನ್ನು ಗೊಂದಲಗೊಳಿಸಬಹುದು.
ಆರ್ಕ್ ಅನ್ನು ಪ್ರಾರಂಭಿಸಲು ಎರಡು ಸರಳ ಮಾರ್ಗಗಳಿವೆ:
- ವರ್ಕ್ಪೀಸ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ವಿದ್ಯುದ್ವಾರವನ್ನು ತ್ವರಿತವಾಗಿ ಸ್ಪರ್ಶಿಸಿ ಮತ್ತು ನಂತರ ಅದನ್ನು 2-3 ಮಿಮೀ ದೂರಕ್ಕೆ ಎಳೆಯುವ ಮೂಲಕ. ಮೇಲಿನ ಲೋಹದಿಂದ ನೀವು ವಿದ್ಯುದ್ವಾರವನ್ನು ಎತ್ತಿದರೆ, ಆರ್ಕ್ ಕಣ್ಮರೆಯಾಗಬಹುದು ಅಥವಾ ತುಂಬಾ ಅಸ್ಥಿರವಾಗಬಹುದು;
- ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ವರ್ಕ್ಪೀಸ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಹೊಡೆಯುವುದು, ನೀವು ಪಂದ್ಯವನ್ನು ಬೆಳಗಿಸಿದಂತೆ. ಎಲೆಕ್ಟ್ರೋಡ್ನ ತುದಿಯೊಂದಿಗೆ ಲೋಹವನ್ನು ಸ್ಪರ್ಶಿಸುವುದು ಅವಶ್ಯಕವಾಗಿದೆ, ಮತ್ತು ಆರ್ಕ್ ಬೆಂಕಿಹೊತ್ತಿಸುವವರೆಗೆ ಮೇಲ್ಮೈಯಲ್ಲಿ (ವೆಲ್ಡಿಂಗ್ ಸೈಟ್ ಕಡೆಗೆ) 2-3 ಸೆಂ.ಮೀ.
ಆರ್ಕ್ ದಹನದ ಎರಡನೇ ವಿಧಾನವು ಹರಿಕಾರ ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡರ್ಗಳಿಗೆ ಸೂಕ್ತವಾಗಿರುತ್ತದೆ, ಏಕೆಂದರೆ ಇದು ಸರಳವಾಗಿದೆ. ಅಲ್ಲದೆ, ಲೋಹದ ಮೇಲೆ ಅಲ್ಪಾವಧಿಯ ಮಾರ್ಗದರ್ಶನವು ವಿದ್ಯುದ್ವಾರವನ್ನು ಬೆಚ್ಚಗಾಗಿಸುತ್ತದೆ, ಮತ್ತು ನಂತರ ಅದರೊಂದಿಗೆ ಬೇಯಿಸುವುದು ಹೆಚ್ಚು ಸುಲಭವಾಗುತ್ತದೆ.


ಆರ್ಕ್ನ ದಹನದ ನಂತರ, ಅದನ್ನು ವರ್ಕ್ಪೀಸ್ನ ಮೇಲ್ಮೈಗೆ ಸಾಧ್ಯವಾದಷ್ಟು ಹತ್ತಿರದಲ್ಲಿ ಇಡಬೇಕು, 0.5 ಸೆಂ.ಮೀ ಗಿಂತ ಹೆಚ್ಚು ದೂರವಿರುವುದಿಲ್ಲ, ಜೊತೆಗೆ, ಈ ಅಂತರವನ್ನು ಎಲ್ಲಾ ಸಮಯದಲ್ಲೂ ಸರಿಸುಮಾರು ಒಂದೇ ರೀತಿ ಇರಿಸಬೇಕು, ಇಲ್ಲದಿದ್ದರೆ ವೆಲ್ಡ್ ಆಗುತ್ತದೆ ಕೊಳಕು ಮತ್ತು ಅಸಮವಾಗಿರಿ.
ವೆಲ್ಡಿಂಗ್ ವೇಗ
ವಿದ್ಯುದ್ವಾರದ ವೇಗವು ಬೆಸುಗೆ ಹಾಕುವ ಲೋಹದ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಅಂತೆಯೇ, ಇದು ತೆಳುವಾದದ್ದು, ವೆಲ್ಡಿಂಗ್ ವೇಗವು ವೇಗವಾಗಿರುತ್ತದೆ ಮತ್ತು ಪ್ರತಿಯಾಗಿ. ಆರ್ಕ್ ಅನ್ನು ಹೇಗೆ ಬೆಳಗಿಸುವುದು ಮತ್ತು ಹೆಚ್ಚು ಅಥವಾ ಕಡಿಮೆ ಬೇಯಿಸುವುದು ಹೇಗೆ ಎಂದು ನೀವು ಕಲಿತಾಗ ಇದರ ಅನುಭವವು ಸಮಯದೊಂದಿಗೆ ಬರುತ್ತದೆ. ಕೆಳಗಿನ ಚಿತ್ರಗಳು ವಿವರಣಾತ್ಮಕ ಉದಾಹರಣೆಗಳನ್ನು ತೋರಿಸುತ್ತವೆ, ಅದರ ಮೂಲಕ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಯಾವ ವೇಗದಲ್ಲಿ ನಡೆಸಲಾಗಿದೆ ಎಂಬುದನ್ನು ನೀವು ಅರ್ಥಮಾಡಿಕೊಳ್ಳಬಹುದು.
ನಿಧಾನವಾಗಿ ಇದ್ದರೆ, ನಂತರ ವೆಲ್ಡಿಂಗ್ ಸೀಮ್ ದಪ್ಪವಾಗಿರುತ್ತದೆ, ಮತ್ತು ಅದರ ಅಂಚುಗಳು ಬಲವಾಗಿ ಕರಗುತ್ತವೆ. ಇದಕ್ಕೆ ವಿರುದ್ಧವಾಗಿ, ವಿದ್ಯುದ್ವಾರವನ್ನು ತುಂಬಾ ವೇಗವಾಗಿ ಓಡಿಸಿದರೆ, ನಂತರ ಸೀಮ್ ದುರ್ಬಲ ಮತ್ತು ತೆಳ್ಳಗಿರುತ್ತದೆ, ಜೊತೆಗೆ ಅಸಮವಾಗಿರುತ್ತದೆ. ಸರಿಯಾದ ವೆಲ್ಡಿಂಗ್ ವೇಗದಲ್ಲಿ, ಲೋಹವು ಸಂಪೂರ್ಣವಾಗಿ ವೆಲ್ಡ್ ಪೂಲ್ ಅನ್ನು ತುಂಬುತ್ತದೆ.
ಹೆಚ್ಚುವರಿಯಾಗಿ, ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅಭ್ಯಾಸ ಮಾಡುವಾಗ, ಲೋಹದ ಮೇಲ್ಮೈಗೆ ಸಂಬಂಧಿಸಿದಂತೆ ವಿದ್ಯುದ್ವಾರದ ಸರಿಯಾದ ಕೋನವನ್ನು ನೀವು ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡಬೇಕಾಗುತ್ತದೆ.ಕೋನವು ಸರಿಸುಮಾರು 70 ಡಿಗ್ರಿಗಳಾಗಿರಬೇಕು ಮತ್ತು ಅಗತ್ಯವಿದ್ದರೆ ಬದಲಾಯಿಸಬಹುದು. ವೆಲ್ಡ್ನ ರಚನೆಯ ಸಮಯದಲ್ಲಿ, ವಿದ್ಯುದ್ವಾರದ ಚಲನೆಯು ರೇಖಾಂಶ, ಭಾಷಾಂತರ ಮತ್ತು ಆಂದೋಲನ, ಅಕ್ಕಪಕ್ಕಕ್ಕೆ ಇರಬಹುದು.
ಈ ಪ್ರತಿಯೊಂದು ಎಲೆಕ್ಟ್ರೋಡ್ ಪ್ರಮುಖ ತಂತ್ರಗಳು ಅಪೇಕ್ಷಿತ ಸೀಮ್ ಅನ್ನು ಸಾಧಿಸಲು, ಅದರ ಅಗಲವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಅಥವಾ ಹೆಚ್ಚಿಸಲು ಮತ್ತು ಕೆಲವು ಇತರ ನಿಯತಾಂಕಗಳನ್ನು ಬದಲಾಯಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳು
ಈ ಸಮಯದಲ್ಲಿ, ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಹಲವು ವಿಧಾನಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಅವುಗಳನ್ನು ವಿವಿಧ ಮಾನದಂಡಗಳ ಪ್ರಕಾರ ವಿಂಗಡಿಸಲಾಗಿದೆ. ಈ ಮಾಹಿತಿಯು ಹರಿಕಾರರಿಗೆ ಉಪಯುಕ್ತವಾಗಿರುತ್ತದೆ, ಆದ್ದರಿಂದ ನೀವು ಅದನ್ನು ಖಂಡಿತವಾಗಿ ಓದಬೇಕು.
ತಾಪನವನ್ನು ಅವಲಂಬಿಸಿ, ಉತ್ಪನ್ನದ ಅಂಚುಗಳು ಸಂಪೂರ್ಣವಾಗಿ ಕರಗಬಹುದು ಅಥವಾ ಪ್ಲಾಸ್ಟಿಕ್ ಸ್ಥಿತಿಯಲ್ಲಿರಬಹುದು. ಮೊದಲ ವಿಧಾನಕ್ಕೆ ಸೇರಬೇಕಾದ ಭಾಗಗಳಿಗೆ ಕೆಲವು ಬಲಗಳನ್ನು ಅನ್ವಯಿಸುವ ಅಗತ್ಯವಿರುತ್ತದೆ - ಒತ್ತಡದ ಬೆಸುಗೆ.
ಎರಡನೆಯದರಲ್ಲಿ, ವೆಲ್ಡ್ ಪೂಲ್ನ ರಚನೆಯ ಪರಿಣಾಮವಾಗಿ ಸಂಪರ್ಕವು ರೂಪುಗೊಳ್ಳುತ್ತದೆ, ಇದರಲ್ಲಿ ಕರಗಿದ ಲೋಹ ಮತ್ತು ವಿದ್ಯುದ್ವಾರವಿದೆ.
ಇತರ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳಿವೆ, ಇದರಲ್ಲಿ ಉತ್ಪನ್ನವು ಬಿಸಿಯಾಗುವುದಿಲ್ಲ - ಕೋಲ್ಡ್ ವೆಲ್ಡಿಂಗ್, ಅಥವಾ ಪ್ಲಾಸ್ಟಿಕ್ ಸ್ಥಿತಿಗೆ ತರಲಾಗಿಲ್ಲ - ಅಲ್ಟ್ರಾಸೌಂಡ್ ಬಳಸಿ ಸಂಪರ್ಕ.
ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳು ಮತ್ತು ವಿಧಗಳು.
ಇತರ ರೀತಿಯ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಕೆಳಗೆ ಪಟ್ಟಿ ಮಾಡಲಾಗಿದೆ:
- ಕಮ್ಮಾರ.
ಈ ವಿಧಾನದಲ್ಲಿ, ಸೇರಬೇಕಾದ ಉತ್ಪನ್ನಗಳ ತುದಿಗಳನ್ನು ಕುಲುಮೆಯಲ್ಲಿ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ನಂತರ ನಕಲಿ ಮಾಡಲಾಗುತ್ತದೆ. ಈ ವಿಧಾನವು ಅತ್ಯಂತ ಪ್ರಾಚೀನವಾದದ್ದು ಮತ್ತು ಪ್ರಸ್ತುತ ಪ್ರಾಯೋಗಿಕವಾಗಿ ಬಳಸಲಾಗುವುದಿಲ್ಲ. - ಗ್ಯಾಸ್ ಪ್ರೆಸ್.
ಉತ್ಪನ್ನಗಳ ಅಂಚುಗಳನ್ನು ಸಂಪೂರ್ಣ ಸಮತಲದ ಮೇಲೆ ಆಮ್ಲಜನಕ-ಅಸಿಟಿಲೀನ್ ಬುಡಕಟ್ಟುಗಳಿಂದ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ಪ್ಲ್ಯಾಸ್ಟಿಕ್ ಸ್ಥಿತಿಗೆ ತರಲಾಗುತ್ತದೆ, ನಂತರ ಅವುಗಳನ್ನು ಸಂಕೋಚನಕ್ಕೆ ಒಳಪಡಿಸಲಾಗುತ್ತದೆ.ಈ ವಿಧಾನವು ಹೆಚ್ಚು ಪರಿಣಾಮಕಾರಿ ಮತ್ತು ಉತ್ಪಾದಕವಾಗಿದೆ. ಅನಿಲ ಪೈಪ್ಲೈನ್ಗಳು, ರೈಲ್ವೆಗಳು, ಮೆಕ್ಯಾನಿಕಲ್ ಎಂಜಿನಿಯರಿಂಗ್ ನಿರ್ಮಾಣದಲ್ಲಿ ಇದನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. - ಸಂಪರ್ಕಿಸಿ.
ಭಾಗಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಸಲಕರಣೆಗಳ ವಿದ್ಯುತ್ ಸರ್ಕ್ಯೂಟ್ನಲ್ಲಿ ಸೇರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಪ್ರಸ್ತುತವು ಅವುಗಳ ಮೂಲಕ ಹಾದುಹೋಗುತ್ತದೆ. ಭಾಗಗಳ ಸಂಪರ್ಕ ಬಿಂದುವಿನಲ್ಲಿ ಶಾರ್ಟ್ ಸರ್ಕ್ಯೂಟ್ ಸಂಭವಿಸುತ್ತದೆ, ಇದರ ಪರಿಣಾಮವಾಗಿ ಜಂಕ್ಷನ್ನಲ್ಲಿ ಹೆಚ್ಚಿನ ಪ್ರಮಾಣದ ಶಾಖವನ್ನು ಬಿಡುಗಡೆ ಮಾಡಲಾಗುತ್ತದೆ. ಲೋಹವನ್ನು ಕರಗಿಸಲು ಮತ್ತು ಸಂಪರ್ಕಿಸಲು ಸಾಕು. - ಬಟ್, ಸ್ಪಾಟ್ ಮತ್ತು ಸೀಮ್ - ಉತ್ಪನ್ನವನ್ನು ಜೋಡಿಸುವ ಸಂಪರ್ಕ ವಿಧಾನದ ಪ್ರಭೇದಗಳು.
- ರೋಲರ್.
ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹ ಸ್ತರಗಳ ಅಗತ್ಯವಿರುವ ಶೀಟ್ ರಚನೆಗಳ ಸಂಪರ್ಕದಲ್ಲಿ ಇದನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. - ಥರ್ಮೈಟ್.
ಕಬ್ಬಿಣದ ಪ್ರಮಾಣದ ಪುಡಿ ಮತ್ತು ಶುದ್ಧ ಅಲ್ಯೂಮಿನಿಯಂನ ಮಿಶ್ರಣವಾದ ಥರ್ಮೈಟ್ ಅನ್ನು ಸುಡುವ ಮೂಲಕ ಲೋಹವನ್ನು ಒಟ್ಟಿಗೆ ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳಲಾಗುತ್ತದೆ. - ಪರಮಾಣು ನೀರು.
ಎರಡು ಟಂಗ್ಸ್ಟನ್ ವಿದ್ಯುದ್ವಾರಗಳ ನಡುವೆ ಸುಡುವ ಆರ್ಕ್ನ ಕ್ರಿಯೆಯಿಂದ ಉತ್ಪನ್ನದ ಅಂಚುಗಳನ್ನು ಕರಗಿಸಲಾಗುತ್ತದೆ. ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ವಿಶೇಷ ಹೊಂದಿರುವವರಿಗೆ ಸಂಪರ್ಕಿಸಲಾಗಿದೆ, ಅದರ ಮೂಲಕ ಹೈಡ್ರೋಜನ್ ಅನ್ನು ಸರಬರಾಜು ಮಾಡಲಾಗುತ್ತದೆ. ಪರಿಣಾಮವಾಗಿ, ವೆಲ್ಡ್ ಪೂಲ್ನ ಆರ್ಕ್ ಮತ್ತು ದ್ರವ ಲೋಹವು ಆಮ್ಲಜನಕ ಮತ್ತು ಸಾರಜನಕದಂತಹ ವಾತಾವರಣದ ಅನಿಲಗಳ ಹಾನಿಕಾರಕ ಪರಿಣಾಮಗಳಿಂದ ಹೈಡ್ರೋಜನ್ನಿಂದ ರಕ್ಷಿಸಲ್ಪಟ್ಟಿದೆ. - ಅನಿಲ.
ಭಾಗಗಳನ್ನು ಬಿಸಿಮಾಡಲು ಮತ್ತು ಕರಗಿಸಲು ಜ್ವಾಲೆಯನ್ನು ಬಳಸುವುದು ವಿಧಾನದ ಮೂಲತತ್ವವಾಗಿದೆ. ಆಮ್ಲಜನಕದ ವಾತಾವರಣದಲ್ಲಿ ದಹನಕಾರಿ ಅನಿಲವನ್ನು ಸುಡುವ ಮೂಲಕ ಜ್ವಾಲೆಯನ್ನು ಪಡೆಯಲಾಗುತ್ತದೆ. ವಿಶೇಷ ಬರ್ನರ್ಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಅನಿಲ-ಆಮ್ಲಜನಕ ಮಿಶ್ರಣವನ್ನು ಪಡೆಯಲಾಗುತ್ತದೆ.
ಗ್ಯಾಸ್ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನವು ಸಮ್ಮಿಳನ ಬೆಸುಗೆಯನ್ನು ಸೂಚಿಸುತ್ತದೆ. ಉತ್ಪನ್ನಗಳ ನಡುವಿನ ಅಂತರವನ್ನು ಫಿಲ್ಲರ್ ತಂತಿಯಿಂದ ತುಂಬಿಸಲಾಗುತ್ತದೆ. ಈ ವಿಧಾನವನ್ನು ಮಾನವ ಜೀವನದ ವಿವಿಧ ಕ್ಷೇತ್ರಗಳಲ್ಲಿ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ತೆಳುವಾದ ಗೋಡೆಯ ಉತ್ಪನ್ನಗಳು, ನಾನ್-ಫೆರಸ್ ಲೋಹಗಳು, ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣವನ್ನು ಸಂಪರ್ಕಿಸುವಾಗ ಹೆಚ್ಚಾಗಿ ಕಂಡುಬರುತ್ತದೆ.
ಇನ್ವರ್ಟರ್ ಉಪಕರಣದೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವಾಗ, ವಿದ್ಯುದ್ವಾರಗಳ ಧ್ರುವೀಯತೆಯು ಸಣ್ಣ ಪ್ರಾಮುಖ್ಯತೆಯನ್ನು ಹೊಂದಿಲ್ಲ.ಯೋಜನೆಯನ್ನು ಅವಲಂಬಿಸಿ, ಭಾಗದ ತಾಪನ ತೀವ್ರತೆಯು ಬದಲಾಗುತ್ತದೆ, ಇದು ವಿಭಿನ್ನ ವೆಲ್ಡಿಂಗ್ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ರಚಿಸಲು ನಿಮಗೆ ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ
ಸಲಹೆ ಆರು
ಮೊಣಕಾಲು ಆಳದ ಕುಡುಕ ಸಮುದ್ರ. ಮದ್ಯದ ಅಮಲಿನಲ್ಲಿ ಎಂದಿಗೂ ಬೆಸುಗೆ ಹಾಕಬೇಡಿ. ವೆಲ್ಡಿಂಗ್ "ಕುಡಿಯುವುದು" ಮಾಡುವುದಕ್ಕಿಂತ ಕೆಲಸವನ್ನು ಬಿಡುವುದು ಉತ್ತಮ. ಈ ಸಲಹೆಯು ಉಕ್ರೇನ್ಗೆ ಸಂಬಂಧಿಸಿದೆ. ನಾಲ್ಕನೇ ವರ್ಗದ ವೆಲ್ಡರ್ ಕುಡಿದು ವೆಲ್ಡಿಂಗ್ ಮಾಡಿದ ನಂತರ ಹೇಗೆ ಮದುವೆ ಮಾಡಿದ್ದಾನೆ ಎಂದು ನಾನು ನೋಡಬೇಕಾಗಿತ್ತು. ಮರುದಿನ ಅವನಿಗೆ ತನ್ನ ಕಣ್ಣುಗಳನ್ನು ನಂಬಲಾಗಲಿಲ್ಲ. ಇದು ತನ್ನ ಕೆಲಸವಲ್ಲ ಎಂದು ನಿರಾಕರಿಸಿದರು. ವಿನ್ಯಾಸವು ಜವಾಬ್ದಾರರಾಗಿದ್ದರೆ, ಎಲ್ಲವೂ ಹೆಚ್ಚು ಕೆಟ್ಟದಾಗಿದೆ. ಒಂದು ನಿರ್ಮಾಣ ಸಂಸ್ಥೆಯಲ್ಲಿ, ಲಂಬವಾದ ಸೀಮ್ ಅನ್ನು ನಿರ್ವಹಿಸಲು ಸಾಧ್ಯವಾಗದ ವೆಲ್ಡರ್ ಅನ್ನು ಸೈಟ್ಗೆ ಕಳುಹಿಸಲಾಯಿತು, ಅಲ್ಲಿ ಅವರ ಕಾರ್ಯಗಳು ಅವುಗಳ ಮೇಲೆ ಬಾಲ್ಕನಿಗಳು ಮತ್ತು ರೇಲಿಂಗ್ಗಳ ಸ್ಥಾಪನೆ ಮತ್ತು ಸ್ಥಾಪನೆಯನ್ನು ಒಳಗೊಂಡಿವೆ. ಈಗ ಊಹಿಸಿಕೊಳ್ಳಿ, ಅವರು ಹೆಚ್ಚಾಗಿ ಕುಡಿದು ಈ ಕೆಲಸವನ್ನು ಮಾಡುತ್ತಾರೆ. ಮೂಲಕ, ಈ ಗಗನಚುಂಬಿ ಕಟ್ಟಡಗಳು ಈಗಾಗಲೇ ಜನರು ವಾಸಿಸುತ್ತಿದ್ದಾರೆ, ಮತ್ತು ನಿರ್ಮಾಣ ಕಂಪನಿಯು ದೀರ್ಘಕಾಲದವರೆಗೆ ಅಸ್ತಿತ್ವದಲ್ಲಿಲ್ಲ.



ಮನೆಯಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಮಾಡಲು ನಿಮಗೆ ಏನು ಬೇಕು?
ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸಲು, ನಿಮಗೆ ಮೊದಲನೆಯದಾಗಿ, ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರ ಬೇಕಾಗುತ್ತದೆ. ಅದರಲ್ಲಿ ಹಲವಾರು ವಿಧಗಳಿವೆ.
ಯಾವುದಕ್ಕೆ ಆದ್ಯತೆ ನೀಡಬೇಕೆಂದು ನಿರ್ಧರಿಸೋಣ.
- ವೆಲ್ಡಿಂಗ್ ಜನರೇಟರ್. ಒಂದು ವಿಶಿಷ್ಟ ಲಕ್ಷಣವೆಂದರೆ ವಿದ್ಯುತ್ ಶಕ್ತಿಯನ್ನು ಉತ್ಪಾದಿಸುವ ಮತ್ತು ಚಾಪವನ್ನು ರಚಿಸಲು ಅದನ್ನು ಬಳಸುವ ಸಾಮರ್ಥ್ಯ. ವಿದ್ಯುತ್ ಮೂಲ ಇಲ್ಲದಿರುವಲ್ಲಿ ಇದು ಉಪಯುಕ್ತವಾಗಿರುತ್ತದೆ. ಇದು ಪ್ರಭಾವಶಾಲಿ ಆಯಾಮಗಳನ್ನು ಹೊಂದಿದೆ, ಆದ್ದರಿಂದ ಅದನ್ನು ಬಳಸಲು ತುಂಬಾ ಅನುಕೂಲಕರವಾಗಿಲ್ಲ.
- ವೆಲ್ಡಿಂಗ್ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್. ಸಾಧನವು ಮುಖ್ಯದಿಂದ ಸರಬರಾಜು ಮಾಡಲಾದ ಪರ್ಯಾಯ ವೋಲ್ಟೇಜ್ ಅನ್ನು ವಿಭಿನ್ನ ಆವರ್ತನದ ಪರ್ಯಾಯ ವೋಲ್ಟೇಜ್ ಆಗಿ ಪರಿವರ್ತಿಸುತ್ತದೆ, ಇದು ವೆಲ್ಡಿಂಗ್ಗೆ ಅಗತ್ಯವಾಗಿರುತ್ತದೆ. ಸಾಧನಗಳು ಕಾರ್ಯನಿರ್ವಹಿಸಲು ಸುಲಭ, ಆದರೆ ಗಮನಾರ್ಹ ಆಯಾಮಗಳನ್ನು ಹೊಂದಿವೆ ಮತ್ತು ಸಂಭವನೀಯ ವಿದ್ಯುತ್ ಉಲ್ಬಣಗಳಿಗೆ ಋಣಾತ್ಮಕವಾಗಿ ಪ್ರತಿಕ್ರಿಯಿಸುತ್ತವೆ.
- ವೆಲ್ಡಿಂಗ್ ರಿಕ್ಟಿಫೈಯರ್.ಮುಖ್ಯದಿಂದ ಸರಬರಾಜು ಮಾಡಲಾದ ವೋಲ್ಟೇಜ್ ಅನ್ನು ನೇರ ಪ್ರವಾಹಕ್ಕೆ ಪರಿವರ್ತಿಸುವ ಸಾಧನ, ಇದು ವಿದ್ಯುತ್ ಚಾಪದ ರಚನೆಗೆ ಅಗತ್ಯವಾಗಿರುತ್ತದೆ. ಸಾಂದ್ರತೆ ಮತ್ತು ಕೆಲಸದ ಹೆಚ್ಚಿನ ದಕ್ಷತೆಯಲ್ಲಿ ಭಿನ್ನವಾಗಿದೆ.
ಮನೆ ಬಳಕೆಗಾಗಿ, ಇನ್ವರ್ಟರ್ ಪ್ರಕಾರದ ರಿಕ್ಟಿಫೈಯರ್ ಅನ್ನು ಆದ್ಯತೆ ನೀಡಲಾಗುತ್ತದೆ. ಅವುಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಇನ್ವರ್ಟರ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ. ಉಪಕರಣವು ತುಂಬಾ ಸಾಂದ್ರವಾಗಿರುತ್ತದೆ. ಕೆಲಸ ಮಾಡುವಾಗ, ಅದನ್ನು ಭುಜದ ಮೇಲೆ ನೇತುಹಾಕಲಾಗುತ್ತದೆ. ಸಾಧನದ ಕಾರ್ಯಾಚರಣೆಯ ತತ್ವವು ತುಂಬಾ ಸರಳವಾಗಿದೆ.
ಇದು ಹೆಚ್ಚಿನ ಆವರ್ತನ ಪ್ರವಾಹವನ್ನು ನೇರ ಪ್ರವಾಹವಾಗಿ ಪರಿವರ್ತಿಸುತ್ತದೆ. ಈ ರೀತಿಯ ಪ್ರವಾಹದೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವುದು ಅತ್ಯುನ್ನತ ಗುಣಮಟ್ಟದ ವೆಲ್ಡ್ ಅನ್ನು ಒದಗಿಸುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಜನರೇಟರ್ ನೆಟ್ವರ್ಕ್ ಅನುಪಸ್ಥಿತಿಯಲ್ಲಿ ಕೆಲಸ ಮಾಡಬಹುದು. ಅದು ಸ್ವಂತವಾಗಿ ವಿದ್ಯುತ್ ಉತ್ಪಾದಿಸುತ್ತದೆ. ಸಿಸ್ಟಮ್ ತುಂಬಾ ದೊಡ್ಡದಾಗಿದೆ, ಅದರೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವುದು ತುಂಬಾ ಕಷ್ಟ.
ಇನ್ವರ್ಟರ್ಗಳು ಆರ್ಥಿಕವಾಗಿರುತ್ತವೆ, ಅವರು ಮನೆಯ ನೆಟ್ವರ್ಕ್ನಿಂದ ಕೆಲಸ ಮಾಡುತ್ತಾರೆ. ಹೆಚ್ಚುವರಿಯಾಗಿ, ಹರಿಕಾರರಿಗಾಗಿ ಅವರೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವುದು ಉತ್ತಮ. ಅವು ಕಾರ್ಯನಿರ್ವಹಿಸಲು ಅತ್ಯಂತ ಸುಲಭ ಮತ್ತು ಸ್ಥಿರವಾದ ಚಾಪವನ್ನು ಒದಗಿಸುತ್ತವೆ.
ಇನ್ವರ್ಟರ್ಗಳ ಅನಾನುಕೂಲಗಳು ಇತರ ಸಾಧನಗಳಿಗಿಂತ ಹೆಚ್ಚಿನ ವೆಚ್ಚ, ಧೂಳು, ತೇವಾಂಶ ಮತ್ತು ವಿದ್ಯುತ್ ಉಲ್ಬಣಗಳಿಗೆ ಸೂಕ್ಷ್ಮತೆಯನ್ನು ಒಳಗೊಂಡಿವೆ.
ಹೋಮ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಇನ್ವರ್ಟರ್ ಅನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ, ವೆಲ್ಡಿಂಗ್ ಪ್ರಸ್ತುತ ಮೌಲ್ಯಗಳ ಶ್ರೇಣಿಗೆ ಗಮನ ಕೊಡಿ. ಕನಿಷ್ಠ ಮೌಲ್ಯ - 160-200 ಎ
ಹೆಚ್ಚುವರಿ ಸಲಕರಣೆ ವೈಶಿಷ್ಟ್ಯಗಳು ಅನನುಭವಿಗಳಿಗೆ ಕೆಲಸವನ್ನು ಸುಲಭಗೊಳಿಸುತ್ತದೆ.
ಈ ಆಹ್ಲಾದಕರ "ಬೋನಸ್ಗಳಲ್ಲಿ" ಇದು ಗಮನಿಸಬೇಕಾದ ಸಂಗತಿ:
- ಹಾಟ್ ಸ್ಟಾರ್ಟ್ - ಅಂದರೆ ವೆಲ್ಡಿಂಗ್ ಆರ್ಕ್ ಅನ್ನು ಹೊತ್ತಿಸಿದ ಕ್ಷಣದಲ್ಲಿ ಸರಬರಾಜು ಮಾಡಲಾದ ಆರಂಭಿಕ ಪ್ರವಾಹದ ಹೆಚ್ಚಳ. ಇದಕ್ಕೆ ಧನ್ಯವಾದಗಳು, ಆರ್ಕ್ ಅನ್ನು ಸಕ್ರಿಯಗೊಳಿಸಲು ಹೆಚ್ಚು ಸುಲಭವಾಗಿದೆ.
- ಆಂಟಿ-ಸ್ಟಿಕ್ - ಎಲೆಕ್ಟ್ರೋಡ್ ಸ್ಟಿಕ್ ಅಂಟಿಕೊಂಡರೆ ಸ್ವಯಂಚಾಲಿತವಾಗಿ ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. ಇದರಿಂದ ಅದನ್ನು ತೆಗೆಯುವುದು ಸುಲಭವಾಗುತ್ತದೆ.
- ಆರ್ಕ್ ಫೋರ್ಸ್ - ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ವರ್ಕ್ಪೀಸ್ಗೆ ಬೇಗನೆ ತಂದರೆ ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯು ಸಂಭವಿಸುವುದಿಲ್ಲ.
ಯಾವುದೇ ರೀತಿಯ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದ ಜೊತೆಗೆ, ವಿದ್ಯುದ್ವಾರಗಳ ಅಗತ್ಯವಿರುತ್ತದೆ. ವಿಶೇಷ ಕೋಷ್ಟಕದ ಪ್ರಕಾರ ಅವರ ಬ್ರ್ಯಾಂಡ್ ಅನ್ನು ಉತ್ತಮವಾಗಿ ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ, ಇದು ಬೆಸುಗೆ ಹಾಕುವ ವಸ್ತುಗಳ ಪ್ರಕಾರವನ್ನು ಸೂಚಿಸುತ್ತದೆ.
ನಿಮಗೆ ವೆಲ್ಡಿಂಗ್ ಮಾಸ್ಕ್ ಕೂಡ ಬೇಕಾಗುತ್ತದೆ. ತಲೆಯ ಮೇಲೆ ಧರಿಸುವುದು ಒಳ್ಳೆಯದು. ನಿಮ್ಮ ಕೈಯಲ್ಲಿ ಹಿಡಿದಿಡಲು ಬಯಸುವ ಮಾದರಿಗಳು ಅತ್ಯಂತ ಅಹಿತಕರವಾಗಿವೆ.
ರಕ್ಷಣಾತ್ಮಕ ಸೂಟ್ನಲ್ಲಿ ಮಾತ್ರ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವುದು ಅವಶ್ಯಕ. ವಿಶೇಷ ಮುಖವಾಡವು ನಿಮ್ಮ ಕಣ್ಣುಗಳನ್ನು ನೇರಳಾತೀತ ವಿಕಿರಣ ಮತ್ತು ಸ್ಪ್ಲಾಶ್ಗಳಿಂದ ರಕ್ಷಿಸುತ್ತದೆ, ಬಿಗಿಯಾದ ಸೂಟ್ ಮತ್ತು ಕ್ಯಾನ್ವಾಸ್ ಕೈಗವಸುಗಳು ಸುಡುವಿಕೆಯನ್ನು ತಡೆಯುತ್ತದೆ
ಮುಖವಾಡವು ಸರಳವಾದ ಬಣ್ಣದ ಗಾಜಿನ ಅಥವಾ "ಗೋಸುಂಬೆ" ಎಂದು ಕರೆಯಲ್ಪಡುತ್ತದೆ. ನಂತರದ ಆಯ್ಕೆಯು ಯೋಗ್ಯವಾಗಿದೆ, ಏಕೆಂದರೆ ಒಂದು ಚಾಪ ಕಾಣಿಸಿಕೊಂಡಾಗ, ಗಾಜು ಸ್ವಯಂಚಾಲಿತವಾಗಿ ಗಾಢವಾಗುತ್ತದೆ.
ಸ್ಪ್ಲಾಶ್ಗಳು ಮತ್ತು ನೇರಳಾತೀತ ವಿಕಿರಣದ ವಿರುದ್ಧ ರಕ್ಷಿಸುವ ವಿಶೇಷ ಉಡುಪುಗಳಲ್ಲಿ ಮಾತ್ರ ಕೆಲಸ ಮಾಡುವುದು ಅವಶ್ಯಕ. ಇದು ದಪ್ಪ ಹತ್ತಿ ಮೇಲುಡುಪುಗಳು, ಬೂಟುಗಳು ಅಥವಾ ಹೆಚ್ಚಿನ ಬೂಟುಗಳು, ಕ್ಯಾನ್ವಾಸ್ ಅಥವಾ ರಬ್ಬರೀಕೃತ ಕೈಗವಸುಗಳಾಗಿರಬಹುದು.
ನಿಮ್ಮ ಬಳಿ ಇನ್ನೇನು ಬೇಕು
ವಿದ್ಯುದ್ವಾರಗಳಿಲ್ಲದ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರವು ಸಂಪೂರ್ಣವಾಗಿ ಅನುಪಯುಕ್ತ ಘಟಕವಾಗಿದೆ. ವಿದ್ಯುದ್ವಾರಗಳು ಉಪಭೋಗ್ಯ ವಸ್ತುಗಳು, ಅವು ವಿಭಿನ್ನವಾಗಿವೆ: ಉಪಭೋಗ್ಯ ಮತ್ತು ಬಳಕೆಯಾಗದ, ಲೋಹೀಯ (ಉಕ್ಕು, ತಾಮ್ರ ಮತ್ತು ಇತರ ಲೋಹಗಳಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆ) ಮತ್ತು ಲೋಹವಲ್ಲದ, ತಂತಿ ಅಥವಾ ಕಟ್ಟುನಿಟ್ಟಾದ ರಾಡ್ ರೂಪದಲ್ಲಿ, ವಿವಿಧ ರಕ್ಷಣಾತ್ಮಕ ಲೇಪನಗಳೊಂದಿಗೆ, ಇತ್ಯಾದಿ.
ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಸರಿಯಾಗಿ ಬೆಸುಗೆ ಹಾಕುವುದು ಹೇಗೆ ಎಂದು ಯೋಚಿಸಿದವರಿಗೆ, ಉಕ್ಕಿನ ಸಾರ್ವತ್ರಿಕ ರಾಡ್ಗಳು 3 ಎಂಎಂ ಅಥವಾ 4 ಎಂಎಂ ದಪ್ಪದಿಂದ ಪ್ರಾರಂಭಿಸುವುದು ಉತ್ತಮ. ಪ್ಯಾಕೇಜ್ನಲ್ಲಿ ವ್ಯಾಸವನ್ನು ಸೂಚಿಸಲಾಗುತ್ತದೆ, ಸರಿಯಾದದನ್ನು ಆಯ್ಕೆ ಮಾಡಲು ಕಷ್ಟವಾಗುವುದಿಲ್ಲ. ಅವರೊಂದಿಗೆ ಕೆಲಸವನ್ನು ಕರಗತ ಮಾಡಿಕೊಂಡ ನಂತರ, ಇತರ ಪ್ರಕಾರಗಳಿಗೆ ಬದಲಾಯಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ, ಆದರೆ ಅವರು ದೈನಂದಿನ ಜೀವನದಲ್ಲಿ ಬೇಡಿಕೆಯಲ್ಲಿರಲು ಅಸಂಭವವಾಗಿದೆ.
ಇನ್ವರ್ಟರ್ಗಾಗಿ ವಿದ್ಯುದ್ವಾರಗಳು
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಉಪಭೋಗ್ಯ ವಸ್ತುಗಳ ಜೊತೆಗೆ, ನಿಮಗೆ ಖಂಡಿತವಾಗಿ ವೆಲ್ಡರ್ನ ಮುಖವಾಡ ಬೇಕಾಗುತ್ತದೆ.ಅದು ಇಲ್ಲದೆ ಕೆಲಸ ಮಾಡುವುದು ಸಂಪೂರ್ಣವಾಗಿ ಅಸಾಧ್ಯ, ಇಲ್ಲದಿದ್ದರೆ ನೀವು ತ್ವರಿತವಾಗಿ ಕಣ್ಣುಗಳ ಕಾರ್ನಿಯಾದ ಸುಡುವಿಕೆ ಮತ್ತು ಇತರ ಅನೇಕ ದೃಷ್ಟಿ ಸಮಸ್ಯೆಗಳನ್ನು ಪಡೆಯಬಹುದು. ಉತ್ತಮವಾದವುಗಳು ಊಸರವಳ್ಳಿ ಗಾಜಿನೊಂದಿಗೆ ಮುಖವಾಡಗಳು. ಅಥವಾ ಬದಲಿಗೆ, ಬೆಳಕಿನ ಬದಲಾವಣೆಗಳಿಗೆ ಪ್ರತಿಕ್ರಿಯಿಸುವ ಮತ್ತು ಹಾನಿಕಾರಕ ವಿಕಿರಣದಿಂದ ಕಣ್ಣುಗಳನ್ನು ರಕ್ಷಿಸುವ ಸ್ವಯಂಚಾಲಿತ ಬೆಳಕಿನ ಫಿಲ್ಟರ್ನೊಂದಿಗೆ.



ಸೂಕ್ತವಾದ ಬಟ್ಟೆ, ಬೂಟುಗಳು ಮತ್ತು ಕೈಗವಸುಗಳನ್ನು ಪಡೆದುಕೊಳ್ಳಲು ಸಲಹೆ ನೀಡಲಾಗುತ್ತದೆ, ಅದು ಕಿಡಿಗಳಿಂದ ಸುಡುವುದಿಲ್ಲ ಮತ್ತು ಈ ಸಂದರ್ಭದಲ್ಲಿ, ವಿದ್ಯುತ್ ಆಘಾತದಿಂದ ರಕ್ಷಿಸಬಹುದು.
ಉಪಕರಣಗಳಿಂದ ನೀವು ಸೀಮ್ನಿಂದ ಸ್ಕೇಲ್ ಅನ್ನು ನಾಕ್ ಮಾಡಲು ಸುತ್ತಿಗೆಯ ಅಗತ್ಯವಿರುತ್ತದೆ, ಜೊತೆಗೆ ಎಲ್ಲಾ ರೀತಿಯ ವೈಸ್, ಹಿಡಿಕಟ್ಟುಗಳು ಮತ್ತು ಮ್ಯಾಗ್ನೆಟಿಕ್ ಮೂಲೆಗಳು, ಅದರೊಂದಿಗೆ ನೀವು ಬಯಸಿದ ಸ್ಥಾನದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಭಾಗಗಳನ್ನು ಸರಿಪಡಿಸಬಹುದು.
ಹರಿಕಾರ ವೆಲ್ಡರ್ಗಾಗಿ ಕನಿಷ್ಠ ಸೆಟ್
ವೆಲ್ಡಿಂಗ್ ಅಂಶಗಳು
ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ಮೂಲಭೂತ ಅಂಶಗಳನ್ನು ವಿಶ್ವಾಸದಿಂದ ಮಾಸ್ಟರಿಂಗ್ ಮಾಡಿದ ನಂತರ, ನೀವು ಅಂಶಗಳನ್ನು ಒಂದೇ ರಚನೆಗೆ ಸಂಪರ್ಕಿಸಲು ಮುಂದುವರಿಯಬಹುದು. ಮತ್ತು ಇಲ್ಲಿಯೂ ಸಹ, ಅಂತಹ ಪ್ರಭಾವಕ್ಕೆ ಲೋಹದ ಪ್ರತಿಕ್ರಿಯೆಗೆ ಸಂಬಂಧಿಸಿದ ಸೂಕ್ಷ್ಮತೆಗಳಿವೆ.
ಮೊದಲನೆಯದಾಗಿ, ನೀವು ಸೀಮ್ನ ಉದ್ದವನ್ನು ಸರಿಯಾಗಿ ಮೌಲ್ಯಮಾಪನ ಮಾಡಬೇಕಾಗುತ್ತದೆ ಮತ್ತು ಕೀಲುಗಳಲ್ಲಿ ಸೇರಬೇಕಾದ ಭಾಗಗಳನ್ನು ಅದು ಎಳೆಯುವುದಿಲ್ಲ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಬೇಕು. ಇದನ್ನು ಮಾಡಲು, ಅವರು ಹಿಡಿಕಟ್ಟುಗಳು ಅಥವಾ ಇತರ ವಿಧಾನಗಳ ಸಹಾಯದಿಂದ ನಿರ್ದಿಷ್ಟ ಸ್ಥಾನದಲ್ಲಿ ಸರಿಪಡಿಸಬೇಕು. ಮತ್ತು ಸ್ಥಿರೀಕರಣವನ್ನು ಸರಿಪಡಿಸಲು, ಅವರು ಅದನ್ನು ಹಲವಾರು ಸ್ಥಳಗಳಲ್ಲಿ ಅಡ್ಡ ಸ್ತರಗಳೊಂದಿಗೆ ಹಿಡಿಯುತ್ತಾರೆ. ಮತ್ತು ಆಗ ಮಾತ್ರ ಅವರು ಉರಿಯುತ್ತಾರೆ.
ವೆಲ್ಡಿಂಗ್ನ ಕ್ರಮವು ಜಂಟಿ ಉದ್ದವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಒಂದು ದಿಕ್ಕಿನಲ್ಲಿ ಮತ್ತು ಒಂದು ಓಟದಲ್ಲಿ, 300 ಮಿಮೀ ಉದ್ದದ ಸಣ್ಣ ಸ್ತರಗಳನ್ನು ಮಾತ್ರ ಬೆಸುಗೆ ಹಾಕಬಹುದು. ಈ ಅಂತರವು ಹೆಚ್ಚಿದ್ದರೆ, ಸಣ್ಣ ಭಾಗಗಳಲ್ಲಿ ಹೊಲಿಯುವ ಮೂಲಕ ಉಂಟಾಗುವ ಒತ್ತಡಗಳನ್ನು ಸರಿದೂಗಿಸುವುದು ಅವಶ್ಯಕ.
ಉದ್ದವನ್ನು ಅವಲಂಬಿಸಿ ಸ್ತರಗಳನ್ನು ತಯಾರಿಸುವ ಯೋಜನೆಗಳು
ಕೆಲಸದ ಕೊನೆಯಲ್ಲಿ ತುಂಬಾ ಸುಂದರವಾದ ಸ್ತರಗಳನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಕತ್ತರಿಸಿ ಗ್ರೈಂಡರ್ನೊಂದಿಗೆ ಮರಳು ಮಾಡಬಹುದು.
ವಿದ್ಯುತ್ ವೆಲ್ಡಿಂಗ್ನ ಮೂಲಭೂತ ಅಂಶಗಳು
ಬೆಸುಗೆ ಹಾಕಿದ ಲೋಹದ ಕೀಲುಗಳು ಇಂದು ಅತ್ಯಂತ ವಿಶ್ವಾಸಾರ್ಹವಾಗಿವೆ: ತುಂಡುಗಳು ಅಥವಾ ಭಾಗಗಳನ್ನು ಒಂದೇ ಒಟ್ಟಾರೆಯಾಗಿ ಬೆಸೆಯಲಾಗುತ್ತದೆ. ಹೆಚ್ಚಿನ ತಾಪಮಾನಕ್ಕೆ ಒಡ್ಡಿಕೊಳ್ಳುವುದರ ಪರಿಣಾಮವಾಗಿ ಇದು ಸಂಭವಿಸುತ್ತದೆ. ಹೆಚ್ಚಿನ ಆಧುನಿಕ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರಗಳು ಲೋಹವನ್ನು ಕರಗಿಸಲು ವಿದ್ಯುತ್ ಚಾಪವನ್ನು ಬಳಸುತ್ತವೆ. ಇದು ಪ್ರಭಾವದ ವಲಯದಲ್ಲಿ ಲೋಹವನ್ನು ಕರಗುವ ಬಿಂದುವಿಗೆ ಬಿಸಿ ಮಾಡುತ್ತದೆ ಮತ್ತು ಇದು ಸಣ್ಣ ಪ್ರದೇಶದಲ್ಲಿ ಸಂಭವಿಸುತ್ತದೆ. ಎಲೆಕ್ಟ್ರಿಕ್ ಆರ್ಕ್ ಅನ್ನು ಬಳಸುವುದರಿಂದ, ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಎಲೆಕ್ಟ್ರಿಕ್ ಆರ್ಕ್ ಎಂದೂ ಕರೆಯಲಾಗುತ್ತದೆ.
ವೆಲ್ಡ್ ಮಾಡಲು ಇದು ಸಾಕಷ್ಟು ಸರಿಯಾದ ಮಾರ್ಗವಲ್ಲ)) ಕನಿಷ್ಠ, ನಿಮಗೆ ಮುಖವಾಡ ಬೇಕು
ವಿದ್ಯುತ್ ವೆಲ್ಡಿಂಗ್ ವಿಧಗಳು
ನೇರ ಮತ್ತು ಪರ್ಯಾಯ ಪ್ರವಾಹದಿಂದ ವಿದ್ಯುತ್ ಚಾಪವನ್ನು ರಚಿಸಬಹುದು. ವೆಲ್ಡಿಂಗ್ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ಗಳನ್ನು ಪರ್ಯಾಯ ಪ್ರವಾಹದೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, ನೇರ ಪ್ರವಾಹದೊಂದಿಗೆ ಇನ್ವರ್ಟರ್ಗಳು.
ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವುದು ಹೆಚ್ಚು ಜಟಿಲವಾಗಿದೆ: ಪ್ರಸ್ತುತವು ಪರ್ಯಾಯವಾಗಿದೆ, ಆದ್ದರಿಂದ ವೆಲ್ಡ್ ಆರ್ಕ್ "ಜಿಗಿತಗಳು", ಉಪಕರಣವು ಭಾರವಾಗಿರುತ್ತದೆ ಮತ್ತು ಬೃಹತ್ ಪ್ರಮಾಣದಲ್ಲಿರುತ್ತದೆ. ಇನ್ನೂ ಸಾಕಷ್ಟು ಕಿರಿಕಿರಿ ಶಬ್ದ, ಇದು ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ಹೊರಸೂಸುತ್ತದೆ ಮತ್ತು ಆರ್ಕ್ ಮತ್ತು ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಸ್ವತಃ. ಇನ್ನೂ ಒಂದು ಉಪದ್ರವವಿದೆ: ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಬಲವಾಗಿ ನೆಟ್ವರ್ಕ್ ಅನ್ನು "ಸೆಟ್ ಮಾಡುತ್ತದೆ". ಇದಲ್ಲದೆ, ಗಮನಾರ್ಹ ವೋಲ್ಟೇಜ್ ಉಲ್ಬಣಗಳನ್ನು ಗಮನಿಸಲಾಗಿದೆ. ಈ ಪರಿಸ್ಥಿತಿಯು ನೆರೆಹೊರೆಯವರೊಂದಿಗೆ ತುಂಬಾ ಸಂತೋಷವಾಗಿಲ್ಲ, ಮತ್ತು ನಿಮ್ಮ ಗೃಹೋಪಯೋಗಿ ಉಪಕರಣಗಳು ಬಳಲುತ್ತಬಹುದು.
ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನ
ಎಲೆಕ್ಟ್ರಿಕ್ ಆರ್ಕ್ ಸಂಭವಿಸಲು, ವಿರುದ್ಧ ಶುಲ್ಕಗಳೊಂದಿಗೆ ಎರಡು ವಾಹಕ ಅಂಶಗಳು ಅಗತ್ಯವಿದೆ. ಒಂದು ಲೋಹದ ಭಾಗ ಮತ್ತು ಇನ್ನೊಂದು ವಿದ್ಯುದ್ವಾರ.
ವಿಭಿನ್ನ ಧ್ರುವೀಯತೆಯ ಎಲೆಕ್ಟ್ರೋಡ್ ಮತ್ತು ಲೋಹವನ್ನು ಸ್ಪರ್ಶಿಸಿದಾಗ, ವಿದ್ಯುತ್ ಚಾಪ ಸಂಭವಿಸುತ್ತದೆ. ಅದರ ಗೋಚರಿಸುವಿಕೆಯ ನಂತರ, ಅದನ್ನು ನಿರ್ದೇಶಿಸಿದ ಸ್ಥಳದಲ್ಲಿ, ಭಾಗದ ಲೋಹವು ಕರಗಲು ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ಎಲೆಕ್ಟ್ರೋಡ್ ರಾಡ್ನ ಲೋಹವು ಕರಗುತ್ತದೆ, ಕರಗುವ ವಲಯಕ್ಕೆ ವಿದ್ಯುತ್ ಆರ್ಕ್ನೊಂದಿಗೆ ವರ್ಗಾಯಿಸಲಾಗುತ್ತದೆ: ವೆಲ್ಡ್ ಪೂಲ್.
ವೆಲ್ಡ್ ಪೂಲ್ ಹೇಗೆ ರೂಪುಗೊಳ್ಳುತ್ತದೆ? ಈ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಅರ್ಥಮಾಡಿಕೊಳ್ಳದೆ, ಲೋಹವನ್ನು ಸರಿಯಾಗಿ ಬೆಸುಗೆ ಮಾಡುವುದು ಹೇಗೆ ಎಂದು ನಿಮಗೆ ಅರ್ಥವಾಗುವುದಿಲ್ಲ (ಚಿತ್ರದ ಗಾತ್ರವನ್ನು ಹೆಚ್ಚಿಸಲು ಅದರ ಮೇಲೆ ಬಲ ಕ್ಲಿಕ್ ಮಾಡಿ)
ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ರಕ್ಷಣಾತ್ಮಕ ಲೇಪನವು ಸುಡುತ್ತದೆ, ಭಾಗಶಃ ಕರಗುತ್ತದೆ, ಭಾಗಶಃ ಆವಿಯಾಗುತ್ತದೆ ಮತ್ತು ಕೆಲವು ಬಿಸಿ ಅನಿಲಗಳನ್ನು ಬಿಡುಗಡೆ ಮಾಡುತ್ತದೆ. ಅನಿಲಗಳು ವೆಲ್ಡ್ ಪೂಲ್ ಅನ್ನು ಸುತ್ತುವರೆದಿವೆ, ಆಮ್ಲಜನಕದೊಂದಿಗೆ ಸಂವಹನದಿಂದ ಲೋಹವನ್ನು ರಕ್ಷಿಸುತ್ತದೆ. ಅವುಗಳ ಸಂಯೋಜನೆಯು ರಕ್ಷಣಾತ್ಮಕ ಲೇಪನದ ಪ್ರಕಾರವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಕರಗಿದ ಸ್ಲ್ಯಾಗ್ ಲೋಹವನ್ನು ಲೇಪಿಸುತ್ತದೆ, ಅದರ ತಾಪಮಾನವನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಸರಿಯಾಗಿ ಬೆಸುಗೆ ಹಾಕುವ ಸಲುವಾಗಿ, ಸ್ಲ್ಯಾಗ್ ವೆಲ್ಡ್ ಪೂಲ್ ಅನ್ನು ಆವರಿಸುತ್ತದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳುವುದು ಅವಶ್ಯಕ.
ಸ್ನಾನವನ್ನು ಚಲಿಸುವ ಮೂಲಕ ವೆಲ್ಡ್ ಅನ್ನು ಪಡೆಯಲಾಗುತ್ತದೆ. ಮತ್ತು ಎಲೆಕ್ಟ್ರೋಡ್ ಚಲಿಸಿದಾಗ ಅದು ಚಲಿಸುತ್ತದೆ. ಇದು ವೆಲ್ಡಿಂಗ್ನ ಸಂಪೂರ್ಣ ರಹಸ್ಯವಾಗಿದೆ: ನೀವು ನಿರ್ದಿಷ್ಟ ವೇಗದಲ್ಲಿ ವಿದ್ಯುದ್ವಾರವನ್ನು ಚಲಿಸಬೇಕಾಗುತ್ತದೆ

ಅಗತ್ಯವಿರುವ ಸಂಪರ್ಕದ ಪ್ರಕಾರವನ್ನು ಅವಲಂಬಿಸಿ, ಅದರ ಇಳಿಜಾರಿನ ಕೋನ ಮತ್ತು ಪ್ರಸ್ತುತ ನಿಯತಾಂಕಗಳನ್ನು ಸರಿಯಾಗಿ ಆಯ್ಕೆ ಮಾಡುವುದು ಸಹ ಮುಖ್ಯವಾಗಿದೆ.
ಲೋಹವು ತಣ್ಣಗಾಗುತ್ತಿದ್ದಂತೆ, ಅದರ ಮೇಲೆ ಸ್ಲ್ಯಾಗ್ ಕ್ರಸ್ಟ್ ರೂಪುಗೊಳ್ಳುತ್ತದೆ - ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲಗಳ ಸುಡುವಿಕೆಯ ಫಲಿತಾಂಶ. ಇದು ಗಾಳಿಯಲ್ಲಿರುವ ಆಮ್ಲಜನಕದ ಸಂಪರ್ಕದಿಂದ ಲೋಹವನ್ನು ರಕ್ಷಿಸುತ್ತದೆ. ತಂಪಾಗಿಸಿದ ನಂತರ, ಅದನ್ನು ಸುತ್ತಿಗೆಯಿಂದ ಹೊಡೆಯಲಾಗುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಬಿಸಿ ತುಣುಕುಗಳು ಚದುರಿಹೋಗುತ್ತವೆ, ಆದ್ದರಿಂದ ಕಣ್ಣಿನ ರಕ್ಷಣೆ ಅಗತ್ಯವಿರುತ್ತದೆ (ವಿಶೇಷ ಕನ್ನಡಕವನ್ನು ಧರಿಸಿ).
ಬಲೂನ್ ಅಥವಾ ಬ್ಯಾರೆಲ್ನಿಂದ ಬ್ರೆಜಿಯರ್ ಅನ್ನು ಹೇಗೆ ತಯಾರಿಸುವುದು ಎಂಬುದರ ಕುರಿತು ನೀವು ಇಲ್ಲಿ ಓದಬಹುದು. ಸುಮ್ಮನೆ ಒಗ್ಗಿಕೊಳ್ಳಿ.
ಇನ್ವರ್ಟರ್ನೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಹಂತ-ಹಂತದ ಸೂಚನೆಗಳು
ಮೊದಲನೆಯದಾಗಿ, ವೆಲ್ಡಿಂಗ್ಗಾಗಿ, ರಕ್ಷಣಾತ್ಮಕ ಅಂಶಗಳನ್ನು ಹೊಂದಿರುವುದು ಅವಶ್ಯಕ:
- ಒರಟಾದ ಬಟ್ಟೆಯ ಕೈಗವಸುಗಳು;
- ಕಣ್ಣುಗಳನ್ನು ರಕ್ಷಿಸುವ ವಿಶೇಷ ಫಿಲ್ಟರ್ನೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಮಾಸ್ಕ್;
- ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಕಾಣಿಸಿಕೊಳ್ಳುವ ಸ್ಪಾರ್ಕ್ಗಳಿಂದ ಬೆಂಕಿಹೊತ್ತಿಸದ ವಸ್ತುಗಳಿಂದ ಮಾಡಿದ ಒರಟು ಜಾಕೆಟ್ ಮತ್ತು ಪ್ಯಾಂಟ್;
- ದಪ್ಪ ಅಡಿಭಾಗದಿಂದ ಮುಚ್ಚಿದ ಬೂಟುಗಳು.
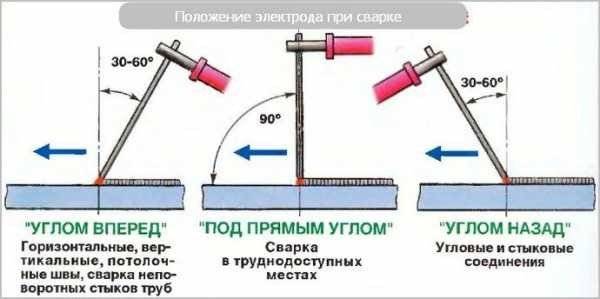
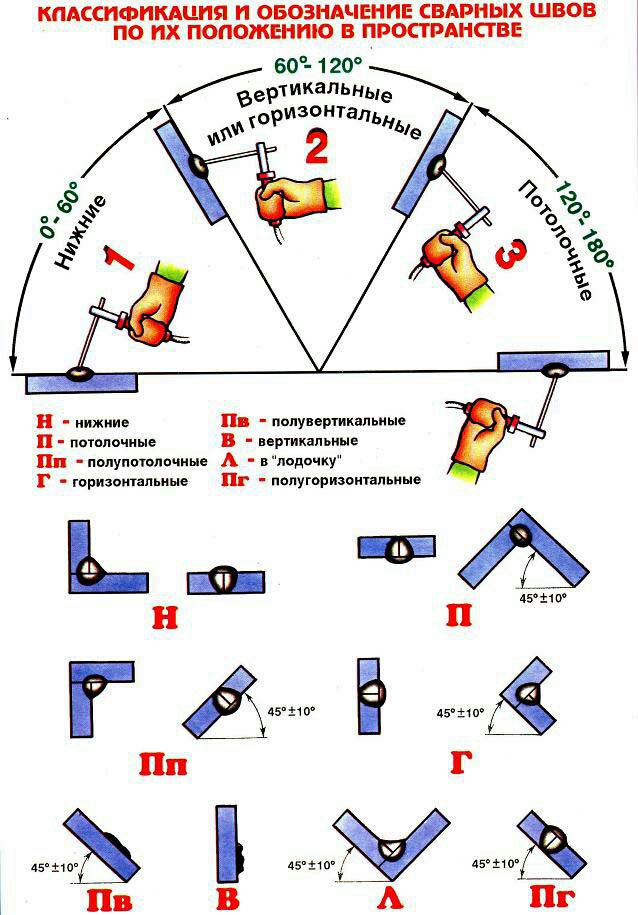
ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ವಿದ್ಯುದ್ವಾರದ ಸ್ಥಾನ.
ನೀವು ವೆಲ್ಡಿಂಗ್ ಇನ್ವರ್ಟರ್ನೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು, ಸುರಕ್ಷಿತ ಕೆಲಸದ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ರಚಿಸುವ ಗುರಿಯನ್ನು ನೀವು ಅಗತ್ಯ ಕ್ರಮಗಳನ್ನು ಅನುಸರಿಸಬೇಕು.
ಕೆಲಸದ ಸ್ಥಳದ ಸರಿಯಾದ ತಯಾರಿ:
- ಮೇಜಿನ ಮೇಲೆ ಅಗತ್ಯವಾದ ಮುಕ್ತ ಜಾಗವನ್ನು ಒದಗಿಸುವ ಮೂಲಕ, ಎಲ್ಲಾ ಅನಗತ್ಯ ವಸ್ತುಗಳನ್ನು ತೆಗೆದುಹಾಕಬೇಕು, ಆದರೆ ಅದು ಸ್ಪ್ಲಾಶ್ ಆಗಬಹುದು;
- ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಬೆಳಕನ್ನು ರಚಿಸುವುದು;
- ವಿದ್ಯುತ್ ಆಘಾತದಿಂದ ರಕ್ಷಿಸುವ ಮರದ ನೆಲದ ಮೇಲೆ ನಿಂತಿರುವಾಗ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ಕೈಗೊಳ್ಳುವುದು ಅವಶ್ಯಕ.
ನಂತರ ಭಾಗಗಳ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿ ಪ್ರಸ್ತುತವನ್ನು ಸರಿಹೊಂದಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ. ಎರಡನೆಯದನ್ನು ಸಿದ್ಧಪಡಿಸಬೇಕು. ಅವುಗಳನ್ನು ವಿತರಣಾ ಜಾಲದಲ್ಲಿ ಮಾತ್ರ ಖರೀದಿಸಿದ್ದರೆ ಮತ್ತು ಅವುಗಳ ಗುಣಮಟ್ಟವು ಸಂದೇಹವಿಲ್ಲದಿದ್ದರೆ, ಈ ಕ್ರಿಯೆಯನ್ನು ಬಿಟ್ಟುಬಿಡಬಹುದು.
ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಸಿದ್ಧಪಡಿಸಿದ ನಂತರ, ಸಮೂಹ ಟರ್ಮಿನಲ್ ಉತ್ಪನ್ನಕ್ಕೆ ಸಂಪರ್ಕ ಹೊಂದಿದೆ.
ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹ ಲೋಹದ ಸಂಪರ್ಕವನ್ನು ಪಡೆಯಲು, ಅದನ್ನು ಸಿದ್ಧಪಡಿಸಬೇಕು:
- ಉತ್ಪನ್ನದ ಅಂಚುಗಳಿಂದ ತುಕ್ಕು ಸಂಪೂರ್ಣವಾಗಿ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ;
- ದ್ರಾವಕಗಳ ಸಹಾಯದಿಂದ, ವಿವಿಧ ಮಾಲಿನ್ಯಕಾರಕಗಳನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗುತ್ತದೆ;
- ಕೊನೆಯ ಹಂತದಲ್ಲಿ, ಅಂಚುಗಳನ್ನು ಶುಚಿತ್ವಕ್ಕಾಗಿ ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ, ಗ್ರೀಸ್, ಪೇಂಟ್ವರ್ಕ್ ಮತ್ತು ಇತರ ಮಾಲಿನ್ಯಕಾರಕಗಳ ಉಪಸ್ಥಿತಿಯು ಸ್ವೀಕಾರಾರ್ಹವಲ್ಲ.
ಮುಂದೆ, ನೀವು ವೆಲ್ಡಿಂಗ್ ಇನ್ವರ್ಟರ್ ಅನ್ನು ಸಂಪರ್ಕಿಸಬೇಕು. ದಪ್ಪ ಲೋಹದ ಹಾಳೆಯ ಮೇಲೆ ತರಬೇತಿಯನ್ನು ಉತ್ತಮವಾಗಿ ಮಾಡಲಾಗುತ್ತದೆ, ರೋಲರ್ ರೂಪದಲ್ಲಿ ಸೀಮ್ ಅನ್ನು ರೂಪಿಸುತ್ತದೆ. ಮೇಜಿನ ಮೇಲೆ ಅಡ್ಡಲಾಗಿ ಮಲಗಿರುವ ಲೋಹದ ಮೇಲೆ ಮೊದಲ ಸಂಪರ್ಕವನ್ನು ಮಾಡಿ. ಅದರ ಮೇಲೆ, ಸೀಮೆಸುಣ್ಣದೊಂದಿಗೆ ನೇರ ರೇಖೆಯನ್ನು ಎಳೆಯಿರಿ, ಅದರ ಉದ್ದಕ್ಕೂ ಸೀಮ್ ಹೋಗುತ್ತದೆ.
ಇನ್ವರ್ಟರ್ನ ವಿದ್ಯುತ್ ಸರ್ಕ್ಯೂಟ್.
ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಅಂತಹ ವಸ್ತುವಿನ ಮೇಲೆ ತರಬೇತಿಯು ವೆಲ್ಡಿಂಗ್ ತಂತ್ರವನ್ನು ಗಮನಾರ್ಹವಾಗಿ ಸುಧಾರಿಸುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯು ಆರ್ಕ್ನ ದಹನದೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ.
ಈ ಕ್ರಿಯೆಯನ್ನು ಮಾಡಲು ಎರಡು ಮಾರ್ಗಗಳಿವೆ:
- ಲೋಹದ ಮೇಲೆ ಸ್ಕ್ರಾಚಿಂಗ್;
- ಲೋಹದ ಮೇಲೆ ಟ್ಯಾಪಿಂಗ್.
ವಿಧಾನದ ಆಯ್ಕೆಯು ವ್ಯಕ್ತಿಯ ಆದ್ಯತೆಗಳನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ, ಕಿಂಡ್ಲಿಂಗ್ ಮಾಡುವಾಗ ಮುಖ್ಯ ವಿಷಯವೆಂದರೆ ಜಂಟಿ ಪ್ರದೇಶದ ಹೊರಗೆ ಬೆಸುಗೆ ಹಾಕುವ ಕುರುಹುಗಳನ್ನು ಬಿಡಬಾರದು.
ಆರ್ಕ್ನ ದಹನದ ನಂತರ, ಲೋಹದ ಸಂಪರ್ಕದಿಂದ ಒಂದು ಚಾಪವನ್ನು ಹೊತ್ತಿಕೊಳ್ಳಲಾಗುತ್ತದೆ, ವೆಲ್ಡರ್ ಆರ್ಕ್ನ ಉದ್ದಕ್ಕೆ ಅನುಗುಣವಾಗಿ ಸ್ವಲ್ಪ ದೂರದ ಭಾಗದ ಮೇಲ್ಮೈಯಿಂದ ವಿದ್ಯುದ್ವಾರವನ್ನು ತೆಗೆದುಹಾಕುತ್ತದೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಪ್ರಾರಂಭಿಸುತ್ತದೆ.
ಪರಿಣಾಮವಾಗಿ, ಎರಡು ಲೋಹದ ಭಾಗಗಳ ಜಂಕ್ಷನ್ನಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಸೀಮ್ ರಚನೆಯಾಗುತ್ತದೆ. ಇದು ಮೇಲ್ಮೈಯಲ್ಲಿ ಸ್ಕೇಲ್-ಸ್ಕೇಲ್ನಿಂದ ಮುಚ್ಚಲ್ಪಡುತ್ತದೆ. ಅದನ್ನು ತೆಗೆದುಹಾಕಬೇಕು. ಸೀಮ್ನಲ್ಲಿ ಸಣ್ಣ ಸುತ್ತಿಗೆಯಿಂದ ಟ್ಯಾಪ್ ಮಾಡುವ ಮೂಲಕ ಇದನ್ನು ಮಾಡಲು ತುಂಬಾ ಸುಲಭ.
ಉಪಕರಣಗಳು ಮತ್ತು ಉಪಕರಣಗಳು
ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನ ತಂತ್ರವು ತುಲನಾತ್ಮಕವಾಗಿ ಸರಳವಾಗಿದೆ ಮತ್ತು ವಿಶೇಷ ಉಪಕರಣಗಳು ಮತ್ತು ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸಿ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ. ನಿಮಗೆ ಸಹಾಯಕ ಉಪಕರಣಗಳು ಮತ್ತು ರಕ್ಷಣಾ ಸಾಧನಗಳು ಸಹ ಬೇಕಾಗುತ್ತದೆ.



ಸಲಕರಣೆಗಳ ವಿಧಗಳು
ಡು-ಇಟ್-ನೀವೇ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಬಳಸಬಹುದಾದ ಮೂರು ವಿಧದ ಸಾಧನಗಳಿವೆ:
- ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ಗಳು. ಅಂತಹ ಸಾಧನಗಳ ಕಾರ್ಯಾಚರಣೆಯ ತತ್ವವು ಪರ್ಯಾಯ ಪ್ರವಾಹವನ್ನು ಆಧರಿಸಿದೆ. ಅವುಗಳು ಸಾಕಷ್ಟು ಭಾರವಾಗಿದ್ದು, ಸಾಮಾನ್ಯ ವಿದ್ಯುತ್ ನೆಟ್ವರ್ಕ್ನಲ್ಲಿ ವೋಲ್ಟೇಜ್ನಲ್ಲಿ ಹಠಾತ್ ಬದಲಾವಣೆಗಳನ್ನು ಉಂಟುಮಾಡುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಹೊಂದಿವೆ ಮತ್ತು ತುಂಬಾ ಗದ್ದಲದವು ಎಂದು ಗಮನಿಸಬೇಕು. ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನಲ್ಲಿ ಸಮವಾದ ಸೀಮ್ ಮಾಡಲು ತುಂಬಾ ಕಷ್ಟ; ಅನುಭವಿ ವೆಲ್ಡರ್ಗಳು ಮಾತ್ರ ಇದನ್ನು ಮಾಡಬಹುದು. ಆದರೆ ಅನನುಭವಿ ಕುಶಲಕರ್ಮಿಗಳು ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನ ಬಳಕೆಯೊಂದಿಗೆ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನಲ್ಲಿ ತರಬೇತಿ ಪಡೆದರೆ, ನಂತರ ಇತರ ಸಲಕರಣೆಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವುದು ಹೆಚ್ಚು ಸುಲಭವಾಗುತ್ತದೆ;
- ರಿಕ್ಟಿಫೈಯರ್ಗಳು. ಸಾಧನಗಳ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಅರೆವಾಹಕ ಡಯೋಡ್ಗಳಿಂದ ಒದಗಿಸಲಾಗುತ್ತದೆ. ಈ ಪ್ರಕಾರದ ಘಟಕಗಳು ಪರ್ಯಾಯ ಪ್ರವಾಹವನ್ನು ನೇರ ಪ್ರವಾಹವಾಗಿ ಪರಿವರ್ತಿಸುತ್ತವೆ. ಇವು ಬಹುಮುಖ ಸಾಧನಗಳಾಗಿವೆ. ಬಹುತೇಕ ಎಲ್ಲಾ ವಿದ್ಯುದ್ವಾರಗಳು ಅವರಿಗೆ ಸೂಕ್ತವಾಗಿವೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ವಿವಿಧ ಲೋಹಗಳ ಮೇಲೆ ನಡೆಸಬಹುದು.ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನೊಂದಿಗೆ ಹೋಲಿಸಿದರೆ, ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯು ಹೆಚ್ಚು ಸುಲಭವಾಗಿದೆ ಮತ್ತು ಆರ್ಕ್ ಸ್ಥಿರತೆಯನ್ನು ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ;
- ಇನ್ವರ್ಟರ್ಗಳು. ಅವರು ಬಹುತೇಕ ಮೌನವಾಗಿ ಕೆಲಸ ಮಾಡುತ್ತಾರೆ. ಸಾಂದ್ರತೆ ಮತ್ತು ಸ್ವಯಂಚಾಲಿತ ಹೊಂದಾಣಿಕೆ ವ್ಯವಸ್ಥೆಯಿಂದಾಗಿ ಬಳಸಲು ಸುಲಭವಾಗಿದೆ. ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ, ಸಾಧನವು ಪರ್ಯಾಯ ಪ್ರವಾಹವನ್ನು ಪರಿವರ್ತಿಸುವ ಮೂಲಕ ಹೆಚ್ಚಿನ ವಿದ್ಯುತ್ ನೇರ ಪ್ರವಾಹವನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ.
ಎಲ್ಲಾ ಸಾಧನಗಳಲ್ಲಿ, ಇನ್ವರ್ಟರ್ಗಳನ್ನು ಅತ್ಯುತ್ತಮವೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ. ಅವರು ವಿದ್ಯುತ್ ಉಲ್ಬಣಗಳ ಸಮಯದಲ್ಲಿ ಸಹ ಸ್ಥಿರವಾದ ಚಾಪವನ್ನು ರಚಿಸುತ್ತಾರೆ ಮತ್ತು ಬಹುಕ್ರಿಯಾತ್ಮಕವಾಗಿರುತ್ತವೆ.
ಉಪಕರಣಗಳು ಮತ್ತು ಉಪಕರಣಗಳು
ಎಲೆಕ್ಟ್ರಿಕ್ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕುವ ಮೊದಲು, ನೀವು ಮೊದಲು ವೈಯಕ್ತಿಕ ರಕ್ಷಣಾ ಸಾಧನಗಳು ಮತ್ತು ಸಾಧನಗಳನ್ನು ಸಿದ್ಧಪಡಿಸಬೇಕು:
- ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಉಪಕರಣ ಮತ್ತು ಅದಕ್ಕೆ ವಿದ್ಯುದ್ವಾರಗಳು. ಕೇವಲ ವೆಲ್ಡಿಂಗ್ ಕೌಶಲ್ಯಗಳನ್ನು ಕಲಿಯುತ್ತಿರುವವರು ಹೆಚ್ಚು ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಸಿದ್ಧಪಡಿಸಬೇಕು;
- ಸಹಾಯಕ ಉಪಕರಣಗಳು. ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರವು ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಉದ್ಭವಿಸಿದ ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ತೆಗೆದುಹಾಕುವುದನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ ಮತ್ತು ಇದಕ್ಕಾಗಿ ನಿಮಗೆ ಸುತ್ತಿಗೆ ಮತ್ತು ಲೋಹಕ್ಕಾಗಿ ಬ್ರಷ್ ಅಗತ್ಯವಿದೆ;
- ರಕ್ಷಣಾತ್ಮಕ ಸಜ್ಜು. ವಿಶೇಷ ಮುಖವಾಡ, ಕೈಗವಸುಗಳು ಮತ್ತು ದಟ್ಟವಾದ ವಸ್ತುಗಳಿಂದ ಮಾಡಿದ ರಕ್ಷಣಾತ್ಮಕ ಬಟ್ಟೆ ಇಲ್ಲದೆ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಪ್ರಾರಂಭಿಸಬೇಡಿ. ಅಂತಹ ವಿಧಾನಗಳನ್ನು ನಿರ್ಲಕ್ಷಿಸುವುದು ಯೋಗ್ಯವಾಗಿಲ್ಲ, ಏಕೆಂದರೆ ಮಾನವ ಸುರಕ್ಷತೆಯು ಅವುಗಳ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿರುತ್ತದೆ.
ನೀವು ಮೊದಲ ಬಾರಿಗೆ ಸಾಧನದೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುತ್ತಿದ್ದರೆ ಮತ್ತು ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಸರಿಯಾಗಿ ವೆಲ್ಡ್ ಮಾಡುವುದು ಹೇಗೆ ಎಂದು ತಿಳಿಯಲು ಬಯಸಿದರೆ, ತರಬೇತಿ ಲೋಹದ ಅಂಶಗಳನ್ನು ಪೂರ್ವ-ತಯಾರು ಮಾಡಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನ
ಇಲ್ಲಿಯವರೆಗೆ, ಕೆಳಗಿನ ರೀತಿಯ ವಿದ್ಯುತ್ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಕರೆಯಲಾಗುತ್ತದೆ:
-
ಸೇವಿಸಲಾಗದ ವಿದ್ಯುದ್ವಾರದೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್.
ಎಲೆಕ್ಟ್ರೋಡ್ ಆಗಿ ಬಳಸಲಾಗುವ ಟಂಗ್ಸ್ಟನ್ (ಅಥವಾ ಗ್ರ್ಯಾಫೈಟ್) ರಾಡ್ ಕರಗುವುದಿಲ್ಲ, ಆದರೆ ವಿದ್ಯುತ್ ಚಾಪವನ್ನು ನಿರ್ವಹಿಸುತ್ತದೆ. ವೆಲ್ಡ್ ಲೋಹವನ್ನು ತಂತಿ ಅಥವಾ ರಾಡ್ ರೂಪದಲ್ಲಿ ಸರಬರಾಜು ಮಾಡಲಾಗುತ್ತದೆ. ಬೆಸುಗೆ ಹಾಕುವ ಕಬ್ಬಿಣದ ಕ್ರಮದಲ್ಲಿ ಫಿಲ್ಲರ್ ವಸ್ತುವಿಲ್ಲದೆ ಈ ರೀತಿಯ ವೆಲ್ಡಿಂಗ್ ಸಹ ಕೆಲಸ ಮಾಡಬಹುದು.
-
ಮುಳುಗಿದ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್.
ಎಲೆಕ್ಟ್ರಿಕ್ ಆರ್ಕ್ ಅನ್ನು ರಚಿಸುವ ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಭಾಗವನ್ನು ಆವರಿಸುವ ಫ್ಲಕ್ಸ್ ಪದರಕ್ಕೆ ನೀಡಲಾಗುತ್ತದೆ. ಹೀಗಾಗಿ, ಲೋಹಗಳ ಆದರ್ಶ ಸಂಪರ್ಕಕ್ಕಾಗಿ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ರಚಿಸಲಾಗಿದೆ, ಗಾಳಿಯ ವಿನಾಶಕಾರಿ ಪ್ರಭಾವಕ್ಕೆ ಒಳಪಡುವುದಿಲ್ಲ.
-
ಅರೆ-ಸ್ವಯಂಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್.
ವಿದ್ಯುದ್ವಾರದ ಪಾತ್ರವನ್ನು ಲೋಹದ ತಂತಿಯಿಂದ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ, ಇದಕ್ಕೆ ವಿದ್ಯುತ್ ಪ್ರವಾಹವನ್ನು ಸರಬರಾಜು ಮಾಡಲಾಗುತ್ತದೆ. ಅದು ಕರಗಿದಂತೆ, ಸ್ವಯಂಚಾಲಿತ ಫೀಡ್ ಸಂಭವಿಸುತ್ತದೆ (ಆದ್ದರಿಂದ ಆರ್ಕ್ನ ಉದ್ದವು ಸ್ಥಿರವಾಗಿರುತ್ತದೆ). ಅದೇ ಸಮಯದಲ್ಲಿ, ಒಂದು ರಕ್ಷಾಕವಚ ಅನಿಲ, ಕಾರ್ಬನ್ ಡೈಆಕ್ಸೈಡ್ ಅಥವಾ ಆರ್ಗಾನ್, ವೆಲ್ಡಿಂಗ್ ಸೈಟ್ಗೆ ಚುಚ್ಚಲಾಗುತ್ತದೆ. ಪರಿಣಾಮವಾಗಿ, ವೆಲ್ಡ್ನ ಗುಣಮಟ್ಟ ಗಮನಾರ್ಹವಾಗಿ ಸುಧಾರಿಸಿದೆ.
ಮನೆಯಲ್ಲಿ, ಈ ರೀತಿಯ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಪ್ರಾಯೋಗಿಕವಾಗಿ ಬಳಸಲಾಗುವುದಿಲ್ಲ. ಆದ್ದರಿಂದ, ನಾಲ್ಕನೇ ವಿಧದ ವೆಲ್ಡಿಂಗ್ನ ಪರಿಗಣನೆಗೆ ಹೋಗೋಣ - ಹಸ್ತಚಾಲಿತ ವಿದ್ಯುತ್ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್.
ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಲೇಪನದಲ್ಲಿ ವಿಶೇಷ ವಿದ್ಯುದ್ವಾರದ ಬಳಕೆಯನ್ನು ಆಧರಿಸಿದೆ
ಹಸ್ತಚಾಲಿತ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರಗಳನ್ನು ಎರಡು ವಿಧಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ - ಎಸಿ ಮತ್ತು ಡಿಸಿ. ಪರ್ಯಾಯ ಪ್ರವಾಹದ ಬಳಕೆಯು ಹೆಚ್ಚಿನ ಕಾರ್ಯಕ್ಷಮತೆ ಮತ್ತು ಶಕ್ತಿಯ ಸಾಧನಗಳನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಲು ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ. ನೇರ ಪ್ರವಾಹದ ಪ್ರಯೋಜನವೆಂದರೆ, ಧ್ರುವೀಯತೆಯ ಹಿಮ್ಮುಖದ ಕೊರತೆಯಿಂದಾಗಿ, ಕಡಿಮೆ ಲೋಹದ ಸ್ಪ್ಯಾಟರ್ನೊಂದಿಗೆ ಮೃದುವಾದ ಸೀಮ್ ಆಗಿದೆ.
ಸಬ್ ಸೀ ಪೈಪ್ ಲೈನ್ ದುರಸ್ತಿ
ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದ ಕಾರ್ಯಾಚರಣೆಯು ಎರಡು ಲೋಹದ ಭಾಗಗಳ ನಡುವಿನ ಸಂಪರ್ಕದ ಹಂತದಲ್ಲಿ ವಿದ್ಯುತ್ ಆರ್ಕ್ನ ರಚನೆಯನ್ನು ಆಧರಿಸಿದೆ. ಹೆಚ್ಚಿನ ತಾಪಮಾನವು (7000o C ವರೆಗೆ) ವಸ್ತುವನ್ನು ದ್ರವ ಸ್ಥಿತಿಗೆ ಕರಗಿಸುತ್ತದೆ ಮತ್ತು ಪ್ರಸರಣ ಸಂಭವಿಸುತ್ತದೆ - ಆಣ್ವಿಕ ಮಟ್ಟದಲ್ಲಿ ಮಿಶ್ರಣ.
ವೆಲ್ಡಿಂಗ್ ಮತ್ತು ಅಂಟಿಸುವ ನಡುವಿನ ಮೂಲಭೂತ ವ್ಯತ್ಯಾಸವೆಂದರೆ ಸಹಾಯಕ ವಸ್ತುಗಳ ಅನುಪಸ್ಥಿತಿ - ಸೇರಬೇಕಾದ ಭಾಗಗಳು ಏಕಶಿಲೆಯ ರಚನೆಯಾಗಿ ಬದಲಾಗುತ್ತವೆ.
ಆದ್ದರಿಂದ, ವೆಲ್ಡಿಂಗ್ನ ಸರಿಯಾದ ಅಪ್ಲಿಕೇಶನ್ಗೆ ಏಕರೂಪದ ಲೋಹಗಳನ್ನು ಮಾತ್ರ ಬಳಸಬಹುದೆಂದು ಸ್ಪಷ್ಟವಾಗಿ ಅರ್ಥಮಾಡಿಕೊಳ್ಳಬೇಕು. ನೀವು ಅಲ್ಯೂಮಿನಿಯಂ ಅನ್ನು ಕಬ್ಬಿಣಕ್ಕೆ ಅಥವಾ ತಾಮ್ರವನ್ನು ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ಗೆ ಬೆಸುಗೆ ಹಾಕಲು ಸಾಧ್ಯವಿಲ್ಲ. ವಿಭಿನ್ನ ವಸ್ತುಗಳ ಕರಗುವ ಬಿಂದುವು ವಿಭಿನ್ನವಾಗಿದೆ, ಮತ್ತು ಮಿಶ್ರಲೋಹಗಳ ರಚನೆಯು ವೆಲ್ಡಿಂಗ್ ಉಪಕರಣಗಳ ಸಾಧ್ಯತೆಗಳ ವ್ಯಾಪ್ತಿಯಲ್ಲಿ ಸೇರಿಸಲಾಗಿಲ್ಲ.
ವೆಲ್ಡಿಂಗ್ ಕಬ್ಬಿಣದ ರಚನೆಗಳಿಗಾಗಿ, ವಿವಿಧ ವೆಲ್ಡ್ ಯಂತ್ರಗಳಿವೆ.
-
ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ಸ್. 220 ವಿ ವೋಲ್ಟೇಜ್ನೊಂದಿಗೆ ಮುಖ್ಯ ಪ್ರವಾಹವನ್ನು ಉನ್ನತ-ತಾಪಮಾನದ ವಿದ್ಯುತ್ ಚಾಪವನ್ನು ರಚಿಸಲು ಅಗತ್ಯವಾದ ನಿಯತಾಂಕಗಳೊಂದಿಗೆ ಪ್ರಸ್ತುತವಾಗಿ ಪರಿವರ್ತಿಸಲು ಅವುಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ವೋಲ್ಟೇಜ್ನಲ್ಲಿನ ಇಳಿಕೆ (70 V ಗಿಂತ ಹೆಚ್ಚಿಲ್ಲ) ಮತ್ತು ಪ್ರಸ್ತುತ ಶಕ್ತಿಯ ಹೆಚ್ಚಳದಿಂದಾಗಿ (ಸಾವಿರಾರು ಆಂಪಿಯರ್ಗಳವರೆಗೆ) ಇದು ಸಂಭವಿಸುತ್ತದೆ. ಇಂದು, ಅಂತಹ ಸಾಧನಗಳು ಕ್ರಮೇಣ ಹಿಂದಿನ ವಿಷಯವಾಗುತ್ತಿವೆ, ಏಕೆಂದರೆ ಅವುಗಳು ದೇಶೀಯ ಬಳಕೆಗೆ ತುಂಬಾ ಬೃಹತ್ ಪ್ರಮಾಣದಲ್ಲಿರುತ್ತವೆ ಮತ್ತು ಹೆಚ್ಚಿನ ಪ್ರಮಾಣದ ವಿದ್ಯುತ್ ಅನ್ನು ಬಳಸುತ್ತವೆ. ಇದರ ಜೊತೆಗೆ, ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನ ಕಾರ್ಯಾಚರಣೆಯು ಸ್ಥಿರವಾಗಿಲ್ಲ ಮತ್ತು ಒಟ್ಟಾರೆಯಾಗಿ ನೆಟ್ವರ್ಕ್ನ ಸ್ಥಿತಿಯನ್ನು ಋಣಾತ್ಮಕವಾಗಿ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ - ಆನ್ ಮಾಡಿದಾಗ, ವೋಲ್ಟೇಜ್ ಹನಿಗಳನ್ನು ರಚಿಸಲಾಗುತ್ತದೆ, ಸೂಕ್ಷ್ಮ ಗೃಹೋಪಯೋಗಿ ವಸ್ತುಗಳು ಬಳಲುತ್ತವೆ. ಒಂದು ಮತ್ತು ಮೂರು ಹಂತಗಳಿವೆ.
-
ರೆಕ್ಟಿಫೈಯರ್ಗಳು.
ಅವರು ಗ್ರಾಹಕ ನೆಟ್ವರ್ಕ್ನ ಪರ್ಯಾಯ ಪ್ರವಾಹವನ್ನು ನೇರ ಪ್ರವಾಹಕ್ಕೆ ಪರಿವರ್ತಿಸುತ್ತಾರೆ. ಅಂತಹ ಸಾಧನಗಳ ಕಾರ್ಯಾಚರಣೆಯ ತತ್ವವು ಸಿಲಿಕಾನ್ ಡಯೋಡ್ಗಳನ್ನು ಸರಿಪಡಿಸುವ ಬಳಕೆಯನ್ನು ಆಧರಿಸಿದೆ, ಇದನ್ನು ಕವಾಟಗಳು ಎಂದೂ ಕರೆಯುತ್ತಾರೆ. DC ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರ ಮತ್ತು AC ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದ ನಡುವಿನ ವಿಶಿಷ್ಟ ವ್ಯತ್ಯಾಸವೆಂದರೆ ಧನಾತ್ಮಕ ಧ್ರುವದಲ್ಲಿ ವಿದ್ಯುದ್ವಾರದ ಬಲವಾದ ತಾಪನ. ಇದು ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯನ್ನು ನಿಯಂತ್ರಿಸಲು ಸಾಧ್ಯವಾಗುವಂತೆ ಮಾಡುತ್ತದೆ: "ಸೌಮ್ಯ ವೆಲ್ಡಿಂಗ್" ಅನ್ನು ಕೈಗೊಳ್ಳಲು, ಸೆಟ್ಟಿಂಗ್ಗಳನ್ನು ಕುಶಲತೆಯಿಂದ, ಲೋಹವನ್ನು ಕತ್ತರಿಸುವಾಗ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಗಮನಾರ್ಹವಾಗಿ ಉಳಿಸಿ.
-
ಇನ್ವರ್ಟರ್ಗಳು.
ಸಾಕಷ್ಟು ಸಮಯದವರೆಗೆ (2000 ರವರೆಗೆ) ಅವುಗಳು ಹೆಚ್ಚಿನ ವೆಚ್ಚದ ಕಾರಣದಿಂದಾಗಿ ದೈನಂದಿನ ಜೀವನದಲ್ಲಿ ವ್ಯಾಪಕ ಬಳಕೆಗೆ ಲಭ್ಯವಿರಲಿಲ್ಲ. ಆದರೆ ನಂತರ ಅವರು ಹೆಚ್ಚಿನ ಜನಪ್ರಿಯತೆಯನ್ನು ಗಳಿಸಿದರು.ಇನ್ವರ್ಟರ್ನ ಕಾರ್ಯಾಚರಣೆಯ ತತ್ವವು ಮುಖ್ಯ ಪರ್ಯಾಯ ಪ್ರವಾಹವನ್ನು ನೇರ ಪ್ರವಾಹಕ್ಕೆ ಪರಿವರ್ತಿಸುವುದು, ಮತ್ತು ನಂತರ ಮತ್ತೆ ಪರ್ಯಾಯ, ಆದರೆ ಈಗಾಗಲೇ ಅಧಿಕ-ಆವರ್ತನ ಪ್ರವಾಹ. ಈ ಯೋಜನೆ ಮತ್ತು ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ವೆಲ್ಡಿಂಗ್ ನಡುವಿನ ವ್ಯತ್ಯಾಸವೆಂದರೆ ಪರಿವರ್ತಿತ ನೇರ ಪ್ರವಾಹದಿಂದ ಪಡೆದ ಆರ್ಕ್ ಹೆಚ್ಚು ಸ್ಥಿರವಾಗಿರುತ್ತದೆ.
ಇನ್ವರ್ಟರ್ ವೆಲ್ಡಿಂಗ್ನ ಮುಖ್ಯ ಪ್ರಯೋಜನವೆಂದರೆ ಎಲೆಕ್ಟ್ರಿಕ್ ಆರ್ಕ್ನ ಡೈನಾಮಿಕ್ಸ್ನಲ್ಲಿ ಸುಧಾರಣೆಯಾಗಿದೆ, ಜೊತೆಗೆ ಅನುಸ್ಥಾಪನೆಯ ತೂಕ ಮತ್ತು ಆಯಾಮಗಳಲ್ಲಿ ಗಮನಾರ್ಹವಾದ ಕಡಿತ (ನೇರ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ಗಳಿಗೆ ಹೋಲಿಸಿದರೆ). ಇದರ ಜೊತೆಗೆ, ಔಟ್ಪುಟ್ ಪ್ರವಾಹವನ್ನು ಸರಾಗವಾಗಿ ಸರಿಹೊಂದಿಸಲು ಸಾಧ್ಯವಾಯಿತು, ಇದು ಘಟಕದ ದಕ್ಷತೆಯನ್ನು ಗಣನೀಯವಾಗಿ ಹೆಚ್ಚಿಸಿತು ಮತ್ತು ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ಆರ್ಕ್ನ ದಹನದ ಸುಲಭತೆಯನ್ನು ಖಾತ್ರಿಪಡಿಸಿತು.
ಆದರೆ ಅನಾನುಕೂಲಗಳೂ ಇವೆ:
- ಬಳಕೆಯಲ್ಲಿ ತಾತ್ಕಾಲಿಕ ನಿರ್ಬಂಧಗಳು, ಇದು ಎಲೆಕ್ಟ್ರಾನಿಕ್ ಪರಿವರ್ತನೆ ಸರ್ಕ್ಯೂಟ್ನ ತಾಪನದೊಂದಿಗೆ ಸಂಬಂಧಿಸಿದೆ;
- ವಿದ್ಯುತ್ಕಾಂತೀಯ "ಶಬ್ದ" ಸೃಷ್ಟಿ, ಅಧಿಕ-ಆವರ್ತನ ಹಸ್ತಕ್ಷೇಪ;
- ಗಾಳಿಯ ಆರ್ದ್ರತೆಯ ಋಣಾತ್ಮಕ ಪ್ರಭಾವ, ಇದು ಸಾಧನದೊಳಗೆ ಕಂಡೆನ್ಸೇಟ್ ರಚನೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ.




ವೆಲ್ಡರ್ಗಾಗಿ ಉತ್ತಮ ಲೇಖನವು ನಿಜವಾಗಿಯೂ ಹೇಳಲಾದ ಬಹಳಷ್ಟು ಉಪಯುಕ್ತ ವಿಷಯಗಳನ್ನು ಇಷ್ಟಪಟ್ಟಿದೆ.